焊工考试符号.docx
《焊工考试符号.docx》由会员分享,可在线阅读,更多相关《焊工考试符号.docx(21页珍藏版)》请在冰点文库上搜索。
焊工考试符号
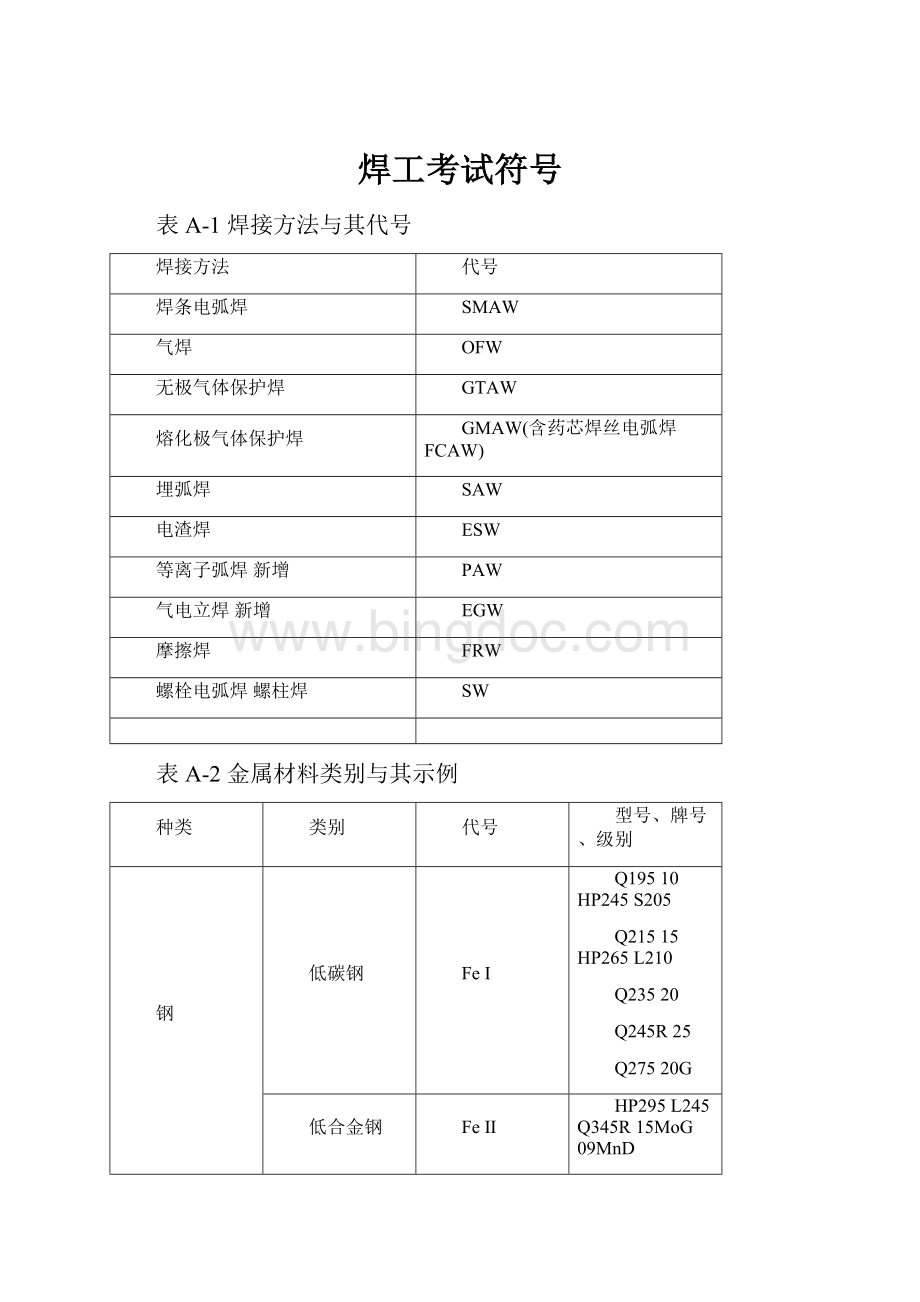
表A-1焊接方法与其代号
焊接方法
代号
焊条电弧焊
SMAW
气焊
OFW
无极气体保护焊
GTAW
熔化极气体保护焊
GMAW(含药芯焊丝电弧焊FCAW)
埋弧焊
SAW
电渣焊
ESW
等离子弧焊新增
PAW
气电立焊新增
EGW
摩擦焊
FRW
螺栓电弧焊螺柱焊
SW
表A-2金属材料类别与其示例
种类
类别
代号
型号、牌号、级别
钢
低碳钢
FeI
Q19510HP245S205
Q21515HP265L210
Q23520
Q245R25
Q27520G
低合金钢
FeⅡ
HP295L245Q345R15MoG09MnD
HP325L29016Mn20MoG09MnNiD
HP345L320Q370R12CrMo09MnNiDR
HP365L36015MnV12CrMoG16MnD
Q295L41520MnMo15CrMo16MnDR
Q345L45010MoWVDb15CrMor16MnDG
Q390L48513MnNiMoR15CrMog15MbNiDR
Q420L5520MnMoNb14Cr1Mo15MnNiNbDR
S24007MnCrMoVR14Cr1MoR20MnMoD
S29012MnMiVR12Cr1MoV
S31520MnG12Cr1MoVG07MnNiMoVDR
S36010MnDG12CrMo
S38508MnNiCrMoVD10Ni3MoVD
S41512Cr2Mo106Ni3MoDG
A45012Cr2Mo1RZG230-450
S48012Cr2MoGZG20CrMo
12CrMoWVTiBZG15Cr1Mo1V
12Cr3MoVSiTiBZG12Cr2Mo1G
Cr≥5%铬钼钢、铁素体钢、马氏体钢
FeⅢ
1Cr5Mo06Cr1312Cr1310Cr171CrMo1
10Cr9MoVNb00Cr27Mo06Cr13A1ZG16Cr5MoG
奥氏体钢、奥氏体与铁素体双相钢
FeⅣ
06Cr19Ni1006Cr17Ni12Mo206Cr23Ni13
06Cr19Ni11Ti06Cr17Ni12Mo2Ti06Cr25Ni20
022Cr19Ni10022Cr17Ni12Mo2
CF3022Cr19Ni13Mo3
CF8022Cr19Ni5Mo3Si2N
续表
种类
类别
代号
型号、牌号级别
铜与铜合金
纯铜
CuI
T2TU1TU2TP1TP2
铜锌合金、铜锌锡合金
CUⅡ
H62HA177-2HSn70-1HSn62-1
铜硅合金
CUⅢ
QSi3-1
铜镍合金
CUⅣ
B19BFe10-1-1BFe30-1-1
铸造铜铝合金
CUⅤ
ZCuAL10Fe3
镍与镍合金
纯镍
NiI
N5N6N7
捏铜合金
NiⅡ
NCu30
镍铬铁合金、镍铬钼合金
NiⅢ
NS312NS315NS334NS335NS336
镍钼铁合金
NiⅣ
NS321NS322
镍铁铬合金
NiⅤ
1A8510601050A12003003
铝与铝合金
纯铝,铝锰合金
A1I
1A8510601050A12003003
铝镁合金(Mg≤4%)
A1Ⅱ
300450525A035454
铝镁硅合金
A1Ⅲ
606160636A02
铝镁合金(Mg>4%)
A1Ⅳ
5A0550835086
种类
类别
代号
型号、牌号、级别
钛与钛合金
低强纯钛、
钛钯合金
TiⅠ
TA0TA1TA9TA1-AZTi1
高强纯钛、
钛钼镍合金
TiⅡ
TA2TA3TA10ZTi2
表A-3填充金属;列呗、示例与使用范围
填充金属
试件用填充金
属类别代号
相应型号、牌号
适用于焊件填充金属类别范围
相应标准
种类
类别
碳钢焊条、低合金钢焊条、马氏体钢焊条、铁素体钢焊条
Fef1
(钛钙型)
EXX03
Fef1
JB/T4747.2[GB/T5117
GB/T5118
GB/T983
(奥氏体、奥氏体与铁素体双相钢焊条除外)]
Fef2
(纤维素型)
EXX10EXX11
EXX10-XEXX11-X
Fef1
Fef2
Fef3
(钙型)
EXXX(X)-16EXXX(X)-17
Fef1
Fef3
Fef3J
(低氢型、碱性)
EXX15EXX16
EXX18EXX48
EXX15-XEXX16-X
EXX18-XEXX48-X
EXXX(X)-15EXXX(X)-16
EXXXX(X)-17
Fef1
Fef3
Fef3J
奥氏体钢焊条、奥氏体与铁素体双相钢焊条
Fef4
EXXX(X)-16EXXX(X)-17
Fef4
JB/T4747.2[GB/T983(奥氏体、奥氏体与铁素体双相钢焊条)]
Fef4J
EXXX(X)-15EXXX(X)-16
EXXX(X)-17
Fef4
Fef4J
全部钢焊丝
FefS
全部实芯焊丝和药芯焊丝
FefS
JB/T4747.3
填充金属
试件用填充
金属类别代号
相应型号、牌号
适用于焊件填充金属类别范围
相应标准
种类
类别
铜与铜合金
纯铜焊条
Cuf1
ECu
Cuf1
GB/T3670
铜硅合金焊条
Cuf2
ECuSi-AECuSi-B
Cuf2
GB/T3670
铜锡合金焊条
Cuf3
ECuSn-AECuSn-B
Cuf3
GB/T3670
铜镍合金焊条
Cuf4
ECuNi-aECuNi-B
Cuf4
NifX
GB/T3670
GB/T13814
铜铝合金焊条
Cuf6
ECuA1-A2ECuA1-B
ECuA1-C
Cuf6
GB/T3670
铜镍铝合金焊条
Cuf7
ECuA1NiECuMnA1Ni
Cuf7
GB/T3670
纯铜焊丝
CufS1
HSCu
CufS1
GB/T9460
铜硅合金焊丝
CufS2
HSCuSi
CufS2
GB/T9460
铜锡合金焊丝
CufS3
HSCuSn
CufS3
GB/T9460
铜镍合金焊丝
CufS4
HSCuNi
CufS4
NifX
GB/T9460
GB/T15620
铜铝合金焊丝
CufS6
HSCuA1
CufS6
GB/T9460
铜镍铝合金焊丝
CufS7
HSCuA1Ni
CufS7
GB/T9460
镍与镍合金
纯镍焊条
Nif1
ENi-1
Nif1
Nif2
Nif3
Nif4
Nif5
Cuf4
GB/13814
镍铜合金焊条
Nif2
ENiCu-7
镍基类
镍铬铁合金焊条
镍铬钼合金焊条
Nif3
ENiCrFe-1ENiCrFe-2
ENiCrFe-3ENiCrFe-4
ENiCrMo-2ENiCrMo-3
ENiCrMo-4ENiCrMo-5
ENiCrMo-6ENiCrMo-7
镍钼合金焊条
Nif4
ENiMo-1ENiMo-3
ENiMo-7
铁镍基
镍铬钼合金焊条
Nif5
ENiMo-1ENiMo-7
纯镍焊丝
NifS1
ERNi-1
NifS1
NifS2
NifS3
NifS4
NifS5
CufS4
GB/T15620
镍铜合金焊丝
NifS2
ERNiCu-7
镍基类
镍铬铁合金焊丝
镍铬钼合金焊丝
NifS3
NifS3
填充金属
试件用填充
金属类别代号
相应型号、牌号
适用于焊件填充金属类别范围
相应标准
种类
类别
镍与镍合金
镍与钼合金焊丝
NifS4
ERNiMo-1ERNiMo-2
ERNiMo-3ERNiMo-7
铁镍基类
镍洛钼合金焊丝
镍铬铁合金焊丝
NifS5
ERNiCrMo-1ERNiCrMo-8
ERNiCrMo-9ERNiFeCr-1
铝与路合金
纯铝焊丝
A1FS1
ER1100、ER1188
A1FS1
A1FS2
A1FS3
JB/T4747.6
铝镁合金焊丝
A1FS2
ER5183、ER5356、ER5554
ER5566\ER5654
吕桂合金焊丝
A1FS3
ER4145、ER4047
ER4043
钛与钛合金
纯钛焊丝
TifS1
ERTi-1、ERTi-2
ERTi-3、ERTi-4
TifS1
TifS2
TifS4
JB/T4747.7
钛钯合金焊丝
TifS2
ERTi-7
钛钼镍合金焊丝
TifS4
ERTi-12
表A-4试件类别、位置与代号
试件类别
试件位置
代号
板材对接焊缝试件
平焊试件
1G
横焊试件
2G
立焊试件
3G
仰焊试件
4G
管材对接焊缝试件
水平转动试件
1G(转动)
垂直固定试件
2G
水平固定试件
向上焊
5G
向下焊
5GX(向下焊)
45°固定试件
向上焊
6G
向下焊
6GX(向下焊)
试件
试件位置
代号
管板角接头试件
水平转动试件
2FRG
垂直固定平焊试件
2FG
垂直固定仰焊试件
4FG
水平固定试件
5FG
45°固定试件
6FG
板材角焊缝试件
平焊试件
1F
横焊试件
2F
立焊试件
3F
仰焊试件
4F
管材角焊缝试件(分管-板角焊缝试件和管-管角焊缝试件两种)
45°转动试件
1F(转动)
垂直固定横焊试件
2F
水平转动试件
2FR
垂直固定仰焊试件
4F
水平固定试件
5F
螺柱焊试件
平焊试件
1S
横焊试件
2S
仰焊试件
4S
表A-5焊接工艺因素与代号
机动化程度
焊接工艺因素
焊接工艺因素代号
手工焊
钨极气体保护焊、等离子弧焊用填充金属丝
无
01
实芯
02
药芯
03
钨极气体保护焊、熔化极气体保护焊和等离子弧焊时,背面保护气体
有
10
无
11
机动化程度
焊接工艺因素
焊接工艺因素代号
手工焊
钨极气体保护焊电流类别与极性
直流正接
12
直流反接
13
交流
14
熔化极气体保护焊
喷射弧、熔滴弧、脉冲弧
15
短路弧
16
机动焊
钨极气体保护焊自动稳压系统
有
04
无
05
钨极气体保护焊
目视观察、控制
19
遥控
20
各种焊接方法自动跟踪系统
有
06
无
07
各种焊接方法每面坡口内焊道
单道
08
多道
09
自动焊
摩擦焊
连续驱动摩擦
21
惯性驱动摩擦
22
表A-6试件适用焊件焊缝和焊件位置
试件
适用焊件范围
对接焊缝位置
角焊缝位置
管板角接头焊件位置
类别
代号
板材和外径大于600mm的管材
外径小于或等于600mm的管材
板材对接焊缝试件
1G
平
平(注A-2)
平
—
2G
平、横
平、横(注A-2)
平、横
—
3G
平、立(注A-1)
平(注A-2)
平、横、立
—
4G
平、仰
平(注A-2)
平、横、仰
—
管材对接焊缝试件
1G
平
平
平
—
2G
平、横
平、横
平、横
—
5G
平、立、仰
平、立、仰
平、立、仰
—
5GX
平、立向下、仰
平、立向下、仰
平、立向下、仰
—
6G
平、横、立、仰
平、横、立、仰
平、横、立、仰
—
6GX
平、立向下、横、仰
平、立向下、横、仰
平、立向下、横、仰
—
管板交接头试件
2FG
—
—
平、横
2FG
2FRG
—
—
平、横
2FRG、2FG
4FG
—
—
平、横、仰
4FG、2FG
5FG
—
—
平、横、立、仰
5FG、2FRG、2FG
6FG
—
—
平、横、立、仰
所有位置
板材角焊缝试件
1F
—
—
平(注A-3)
—
2F
—
—
平、横(注A-3)
—
3F
—
—
平、横、立(注A-3)
—
4F
—
—
平、横、立(注A-3)
—
管材角焊缝试件
1F
—
—
平
—
2F
—
—
平、横
—
2FR
—
—
平、横
—
4F
—
—
平、横、仰
—
5F
—
—
平
立、横、仰
—
表A-7手工焊对接焊缝试件适用于对接焊缝焊件焊缝金属厚度范围
焊缝形式
试件母材厚度T
适用于焊件焊缝金属厚度
最小值
最大值
对接焊缝
<12
不限
2t
≥12
不限
不限
表A-8手工焊管材对接焊缝试件适用于对接焊缝焊件外径范围
管材试件外径D
适用于管材焊件外径范围
最小值
最大值
<25
D
不限
25≤D<76
25
不限
≥76
76
不限
≥300(注A-4)
76
不限
表A-9手工焊管板角接头试件适用于管板角接头焊件尺寸范围
管板角接头
适用焊件范围
试件管外径
管外径
管壁厚度
焊件焊缝金属厚度
最小值
最大值
最小值
最大值
<25
D
不限
不限
不限
当S0<12时,2t;
当S0≥12时不限
25≤D<76
25
不限
不限
≥76
76
不限
不限
表A-10手工焊焊工管材角焊缝试件适用于管材角焊缝焊件尺寸范围mm
管材试件外径D
适用管材焊件尺寸范围
外径最小值
外径最大值
管壁厚度
<25
D
不限
不限
25≤D<76
25
不限
不限
≥76
76
不限
不限
表A-11手工焊焊工板材角焊缝试件适用于角焊缝焊件范围
试件母材厚度T
适用管材焊件尺寸范围
母材厚度
焊件类别
5~10
不限
板材角焊缝
外径D≥76管材角焊缝
<5
T~2T
表A-12堆焊试件适用焊件母材厚度范围
堆焊试件母材厚度T
适用于堆焊焊件母材厚度范围
母材厚度
最大值
<25
T
不限
≥25
25
不限
表A-13试件尺寸与数量
试件类别
试件形式
试件数量(mm)
试件数量(个)
L1
L2
B
T
D
S0
对接焊缝试件
板
手工焊
≥300
—
≥200
自定
—
—
1
机动焊、自动焊
≥400
—
≥2400
管
手工焊、机动焊、自动焊
≥200
—
—
自定
<25
—
3
25≤D<76
—
3
≥76
—
1
手工向下焊
≥200
—
—
自定
≥300
—
1
角焊缝试件
板
手工焊
≥300
≥75
≥100
≥10
—
≥T
1
机动焊、自动焊
≥400
≥75
≥100
—
≥T
1
管与板(管)
手工焊
—
≥75
≥D+100
自定
<76
≥T
2
机动焊、自动焊
—
≥5
≥76
1
管板角接头试件
管与板
手工焊
—
≥75
≥D+100
自定
<76
≥T
2
机动焊、自动焊
≥5
≥76
1
堆焊试件
板
≥250
—
≥150
<25或≥25
—
—
1(注A-5)
管
≥200
—
—
螺柱焊试件
板与注
—
(8~10)D
≥50
—
—
—
5
表A-14试件检验内容、检查数量和试样数量
试件类别
试件形式
试件厚度或管径(mm)
检验内容
外观检查(件)
射线透照(件)
弯曲试验(个)
金相检验(宏观,个)
厚度
管外径
面弯
背弯
侧弯
(注A-6)
对接焊缝试件
板
<12
—
1
1
1
1
—
—
≥12
—
1
1
—
—
2
—
管(注A-7)
—
<76
3
3
1
1
—
—
—
≥76
1
1
1
1
—
—
管材向下焊
<12
≥300
1
1
1
1
—
—
≥12
1
1
—
—
2
—
管板角接头试件
管与板
—
<76
2
—
—
—
—
任一试件取4个检查面
≥76
1
—
—
—
—
4
角焊缝试件
板
≤10
—
1
—
—
—
—
4
管与板(管)
任意厚度
<76
2
—
—
—
—
任一试件取4个检查面
≥76
1
—
—
—
—
4
耐蚀堆焊试件
板或
—
1
1(渗透)
—
—
2
—
螺柱焊试件
板与柱
—
5
—
—
—
5(折弯)
—
—
表A-15试件焊缝表面缺陷规定
缺陷名称
允许的最大尺寸
咬边
深度小于或等于0.5mm时,焊缝两侧咬边总长度不得超过焊缝长度的10%
背面凹坑
1、当T≤5mm时,深度不大于25%T,且不大于1mm;
2、当T>5mm时,深度不大于20%T,且不大于2mm;
3、除仰焊位置的板材试件不作规定外,总长度不超过焊缝长度的10%;
A-16试件焊缝外形尺寸
焊接方法、机动化程度
焊缝余高
焊缝余高差
焊缝宽度
焊道高度差
平焊
其他位置
平焊
其他位置
比坡口每侧增宽
宽度差
平焊
其他位置
手工焊
0~3
0~4
≤2
≤3
0.5~2.5
≤3
—
—
机动焊和自动焊
0~3
0~3
≤2
≤2
2~4
≤2
—
—
堆焊
—
—
—
—
—
—
≤1.5
≤1.5
表A-17弯曲试验参数
序号
焊缝两侧的母材类别
试样厚度S(mm)
弯心直径D0
(mm)
支承辊之间的距离(mm)
弯曲角度
(°)
1
1、AⅢ与A1Ⅰ、A1Ⅱ、A1Ⅲ、A1Ⅴ相焊
2、用A1fS3类焊丝焊接A1Ⅰ、A1Ⅱ、A1Ⅲ、A1Ⅴ(各自焊接或相互焊接)
3、各类铜母材用焊条Cuf3、Cuf6和Cuf7,焊丝CufS3、CufS6和CufS7焊接
3
52
60
180
<3
16.5A
18.5S+1.5
2
A1Ⅴ与A1Ⅰ、A1Ⅱ、A1Ⅴ相焊
A1Ⅱ与A1Ⅰ、A1Ⅱ相焊
10
64
86
<10
6.6S
8.6S+3
3
Ti-1
10
76
98
<10
8S
10S+3
4
Ti-2
10
95
118
<10
10S
12S+3
5
除以上所列类别母材外,断后伸长率标准规定值下限等于或者大于20%的母材类别
10
38
60
<10
4S
6S+3
 升级会员
升级会员 