高效分水器焊接工艺规程.docx
《高效分水器焊接工艺规程.docx》由会员分享,可在线阅读,更多相关《高效分水器焊接工艺规程.docx(20页珍藏版)》请在冰点文库上搜索。
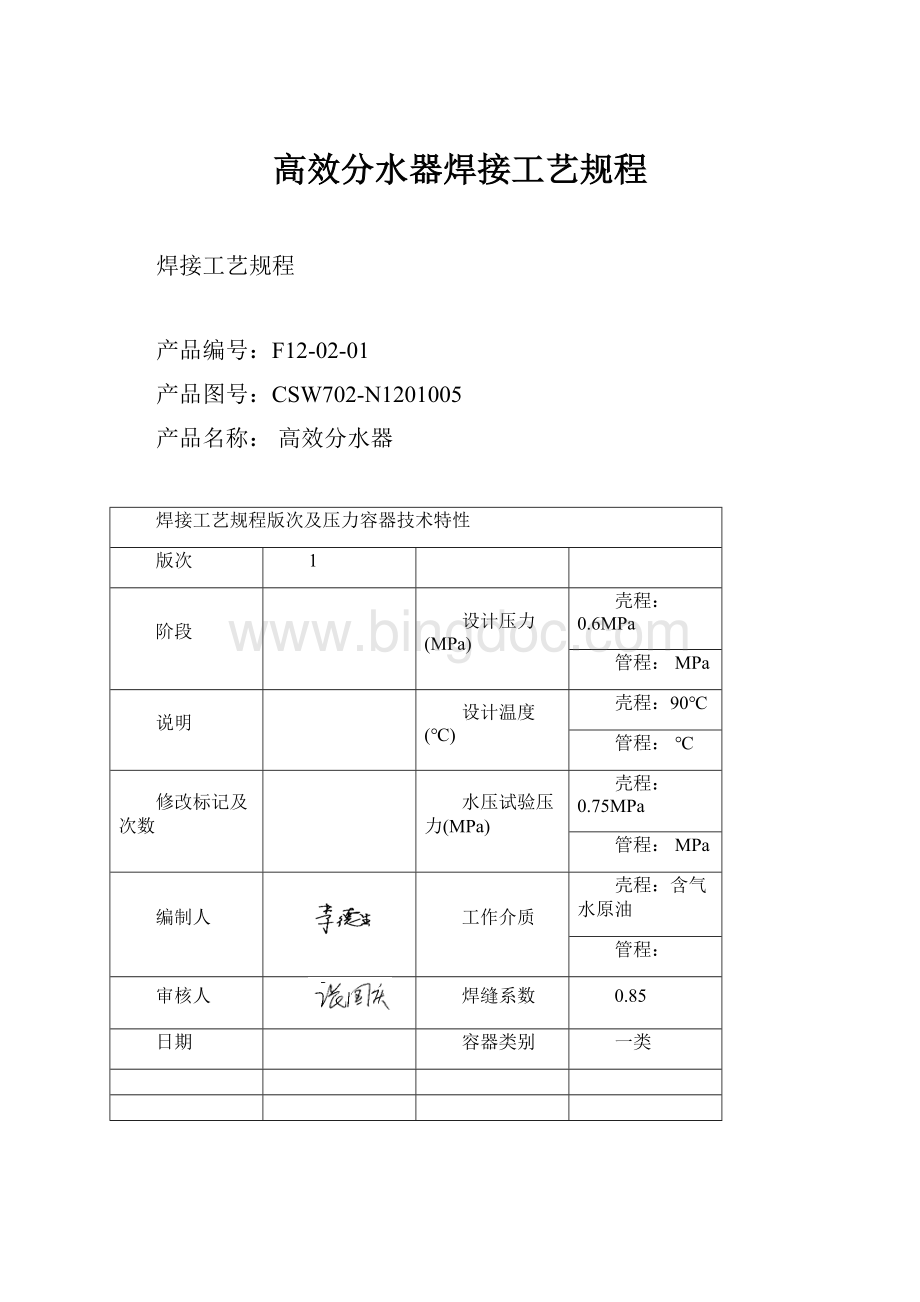
高效分水器焊接工艺规程
焊接工艺规程
产品编号:
F12-02-01
产品图号:
CSW702-N1201005
产品名称:
高效分水器
焊接工艺规程版次及压力容器技术特性
版次
1
阶段
设计压力(MPa)
壳程:
0.6MPa
管程:
MPa
说明
设计温度(℃)
壳程:
90℃
管程:
℃
修改标记及次数
水压试验压力(MPa)
壳程:
0.75MPa
管程:
MPa
编制人
工作介质
壳程:
含气水原油
管程:
审核人
焊缝系数
0.85
日期
容器类别
一类
广饶晨丰昊坤石油化工设备有限公司
产品编号
F12-02-01
焊接工艺卡
(接头编号示意图)
共5页第1页
名称
高效分水器
图号
CSW702-N1201005
编制
日期
规格
Ø4000×15000
审核
日期
焊缝编号
焊接工艺卡编号
焊接工艺评定号
焊工持证项目
无损检测要求
A1-A2
1
GP11
SAW
RTⅡ级
A3-A9B1-B8
2
GP11
SAW
RTⅢ级
A10-A27B9-B15
3
GP09
SMAW
C1-C14
4
GP10
SMAW
C15-C41
5
GP10
SMAW
D1-D12
6
GP10
SMAW
D13-D31
7
GP10
SMAW
D32-D37
8
GP10
SMAW
产品编号
F12-02-01
焊接工艺卡
(焊接材料汇总表)
名称
高效分离器
共1页第1页
图号
CSW702-N1201005-00
编制
日期
规格
Ø4000×15000
审核
日期
焊缝编号
母材
焊接方法
焊条电弧焊SMAW
埋弧焊SAW
气体保护焊MIG/TIG
焊条/规格
烘干温度/时间
焊丝/规格
焊剂
烘干温度/时间
焊丝/规格
保护气体
纯度
A1-A2
Q345R
SAW
H10Mn2Ø4
HJ431
250℃2H
A3-A9B1-B8
Q345R
SAW
H10Mn2Ø4
HJ431
250℃2H
A10-A27B9-B15
Q345R
SMAW
E5015Ø3.2Ø4
380-400℃1-2H
C1-C14
Q345R
SMAW
E5015Ø3.2Ø4
380-400℃1-2H
C15-C41
Q345R20#
SMAW
E5015Ø3.2Ø4
380-400℃1-2H
D1-D12
Q345R20
SMAW
E5015Ø3.2Ø4
380-400℃1-2H
D13-D31
Q345R20#
SMAW
E5015Ø3.2Ø4
380-400℃1-2H
D32-D37
Q345R20#
SMAW
E5015Ø3.2
380-400℃1-2H
焊缝名称
封头焊接
焊接工艺规程
(焊接接头工艺卡编号No.1)
共页第页
接头编号
A1-A2
焊评编号
GP11
编制
日期
焊工持证项目
SAW
审核
日期
序号
焊接顺序
技术要求
1
加工坡口并清理干净
焊前
坡口处理
清理坡口及其周围的杂质
2
按要求组对
预热温度
3
进行第1~2遍焊接
其他
4
背面用碳弧气刨清根后清理干净
焊后
层间温度
5
进行第3~4遍焊接
表面处理
打磨飞溅及焊缝不规整部位
6
打磨飞溅及焊缝不规整部位
7
A1A2100%RT探伤Ⅲ级合格
焊后热处理
检验
序号
本厂
锅检所
用户
焊接规范
层-道
焊接方法
焊材及规格
电流极性
电流(A)
电压(V)
焊接
速度
气体保护焊
备注
钨极直径mm
喷嘴直径mm
气体成分
脉冲频率
气体流量L/min
脉宽比%
1
SAW
H08AØ4
反
550~600
36~40
27.5m/s
焊条使用严格执行管理规定,打底焊焊条使用规程中较细直径焊条
2-3
SAW
H08AØ4
反
550~600
36~40
27.5m/s
4
SAW
H08AØ4
反
550~600
36~40
27.5m/s
焊缝名称
筒体、封头相焊
焊接工艺规程
(焊接接头工艺卡编号No.2)
共页第页
接头编号
A3-A9B1-B8
焊评编号
GP11
编制
日期
焊工持证项目
SAW
审核
日期
序号
焊接顺序
技术要求
1
加工坡口并清理干净
焊前
坡口处理
清理坡口及其周围的杂质
2
按要求组对
预热温度
3
进行第1~2遍焊接
其他
4
背面用碳弧气刨清根后清理干净
焊后
层间温度
5
进行第3~4遍焊接
表面处理
打磨飞溅及焊缝不规整部位
6
打磨飞溅及焊缝不规整部位
7
A3-A9B1-B820%RT探伤Ⅲ级合格
焊后热处理
检验
序号
本厂
锅检所
用户
焊接规范
层-道
焊接方法
焊材及规格
电流极性
电流(A)
电压(V)
焊接
速度
气体保护焊
备注
钨极直径mm
喷嘴直径mm
气体成分
脉冲频率
气体流量L/min
脉宽比%
1
SAW
H08AØ4
反
550~600
36~40
27.5m/s
焊条使用严格执行管理规定,打底焊焊条使用规程中较细直径焊条
2-3
SAW
H08AØ4
反
550~600
36~40
27.5m/s
4
SAW
H08AØ4
反
550~600
36~40
27.5m/s
焊缝名称
筒体、封头相焊
焊接工艺规程
(焊接接头工艺卡编号No.3)
共页第页
接头编号
A10-A27B9-B15
焊评编号
GP11
编制
日期
焊工持证项目
SMAW
审核
日期
序号
焊接顺序
技术要求
1
加工坡口并清理干净
焊前
坡口处理
清理坡口及其周围的杂质
2
按要求组对
预热温度
3
进行焊接
其他
4
打磨飞溅及焊缝不规整部位
焊后
层间温度
5
A10-A27B9-B1520%RT探伤Ⅲ级合格
表面处理
打磨飞溅及焊缝不规整部位
6
7
焊后热处理
检验
序号
本厂
锅检所
用户
焊接规范
层-道
焊接方法
焊材及规格
电流极性
电流(A)
电压(V)
焊接
速度
气体保护焊
备注
钨极直径mm
喷嘴直径mm
气体成分
脉冲频率
气体流量L/min
脉宽比%
1
SMAW
E5015Ø3.2
反
80~120
20~22
9~13.5
焊条使用严格执行管理规定,打底焊焊条使用规程中较细直径焊条
2-3
SMAW
E5015Ø4
反
160~190
24~26
8.1~11
4
SMAW
E5015Ø4
反
160~190
24~26
8.1~11
焊缝名称
法兰筒体相焊
焊接工艺规程
(焊接接头工艺卡编号No.4)
共页第页
接头编号
C1-C14
焊评编号
GP10
编制
日期
焊工持证项目
SMAW
审核
日期
序号
焊接顺序
技术要求
1
加工坡口并清理干净
焊前
坡口处理
清理坡口及其周围的杂质
2
按要求组对
预热温度
3
进行焊接
其他
4
打磨飞溅及焊缝不规整部位
焊后
层间温度
5
表面处理
打磨飞溅及焊缝不规整部位
6
7
焊后热处理
检验
序号
本厂
锅检所
用户
1
坡口检验
2
组对检验
3
焊接规范
层-道
焊接方法
焊材及规格
电流极性
电流(A)
电压(V)
焊接
速度
气体保护焊
备注
钨极直径mm
喷嘴直径mm
气体成分
脉冲频率
气体流量L/min
脉宽比%
1
SMAW
E015Ø3.2
反
80~120
20~22
9~13.5
焊条使用严格执行管理规定,打底焊焊条使用规程中较细直径焊条
2-4
SMAW
E5015Ø4
反
160~190
24~26
8.1~11
焊缝名称
筒体、封头、接管相焊
焊接工艺规程
(焊接接头工艺卡编号No.5)
共页第页
接头编号
C14-C41
焊评编号
GP10
编制
日期
焊工持证项目
SMAW
审核
日期
序号
焊接顺序
技术要求
1
加工坡口并清理干净
焊前
坡口处理
清理坡口及其周围的杂质
2
按要求组对
预热温度
3
进行焊接
其他
4
打磨飞溅及焊缝不规整部位
焊后
层间温度
5
表面处理
打磨飞溅及焊缝不规整部位
6
7
焊后热处理
检验
序号
本厂
锅检所
用户
1
坡口检验
2
组对检验
3
焊接规范
层-道
焊接方法
焊材及规格
电流极性
电流(A)
电压(V)
焊接
速度
气体保护焊
备注
钨极直径mm
喷嘴直径mm
气体成分
脉冲频率
气体流量L/min
脉宽比%
1
SMAW
E5015Ø3.2
反
80~120
20~22
9~13.5
焊条使用严格执行管理规定,打底焊焊条使用规程中较细直径焊条
2-3
SMAW
E5015Ø4
反
160~190
24~26
8.1~11
焊缝名称
筒体、封头、接管相焊
焊接工艺规程
(焊接接头工艺卡编号No.6)
共页第页
接头编号
D13-D31
焊评编号
GP10
编制
日期
焊工持证项目
SMAW
审核
日期
序号
焊接顺序
技术要求
1
加工坡口并清理干净
焊前
坡口处理
清理坡口及其周围的杂质
2
按要求组对
预热温度
3
进行焊接
其他
4
打磨飞溅及焊缝不规整部位
焊后
层间温度
5
表面处理
打磨飞溅及焊缝不规整部位
6
7
焊后热处理
检验
序号
本厂
锅检所
用户
1
坡口检验
2
组对检验
3
焊接规范
层-道
焊接方法
焊材及规格
电流极性
电流(A)
电压(V)
焊接
速度
气体保护焊
备注
钨极直径mm
喷嘴直径mm
气体成分
脉冲频率
气体流量L/min
脉宽比%
1
SMAW
E4315Ø3.2
反
80~120
20~22
9~13.5
焊条使用严格执行管理规定,打底焊焊条使用规程中较细直径焊条
2-4
SMAW
E4315Ø4
反
160~190
24~26
8.1~11
焊缝名称
筒体、封头、接管相焊
焊接工艺规程
(焊接接头工艺卡编号No.7)
共页第页
接头编号
D1-D12
焊评编号
GP10
编制
日期
焊工持证项目
水平管板
审核
日期
序号
焊接顺序
技术要求
1
加工坡口并清理干净
焊前
坡口处理
清理坡口及其周围的杂质
2
按要求组对
预热温度
3
进行焊接
其他
4
打磨飞溅及焊缝不规整部位
焊后
层间温度
5
表面处理
打磨飞溅及焊缝不规整部位
6
7
焊后热处理
检验
序号
本厂
锅检所
用户
1
坡口检验
2
组对检验
3
焊接规范
层-道
焊接方法
焊材及规格
电流极性
电流(A)
电压(V)
焊接
速度
气体保护焊
备注
钨极直径mm
喷嘴直径mm
气体成分
脉冲频率
气体流量L/min
脉宽比%
1
SMAW
E4315Ø3.2
反
80~120
20~22
9~13.5
焊条使用严格执行管理规定,打底焊焊条使用规程中较细直径焊条
2-5
SMAW
E4315Ø4
反
160~190
24~26
8.1~11
6
SMAW
E4315Ø3.2
反
80~120
20~22
9~13.5
7-10
SMAW
E4315Ø4
反
160~190
24~26
8.1~11
焊缝名称
筒体、封头、接管相焊
焊接工艺规程
(焊接接头工艺卡编号No.8)
共页第页
接头编号
D32-D37
焊评编号
GP10
编制
日期
焊工持证项目
SMAW
审核
日期
序号
焊接顺序
技术要求
1
加工坡口并清理干净
焊前
坡口处理
清理坡口及其周围的杂质
2
按要求组对
预热温度
3
进行焊接
其他
4
打磨飞溅及焊缝不规整部位
焊后
层间温度
5
表面处理
打磨飞溅及焊缝不规整部位
6
7
焊后热处理
检验
序号
本厂
锅检所
用户
1
坡口检验
2
组对检验
3
焊接规范
层-道
焊接方法
焊材及规格
电流极性
电流(A)
电压(V)
焊接
速度
气体保护焊
备注
钨极直径mm
喷嘴直径mm
气体成分
脉冲频率
气体流量L/min
脉宽比%
1
SMAW
E4315Ø3.2
反
80~120
20~22
9~13.5
焊条使用严格执行管理规定,打底焊焊条使用规程中较细直径焊条
2
SMAW
E4315Ø4
反
160~190
24~26
8.1~11
 升级会员
升级会员 