干式变压器安装作业卡Word文件下载.docx
《干式变压器安装作业卡Word文件下载.docx》由会员分享,可在线阅读,更多相关《干式变压器安装作业卡Word文件下载.docx(24页珍藏版)》请在冰点文库上搜索。
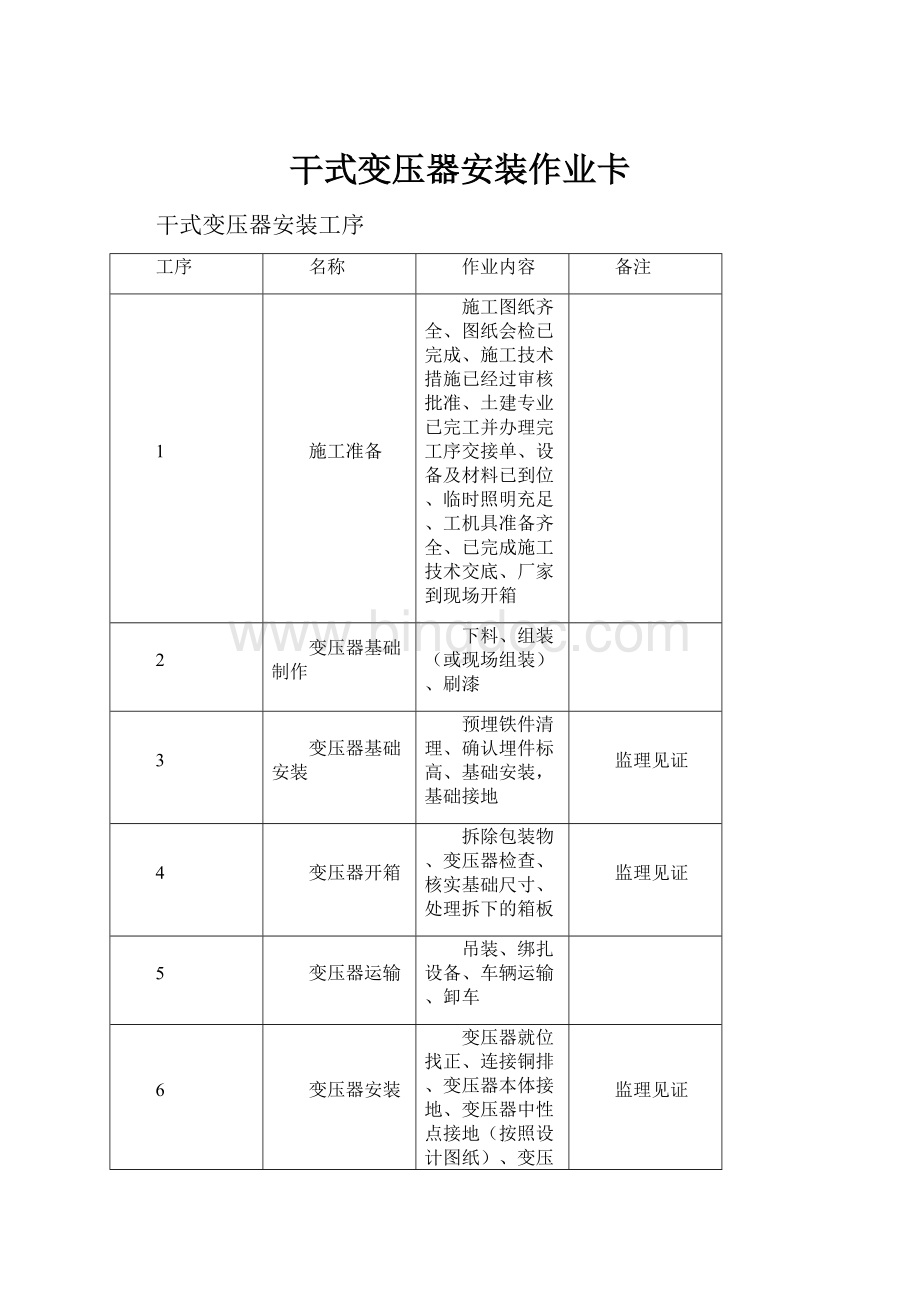
干式变压器安装工序总工序7道 第1道工序
工序:
序号
作业内容、方法、工作标准
人员分工
主要危险点源
控制点
机具安排
实施负责人
施工图纸齐全、图纸会检、施工技术措施的编写与审批:
核实施工图纸齐全,包括变压器的各项数据、安装地点、总体数量等等。
组织有关人员进行图纸会检,对设计院提出问题并解决闭口,施工技术措施得到业主、监理的认可,并入档。
技术员组织实施
班长参与
图纸不全导致施工的无序,图纸会审避免到货错误及安装地点错误。
技术员
办理工序交接单:
检查并认可现场具备变压器安装条件,若土建还有遗留工作(例如:
地砖铺设、粉刷墙壁等),应与工程部协商,给出具体施工时间。
质量员负责验收,办理
现场的交叉作业及成品保护的投入大。
质量员
现场临时照明的安装及验收,能满足施工要求。
供电人员负责施工
班长指导并验收,安全员负责检查
为防止现场施工时砸伤、坠落,现场投入足够的照明设施,并符合临时供电要求。
供电员、班长
施工所需材料的准备:
准备好施工所用的材料、设备,使用的角钢、槽钢等必须符合国家现行技术标准的规定,并有合格证件。
能满足现场施工。
技术员负责提料、核实
供应负责采购
使用的材料应符合设计。
1、槽钢足量
2、扁钢足量
3、电焊条足量
4、角钢足量
5、防腐漆
6、垫铁足量
工机具准备:
施工所用的工器具准备齐全,计量器具检验合格。
施工前检查电动工具及电源情况、绝缘情况,防止漏电。
工具员准备
班长检查、落实
安全员负责脚手架的检查验收工作
为防止脚手架倾倒,应严格规范搭设,加强验收力度。
施工时设专职监护人,并设立安全警戒线。
1、运输汽车1-2辆
2、吊车1辆
3、脚手架1套
4、线轴2个
5、千斤顶2个
6、磁力线坠2个
7、倒链2个
8、角尺1把
9、电焊机1台
10、钢板尺1把
11、盒尺1把
12、撬棍4把
13、滚杠6根(或重物移位器4个)
14、绑扎绳2根
15、力矩扳手2套
16、套筒扳手2套
17、无齿锯1台
18、磨光机1把
19、手锤2把
20、扁铲2把
21、水平仪1台
班长
施工技术交底、安全交底:
开工前施工技术措施已经完成审批,技术人员按照施工技术措施、作业指导书,对施工人员进行技术、质量、安全交底,并进行交底双签字。
技术员负责交底、入文件包,安全员、质量员、班组人员参加。
全体人员必须履行签字手续,严禁安排没有参加交底的人员参与施工。
开箱检查:
1、应由厂家人员到现场指导开箱检查。
2、设备部开箱,技术员应核实设备的各项数据与图纸相符,根据变压器实际底板尺寸制作基础。
核实变压器出线母线与盘柜能准确连接。
3、开箱后应采取保护措施,防止变压器受潮、撞击。
技术员核实、记录。
避免损坏设备,防止变压器基础型钢的二次施工。
工作小结:
施工负责人:
剩余工作安排:
干式变压器安装工序总工序7道 第2道工序
下料:
基础制作应按照变压器实际底板尺寸下料,根据图纸要求选用槽钢。
使用无齿锯下料,制作前检查槽钢的外观应无变形、扭曲。
槽钢的不直度小于5mm。
班长或组长指导
班组人员施工。
1、为防止无齿锯漏电,应可靠接地。
2、被切割的钢材应固定牢固。
3、为防止火花、铁屑飞溅伤人,无齿锯前应设防护挡板,施工人员穿工作服,带防护眼镜。
4、锯片使用前检查有无裂纹;
(1)无齿锯
(2)盒尺
(3)角尺
班长或组长
组装:
基础槽钢组装时先在连接处点焊,在使用角尺量角、盒尺测量对角线合格后满焊封口,焊口在基础内侧。
要求基础横平竖直,若是在现场直接安装基础槽钢,基础的不直度每米偏差<
1mm,全长<
5mm;
水平度每米偏差<
5mm。
基础制作好后,用磨光机将其正面、外侧磨平。
槽钢顶平面高出土建最终地面13mm。
班组人员施工
焊工负责焊接
1、为防止电焊机、磨光机漏电,设备应提前检查,应可靠接地。
2、焊接时使用电焊手套,焊帽。
带防护眼镜。
3、清理作业环境有易燃、易爆物品。
4、避免带电移动把线;
(1)交流电焊机
(2)磨光机;
刷漆:
基础制作完毕,涂刷一层防腐漆。
施工负责人:
干式变压器安装工序总工序7道 第3道工序
预埋件清理:
将建筑预埋钢件清理干净,清理过程中应检查埋件是否埋设牢固。
班组长监督施工
为防止工具伤人,应带工作手套
1、扁铲
2、手锤
组长
确认标高:
基础安装要在地面进行二次抹面前进行,基础的高度比竣工后的地面高出13mm。
技术员记录
为防止坠落,应将盘孔洞用盖板盖住。
水平仪
班组长
基础安装:
按照变压器实际尺寸安装基础,工序按工序2第二条执行。
1、为防止坠落,应将盘孔洞用盖板盖住。
2、为防止电焊机、磨光机漏电,设备应提前检查,应可靠接地。
3、焊接时使用电焊手套,焊帽。
4、清理作业环境有易燃、易爆物品。
5、避免带电移动把线;
1、水平仪
2、交流电焊机
基础接地:
将整个基础2点接地,并焊接牢固,保证电气通路。
并刷防腐漆。
1、焊接时使用电焊手套,焊帽。
2、待焊口冷却后方可进行刷漆工作。
交流电焊机
干式变压器安装工序总工序7道 第4道工序
变压器开箱
拆除包装物:
开箱时先打开盘顶的包装物,再打开侧面。
撬棍不可触及变压器本体,避免损坏设备。
将设备底板上与包装板上的固定螺栓拆除。
开箱时业主、监理、厂家等相关人员在场,对于所有的设备缺陷,作好记录并报相关人员。
盘柜开箱时,由技术员按照设备安装顺序确定开箱顺序。
起重工负责指挥
技术员在场指导
1、防止撬棍损伤设备
2、防止箱板上的钉子伤人
撬棍
起重工
变压器检查:
开箱后,由技术员核实如下内容:
1、变压器包装及密封良好。
2、变压器的型号、规格符合设计要求,设备无损伤,附件、备件符合图纸设计要求并齐全。
3、产品的技术文件齐全。
4、铭牌及结线图标志清晰,油漆无脱皮反锈,附件清点齐全,出线外观光滑无裂纹。
5、器身及线圈油漆完整无破损,相色标志正确。
6、本体、冷却装置及所有附件无缺陷。
7、分接头的位置符合运行要求。
8、线圈层表面无放电痕迹及裂纹,绝缘垫装配紧固无变位,压圈装配紧固,压钉及防松螺帽装配紧固。
9、铁芯外形无碰伤变形,迭片紧固无松动,铁轭螺栓连接紧固,铁轭夹件间绝缘垫外形完整无损伤,铁轭螺杆与铁芯、铁轭与夹件间、螺杆与夹件绝缘电阻良好无短接,铁轭夹件与接地片连接导通良好,铁芯一点接地。
技术员核实
核实基础尺寸:
实际测量变压器底板的安装尺寸,与图纸对照,以变压器实际尺寸为准,进行基础的核实整改工作。
班组人员配合、整改
处理拆下的箱板:
核实完毕后,起吊变压器。
拆下的箱板应集中堆放,统一处理。
防止箱板上的钉子伤人
运输车辆
干式变压器安装工序总工序7道 第5道工序
变压器运输
吊装:
起重工应明确变压器的重量、形状、吊点的确定、钢丝绳及吊环的选用,现场的路基、吊车回旋半径等等,司机应明确吊装设备目前的性能、工况。
吊环应拧紧。
1、吊装用钢丝绳、吊环的安全倍数符合规范要求。
2、施工人员应穿防滑鞋,防止坠落。
带防护手套。
3、设备起吊时两旁不可站人。
1、吊车
2、汽车
3、吊环
4、钢丝绳
绑扎:
运输时为防止变压器发生倾倒,需对变压器进行绑扎,由起重工指导绑扎,绑扎效果应防止从四面倾斜。
绑扎牢固。
起重工负责指挥、指导
施工人员应穿防滑鞋,防止坠落。
1、绑扎绳索
运输:
设备由存货地点运输到安装地点,路途中应对地面进行提前勘察,尽量选用水泥路面,松软地面应提前垫上路基板。
车辆速度不得超过15km/h。
1、转弯时车应缓慢通过。
2、车载不可过限。
汽车
卸车:
到达指定地点后,解开绑扎绳索,由起重工指挥吊车(同吊装工序),将设备放到基础或预先搭好的脚手架上,脚手架上事先垫好滚杠或重物移位器,用倒链将设备缓慢移动到基础上。
1、设备起落时两旁不可站人。
1、吊车(或行车)
干式变压器安装工序总工序7道 第6道工序
变压器安装
就位找正:
安装变压器时,用倒链将变压器拉至指定安装位置。
用千斤顶进行精确调整,这时可在变压器顶部悬吊磁力线坠,依次悬吊在变压器的四个立面上,线坠从变压器顶悬吊至底部,但不要触及地面,用钢板尺在四个立面的上、下部位进行找正,用垫片调整变压器的垂直度。
待将其找正后,应把变压器底部固定点与基础槽钢焊接在一起。
变压器四面垂直度不得>
1.5mm。
班长负责指导施工
班组人员具体施工
1、变压器就位时有统一指挥。
2、盘底加垫时不得将手伸入盘底。
1、磁力线坠
2、钢板尺
3、电工工具
4、手锤
5、电焊机
6、倒链
7、千斤顶
连接铜排:
连接铜排应在变压器与基础焊接前进行,用厂家预置好的铜排,将变压器出线端子与盘柜进线柜母线可靠连接,连接时铜排不得受力,母线表面涂以电力复合脂,压接螺栓规格、力矩、垫圈净距以及母线开孔等等均应符合规定(详见电气装置安装工程母线装置施工及验收规范),相序正确,母线裸露部分对地及相间距离应大于100mm(6KV电压等级),400V电压应大于20mm。
技术员把关
1、防止挤伤手指
2、防止坠物砸伤
1、力矩扳手
2、套筒扳手
变压器本体接地:
变压器轭铁应可靠两点接地,用镀锌扁钢从接地网上引来,压接在本体预置接地螺栓上,焊接部位应刷防腐漆,但螺接部分不可刷漆。
扁钢规格不得小于40×
4mm,应连接牢固可靠,保证电气通路。
1、刷漆要等焊接部位冷却后方可实施。
1、电焊机
2、电工工具
变压器中性点接地(按照设计图纸):
中性点接地为工作接地,选用不小于变压器零序铜排规格的导体(扁钢或电缆)与大地可靠连接,假如设计为不接地系统,应遵照设计串联电阻后接地。
技术员指导
电工工具
变压器外壳安装:
变压器外壳安装于预先做好的基础上,宜螺接安装,四面垂直度不得>
1.5mm,且与盘柜的结合缝隙不得大于2mm,顶部水平偏差<
2mm,正面盘边偏差<
1mm。
外壳接地:
变压器外壳接地,用镀锌扁钢从接地网上引来,压接在外壳螺栓上,焊接部位应刷防腐漆,但螺接部分不可刷漆。
班组自检:
技术员应遵从施工及验收规范、工程建设强制性条文、施工质量检验规程对本项目进行自检。
技术员实施,班组人员配合整改
干式变压器安装工序总工序7道 第7道工序
由质量部组织实施,技术员、质量员、质量部专工、监理参加,对整体施工进行质量验收,对不符合项整改闭口,如实填写质量验收评定,各方签字后入档保存,准备最终机组168结束后移交。
工作标准主要包括:
1、所有接地部位接地可靠牢固。
2、所有连接螺栓齐全、紧固。
3、整体外观完整无损伤,铭牌标志齐全、清晰、正确。
4、分接头的位置应符合运行要求;
有载调压切换装置的远方操作应动作可靠,指示位置正确。
质量部专工
监理
线坠
 升级会员
升级会员 