热工仪表管路施工工艺示范卡.docx
《热工仪表管路施工工艺示范卡.docx》由会员分享,可在线阅读,更多相关《热工仪表管路施工工艺示范卡.docx(16页珍藏版)》请在冰点文库上搜索。
热工仪表管路施工工艺示范卡
第1章热工仪表管路施工工艺示范卡
1.1适用范围
本工艺卡适用于火力发电厂热工测量管路、取样管路和排污管路的施工,对于热工气动信号管路、气源管路和蒸汽防冻伴热管路的施工以及机务的取样、加药小口径管道的施工作业可以参照执行。
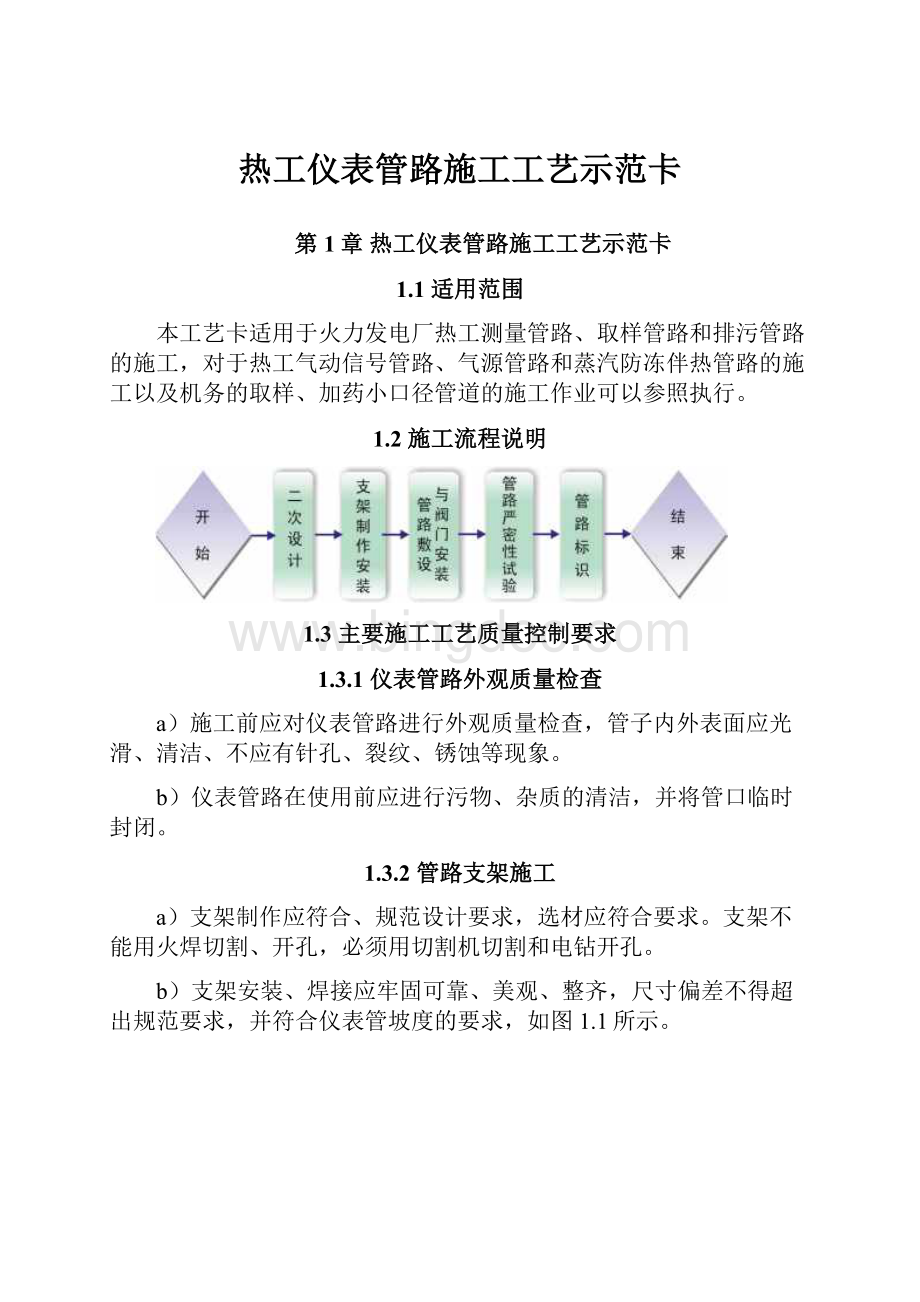
1.2施工流程说明
1.3主要施工工艺质量控制要求
1.3.1仪表管路外观质量检查
a)施工前应对仪表管路进行外观质量检查,管子内外表面应光滑、清洁、不应有针孔、裂纹、锈蚀等现象。
b)仪表管路在使用前应进行污物、杂质的清洁,并将管口临时封闭。
1.3.2管路支架施工
a)支架制作应符合、规范设计要求,选材应符合要求。
支架不能用火焊切割、开孔,必须用切割机切割和电钻开孔。
b)支架安装、焊接应牢固可靠、美观、整齐,尺寸偏差不得超出规范要求,并符合仪表管坡度的要求,如图1.1所示。
图1.1支架安装
c)管路支架的间距应均匀,各类管子所用的支架距离要求见表1.1。
表1.1支架距离
水平敷设
垂直敷设
无缝钢管
1~1.5m
1.5~2m
铜管、塑料管
0.5~0.7m
0.7~1m
如图1.2、1.3所示。
图1.2不锈钢仪表管路支架间距
图1.3仪用空气铜管管路支架间距
1.3.3仪表管切断和下料
a)管径8mm及以下钢管和有色金属管应使用专用管子割刀切割,应保证切断面与管子轴线垂直,并除去切口毛刺和棱角。
b)管径8mm以上钢管建议使用切割机切割,并打磨管口毛刺和棱角。
c)管子切断后,切口应平整、不得有裂纹、重皮、毛刺、凹凸、缩口、氧化铁和铁屑等杂质存在。
1.3.4仪表管的弯制
a)金属管子的弯制应采用冷弯方法。
b)管子的弯曲半径,对于金属管应不小于其外径的3倍,要求为4~6D,对于塑料管应不小于其外径的4.5倍。
管子弯曲后,应无裂缝凸坑,弯曲断面的椭圆度不大于10%,如图1.4所示。
图1.4仪表管弯制
1.3.5仪表管路敷设
a)管路应按二次设计的位置敷设,应整齐、美观,宜减少交叉和拐弯,如需交叉应在隐蔽处进行。
不应敷设在有碍检修、易受机械损伤、腐蚀和有较大振动处。
b)同一排管接头必须根据现场情况以统一图案布置,要求采用一字形或V字形图案,如图1.5、图1.6所示。
图1.5管接头的一字形布置
图1.6管接头的V形布置
c)管路沿水平敷设时应有一定的坡度,差压管路应大于1:
12,其它管路应大于1:
100,管路倾斜方向应能保证排除气体和凝结液体,否则,应在管路的最高或最低点装设排气或排水阀,如图1.7所示。
图1.7管路坡度
d)管路敷设在地下及穿越平台或墙壁时应加保护管(罩)。
e)敷设管路必须考虑主设备及管道的热膨胀,并应采取补偿措施,如图1.8所示。
图1.8管路热膨胀的补偿
1.3.6仪表管的连接
a)仪表管需要分支时,应采用与仪表管相同材质的三通,不得在仪表管上直接开孔焊接,如图1.9所示。
图1.9仪表管三通连接
b)仪表管连接方式应符合设计规定,若无设计规定两仪表管之间的连接应选用套管接件焊接方式,套管接件内径应与仪表管外径相符,并采用全氩弧焊焊接方式,如图1.10所示。
图1.10仪表管套管连接
1.3.7阀门安装
a)如果在设备或管道取样部件处直接安装阀门时,必须充分考虑保温层的厚度,必要时可采用加长型取样短接,严禁将阀门埋入保温层内。
如图1.11所示。
图1.11加长型取样管
b)如果焊接式阀门的接口外径与仪表管外径相差较大时,在阀门接口处应增加变径短接,如图1.12所示。
图1.12阀门变径连接
1.3.8排污管路安装
a)排污管位置应选择在仪表盘、箱下面或在靠平台底下,如图1.13所示。
图1.13排污管布置
b)集中布置的仪表排污管应用排污母管布置,母管开孔应保证不会溅水、汽伤人,位置应在便于维护、检修、观察的地方,单个仪表的排污应有漏斗,如图1.14所示。
图1.14排污母管的集中布置
c)排污阀门下应装有排水槽或排水管并引到地沟,排水管坡度应大于1:
20,如图1.15所示。
图1.15排污管坡度
1.3.9管路固定
a)应采用可拆卸的卡子将仪表管固定在支架上,成排敷设的仪表管间距应均匀,一般要求1.5~3D,管卡必须与管径匹配,固定牢固,见图16。
图1.16管路固定
b)管卡的形式和尺寸根据仪表管的直径来决定,一般要求采用单孔双管卡,单孔单管卡,双孔单管卡,U形管卡,如图1.17所示。
图1.17U形管卡
1.3.10严密性试验
严密性试验应按照火电施工质量检验及评定标准热工仪表及控制装置篇1998年版执行。
1.3.11管路标识
a)施工完毕的管路两端,应挂有标明编号、名称及用途的标示牌。
b)标牌统一挂设于阀门后100mm内管路上,如管路需保温则挂设于阀门手柄处,如图1.18所示。
图1.18仪表标识
c)永久标牌应按工程公司的统一要求制作、挂设。
1.4成品示范图片
图1.19给水取样管
图1.20仪表管单孔双管卡固定
图1.21仪表管排列1
图1.22仪表管排列2
图1.23仪用空气管路排列
1.5引用标准
1998年版火电施工质量检验及评定标准热工仪表及控制装置篇
DL/T5190.5-2004电力建设施工及验收技术规范第5部分:
热工自动化
DL/T5182-2004火力发电厂热工自动化就地设备安装、管路及电缆设计技术规定
 升级会员
升级会员 