脱硝系统低压电动机检修工艺规程.docx
《脱硝系统低压电动机检修工艺规程.docx》由会员分享,可在线阅读,更多相关《脱硝系统低压电动机检修工艺规程.docx(5页珍藏版)》请在冰点文库上搜索。
脱硝系统低压电动机检修工艺规程
脱硝系统低压电动机检修工艺规程
1.1设备概述:
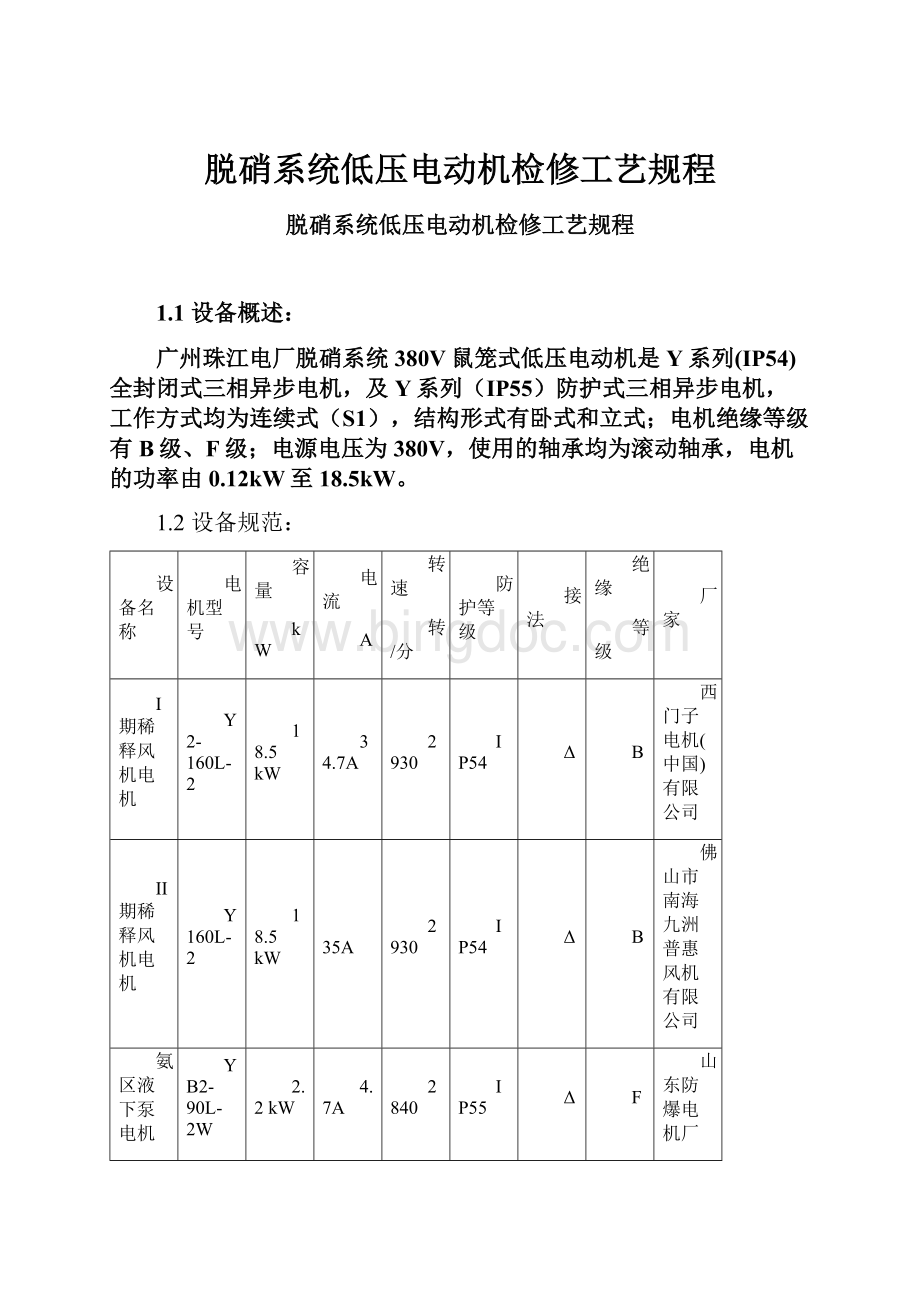
广州珠江电厂脱硝系统380V鼠笼式低压电动机是Y系列(IP54)全封闭式三相异步电机,及Y系列(IP55)防护式三相异步电机,工作方式均为连续式(S1),结构形式有卧式和立式;电机绝缘等级有B级、F级;电源电压为380V,使用的轴承均为滚动轴承,电机的功率由0.12kW至18.5kW。
1.2设备规范:
设备名称
电机型号
容量
kW
电流
A
转速
转/分
防护等级
接法
绝缘
等级
厂家
I期稀释风机电机
Y2-160L-2
18.5kW
34.7A
2930
IP54
Δ
B
西门子电机(中国)有限公司
II期稀释风机电机
Y160L-2
18.5kW
35A
2930
IP54
Δ
B
佛山市南海九洲普惠风机有限公司
氨区液下泵电机
YB2-90L-2W
2.2kW
4.7A
2840
IP55
Δ
F
山东防爆电机厂
卸料压缩机电机
YB2-160L-4
15kW
30.1A
1460
IP55
Δ/Y
F
南阳防爆集团新普电机有限公司
激光探测仪冷却风机电机
HB-229
单相0.4kW
2.6A
2855
IP54
Y
B
1.3设备检修工序、工艺及质量标准:
工序
工作内容
质量标准
3
准备工作
3.1
工器具准备:
500V兆欧表、万用表、轴承加热器、轴承安装工具、板手、螺丝刀、机械拉马等。
工器具检验合格,符合安全标准。
3.2
备件材料、资料准备:
与电机匹配的轴承、电气设备清洗剂、绝缘胶带、金相砂纸、#3二硫化钼锂基润滑脂、碎布等。
备件材料检验合格,资料齐全。
3..3
质量文件的准备
有效质量文件。
3.4
安全措施:
办理相关工作票,检查安全措施落实,交待安全注意事项;
执行各项安全规程,确保人身和设备的安全。
3.5
电机解体
3.5.1
1.拆卸前,要将电机表面灰尘清除;表面油垢擦拭干净;
2.拆卸电机外部接线,并做好记号。
3.拆开电机地脚螺丝、靠背轮螺丝,吊出电机运到检修现场。
选择电机清洁的工作地点,清理现场的环境;
拆开的电缆线芯三相短路接地,并包扎完好。
工序
工作内容
质量标准
3.5.2
解体前电机绝缘检查,用500V兆欧表测试线圈对地及相间绝缘。
用500V兆欧表测试线圈对地及相间绝缘不低于0.5MΩ;
用拉马拆卸电机轴上的靠背轮或联轴器;拆卸风罩、风扇、轴承外油盖、拆卸电机端盖,在轴承外油盖与端盖、机座与端盖接缝处均做好连接标记。
1.拆卸的各部件应摆放整齐,并做好记号;
2.拆卸靠背轮或联轴器注意事项:
架设拆卸工具时要将各拉杆间距离及长度完全相等,要使主螺杆与转轴中心线一致,拆卸时动作要平稳均匀;不许用大锤直接打击联接件的轮缘,配合较紧要采用加热的方法(对齿轮传动件不可直接用高温加热齿部)。
3.5.3
抽出转子:
转子重量在30公斤以下的可以直接用手缓慢抽出转子,转子重量大的用假轴抽出转子。
抽出转子时不得碰伤定子、转子铁芯和端部线圈,钢丝绳绑转子的地方,应垫木块,防止钢丝绳在转子上滑动。
3.6
定子检修
3.6..1
定子清扫:
吹扫、擦拭、清洗定子各部件;清除定子内部的异物,用刮刀或铲刀铲除机座和端盖止口上的漆瘤和污垢;
清洁时,应先清扫,后吹扫;吹扫将场地周围清扫干净;
3.6.2
定子绝缘的清扫:
1.首先用毛刷将绕组间孔隙中灰尘刷除,或用布带穿入线圈间的缝隙内往复拉布带,将灰尘擦去,然后将零部件和绕组表面灰尘擦拭干净;
擦拭次序是先金属件、后绕组本身,从上而下擦拭;
利用清洗剂清洗各部件,废旧清洗剂必须回收,不能随意放置;
3.6.3
2.对于油污和灰尘所形成的硬壳,需用木刮板铲除或用电气设备清洗剂清洗干净;
3.灰尘清洁干净后用干燥、清洁的压缩空气吹扫电机定子内部;
吹扫的顺序为先由铁心中心的径向方向向外吹,然后再由中心顺槽楔的轴向方向吹扫;
4.吹扫完毕用电气设备清洗剂清洗,特别是绕组端部过桥线和绕组之间的缝隙要擦拭干净,然后再用清洁的压缩空气吹扫。
清洗时不能损伤电机定子线圈的绝缘,当线圈的表面的灰瓷漆和匝间绝缘露出本色时为合格。
3.7
检查电机引出线、接线板接线柱。
引线绝缘应无破裂、烧焦,无机械损伤,焊接头不脱焊,无松股、断股和焊接不良现象;接线柱螺丝紧固无松动,接线盒完好、接线板无裂纹、无过热现象。
工序
工作内容
质量标准
3.7.1
检查定子端部、定子绕组绝缘。
定子端部垫块、绑线、端环等部件应紧固、完整、无松动、无损伤,如有缺陷必须进行处理;
定子绕组绝缘应无破裂、起泡及过热变色电腐蚀现象。
3.7.2
检查定子槽楔、铁芯:
检查定子槽楔是否断裂、移位、凸出及松动现象,如有松动、断裂现象应退出重打。
铁芯的钢片无损伤、锈蚀及过热现象;
打出或打进槽楔时,不要碰伤定子线圈绝缘。
 升级会员
升级会员 