项目十二 防潮盖六腔塑料注射模具制造综合技能训练XM12.docx
《项目十二 防潮盖六腔塑料注射模具制造综合技能训练XM12.docx》由会员分享,可在线阅读,更多相关《项目十二 防潮盖六腔塑料注射模具制造综合技能训练XM12.docx(28页珍藏版)》请在冰点文库上搜索。
项目十二防潮盖六腔塑料注射模具制造综合技能训练XM12
项目十二防潮盖注射模具制造综合技能训练(XM12)
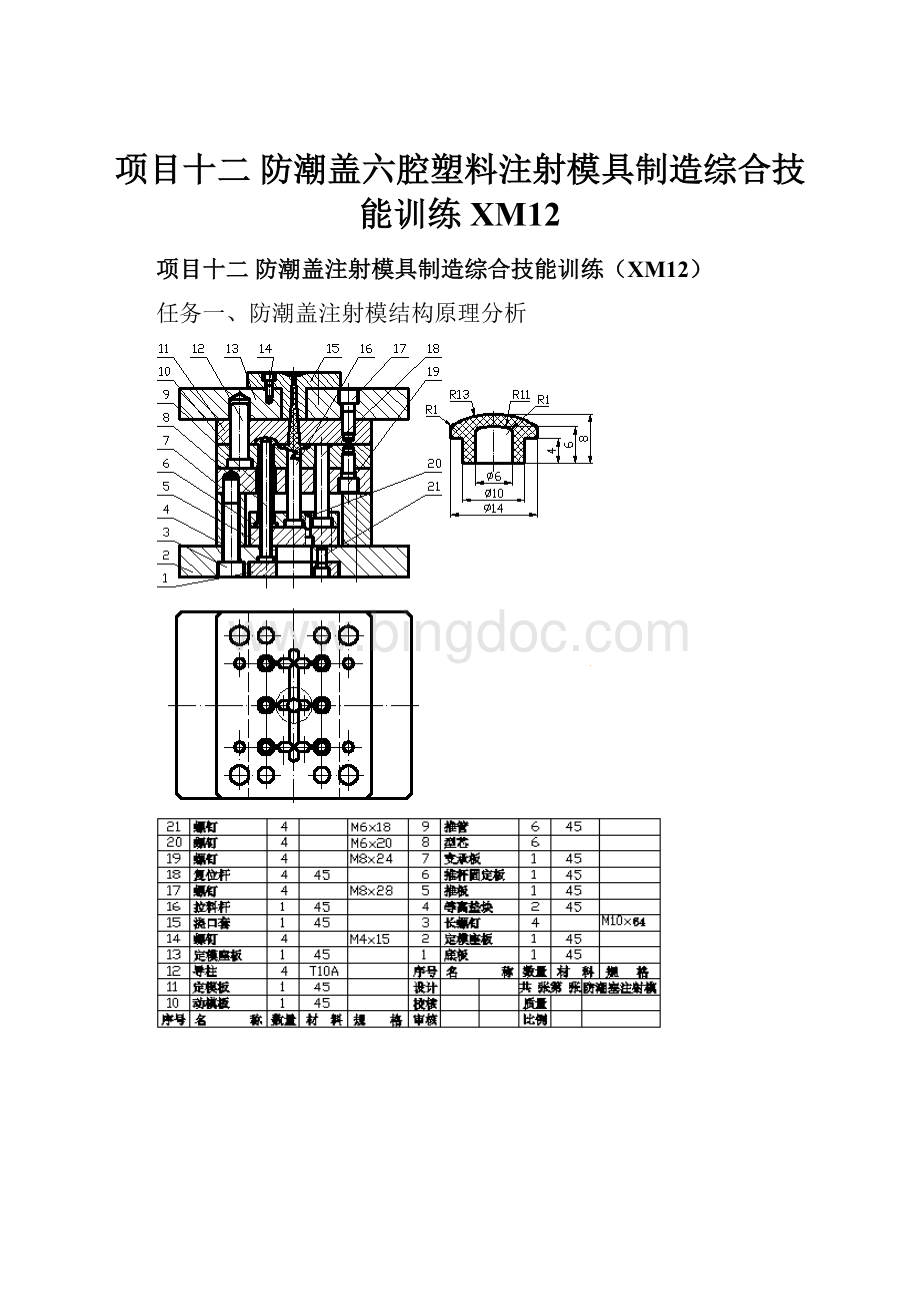
任务一、防潮盖注射模结构原理分析
XM12.1装配图
活动一、防潮盖注射模的结构原理分析
知识链接——《塑料成型工艺与模具结构》之注射模结构与工作原理。
复合模的
结构特点
1.常用的注射模的推出机构有等几种。
2、该模具采用了推出机构,该推出机构主要用于类型塑件的推出。
3.该模具在结构上与普通2板注射模具不同的包括
等。
工作原理
防潮盖注射模的工作原理是:
机构结构的
合理性判断
不合理之处
改进方案
活动二、防潮盖注射模具的生产计划安排
模具生产流程
承制人
生产时间安排
检测人
加工说明
预计用时
开始时间
完成时间
实际用时
模架
制造
定模座板加工
动模座板加工
定模板加工
动模板加工
支撑板加工
等高垫块加工
浇口套加工
导柱加工
购置标准件
成型零件
型腔加工
加工在定模板上
型芯加工
购置标准推盖替代
推件机构制造
推杆固定板加工
推板加工
推管
购置标准件
复位杆加工
底板加工
模具
装配
模具试装
模具总装
试模与调整
模具交付
任务二防潮盖注射模动、定模座板加工
XM12.2定模座板XM12.3定模座板
活动一、阅读零件图,查阅相关资料,进行动定模座的加工工艺分析
1、定模座板的作用是:
。
2、在该模具中,动模座板除了其一般支承基础作用外还起到固定的作用。
3、模板加工时,必须注意其上下面的要求以及侧基准面的要求。
一般使用方法进行粗加工,使用完成精加工。
4、动定模座上的螺(钉)孔销孔与其他零件配做的目的是:
。
5、动定模座一般选择材料制造,坯料尺寸为
定模座板:
××。
动模座板:
××。
活动二、制定动定模座加工工艺路线,编制动定模座的加工工艺
一、动定模座板加工工艺路线:
1、定模座板的加工工艺路线:
。
2、动模座板的加工工艺路线:
。
二、编制动定模座板的加工工艺
1、编制定模座板的加工工艺——【复印并填写附表A】
2、编制动模座板的加工工艺——【复印并填写附表A】
活动三、实施动定模座板的机械加工并进行质量检测与控制
1、铣削进行动定模座板的外形铣削加工。
2、磨削完成动定模座板的上下面及侧基准面的磨削加工。
3、钻镗定模座板上的浇口套固定孔
4、铣削完成动模座板上的底板安装槽。
活动四、进行动定模座板加工质量检测和问题分析
动定模座板加工检测评分表
序号
项目
检测指标
评分标准
配分
检测记录
得分
自检
互检
1
尺寸精度
定模座
板
¢16H7
超差0.01扣5分
20
2
4-¢13
超差不得分
10
3
20
超差不得分
10
4
151×120
超差不得分
10
6
动模座
板
¢22
超差不得分
10
7
4-M6
超差不得分
20
8
60×10
超差不得分
10
9
151×120
超差不得分
10
10
20
超差不得分
10
11
形位公差
2处
超差0.01扣5分
20
12
粗糙度
Ra0.8-4处
不合格1处扣5分
20
13
Ra1.6-4处
不合格1处扣5分
20
14
文明生产
无违章操作
20
问题分析
产生问题
原因分析
解决方案
活动五、任务评价——【复印填写附录表B】
活动六、任务拓展
任务三防潮盖注射模动、定模板加工
XM12.4定模板XM12.5动模板
活动一、阅读零件图,查阅相关资料,进行动定模板的加工工艺分析
1、在现行技术条件下,用方法来办证动、定模板的导向孔的一至
性,用方法来保证动、定模板的型腔孔的一致性要求。
2、动定模座一般选择材料制造,坯料尺寸为
定模板:
××。
动座板:
××。
活动二、制定动定模板加工工艺路线,编制动定模座板的加工工艺
一、动定模座板加工工艺路线:
1、定模板的加工工艺路线:
。
2、动模板的加工工艺路线:
。
二、编制动定模板的加工工艺
1、编制定模板的加工工艺——【复印并填写附表A】
2、编制动模板的加工工艺——【复印并填写附表A】
活动三、实施动定模板的机械加工并进行质量检测与控制
1、铣削进行动定模座板的外形铣削加工。
2、磨削完成动定模座板的上下面及侧基准面的磨削加工。
3、钻、攻、铰动定模座板上的螺孔、浇口孔、复位杆孔的加工。
4、将动定模板重叠安装,钻、镗(或铰)导柱、导套孔以及型芯安装孔与定模型腔孔的预加工。
5、设计电极,以动模板型芯安装孔为电极板安装电极,加工定模型腔孔。
6、铣削动模板上的分流道槽。
6、动定模板的热处理(预硬材料可不进行热处理)。
7、研磨(磨削)导柱导套安装孔。
研磨抛光动定模型腔型面以及分流道槽。
活动四、进行动定模板加工质量检测和问题分析
动定模板加工检测评分表
序号
项目
检测指标
评分标准
配分
检测记录
得分
自检
互检
1
尺寸精度
定模
板
4-¢12H7
超差1处扣5分
20
2
6-¢14H7
超差1处扣3分
20
3
6-R13/R1深4
不合格1处扣3分
20
4
4-M8
超差不得分
5
5
¢5.5/4°锥孔
超差不得分
5
6
70×90
超差不得分
5
7
36×54
超差不得分
5
8
动模
板
4-¢12H7
超差1处扣2分
20
9
6-¢10H7
超差1处扣3分
20
10
4-¢10H7
超差1处扣2分
10
11
¢8H7
超0.01扣2分
5
12
6--R3
超差不得分
5
13
12-R1
超差不得分
5
14
浇口尺寸组
超差不得分
5
15
14×66
超差不得分
5
形位公差
2处
超差0.01扣5分
10
粗糙度
Ra0.2-各6处
不合格1处扣3分
15
Ra0.4分流道
不合格1处扣1分
5
Ra0.8-2处
不合格1处扣2分
5
文明生产
无违章操作
10
问题分析
产生问题
原因分析
解决方案
活动五、任务评价——【复印填写附录表B】
活动六、任务拓展
如使用数控铣加工动模板孔系及分流道槽,请编制加工程序,并实施加工。
任务四防潮盖注射模浇口套加工
XM12.6浇口套
任务内容
1、车削进行浇口套外形粗加工。
2、钻、铰、研进行直浇道孔加工。
3、钻、锪沉头螺钉孔。
4、磨削浇口套安装外圆。
任务过程——【略】
浇口套加工质量检测
¢16m6外径及粗糙度、直浇道锥孔及粗糙的、SR15.5喷嘴球面、沉头螺钉孔等。
任务五防潮盖注射模导柱加工
XM12.7导柱
任务内容
1、车削进行导柱外圆粗加工。
2、导柱热处理。
3、导柱磨削加工。
任务过程——【略】
浇口套加工质量检测——¢12r6、¢12h6外径及粗糙度、长度尺寸等。
任务六防潮盖注射模支承板加工
XM12.8支撑板
任务内容
1、支承板外形铣削加工。
2、支承板上、下面及侧基准面的磨削加工。
3、4-M10的钻、攻加工
4、装配时完成其余孔系的配做加工。
任务过程——【略】
质量检测—支承板外形尺寸、螺孔及螺纹孔、上下面的平行度等。
任务七防潮盖注射模推杆固定板、推板加工
XM12.9推杆固定板XM12.10推板
任务内容:
推杆固定板加工
推板加工
1.推杆固定板外形铣削加工
2.推杆固定板上下面、侧基准面磨削加工。
3.与动模板叠合配加工推管、拉料杆、复位杆固定孔。
4.钻、攻加工4-M6螺纹孔
1.推板固定板外形铣削加工
2.推板上下面、侧基准面磨削加工。
3.与动模板叠合配加工型芯通孔。
4.与推杆固定板叠合陪钻、锪沉头螺钉孔
任务过程——【略】
浇口套加工质量检测——两板外形尺寸、孔径及孔距。
任务七防潮盖注射模复位杆、拉料杆加工
XM12.11复位杆拉料杆
任务内容:
【方案一】:
购置标准件
【方案二】:
实施复位杆、拉料杆加工
复位杆加工
拉料杆加工
1.复位杆车削加工
2.复位杆热处理
3.复位杆磨削加工。
1.拉料杆车削加工
2.拉料杆Z型面加工
3.拉料杆热处理
4.拉料杆磨削加工。
任务过程——【略】
浇口套加工质量检测——复位杆、拉料杆外径、长度及粗糙度。
任务八防潮盖注射模推管、型芯加工
XM12.12推管推板
任务内容:
——标准件购置
然后根据模具的实际情况修整、并检测其长度和形状。
任务过程——【略】
质量检测——外径、孔径、长度、推管与型芯及动模板孔的配合间隙等。
任务九防潮盖注射模底板加工
XM12.13底板
任务内容
1、底板外形铣削加工。
2、底板上、下面及侧基准面的磨削加工。
3、钻镗注塑机顶柱通孔
4、装配时与推杆固定板叠合配做沉头螺钉孔。
任务过程——【略】
浇口套加工质量检测—底板外形尺寸、孔径、上下面的平行度等。
任务十防潮盖注射模等高垫块加工
等高垫块
任务内容
1、等高垫块外形铣削加工。
2、等高垫块上、下面及侧基准面的磨削加工。
3、与动模板配做长螺钉通孔。
任务过程——【略】
浇口套加工质量检测——等高垫块外形尺寸、孔径、孔距及上下面的平行度等。
任务十防潮盖注射模装配
活动一、阅读防潮盖注射模装配图和相关技术文件
一、阅读并理解防潮盖注射模装配的技术要求
二、熟悉各零件的工作位置、配合关系、连接以及运动关系
三、确定各部分的装配方法。
四、选择装配所需设备、工具、量具。
五、对装配零件按要求进行必要的清洗与清理工作,并检验、检查各装配零件质量以及标准件的规格与数量。
活动二、编制防潮盖注射模装配的工艺——【复印填写附录表C】
活动三、实施防潮盖注射模的装配工作
——知识链接《模具制造技术》塑料模具模装配技术要求
步骤一、实施模架装配
步骤二、实施成型零件装配与修调。
步骤三、实施推件机构装配与修调。
步骤四、进行防潮盖注射模具的总装配。
活动四、进行防潮盖注塑模装配质量检验
装配工艺步骤
检测标准
配分
检测记录
得分
自检
互检
模架装配
装配中进行安装孔配加工操作准确、规范。
动定模板导向、定位准确、运动平稳、灵活性符合要求
模板间连接稳固可靠。
模板间对位准确,平行度符合要求。
10
10
5
5
成型零件装配
型芯与定模板上的型腔对位准确。
分型面接触良好,均匀密封。
10
10
推件机构装配
动模部分模板间的配加工操作规范、准确。
推管与型芯配合准确,运动平稳、灵活。
复位杆、拉料杆与固定板连接位置准确。
推件、脱模运动灵活可靠。
10
10
10
10
安全文明
装配操作、工具使用安全规范
10
装配问题分析
产生问题
原因分析
解决方案
活动五实施模的检测与防潮盖注射调整——【复印填写附录表D】
任务十二防潮盖注射模制造项目考核评价
——【复印填写附录表E】
附录表A:
模具零件加工工艺卡
工艺过程卡
(工艺简图)
零件名称
模具
编号
零件
编号
材料名称
坯料
尺寸
件数
工序
机号
工种
工序内容
工时
定额
设备
刀具
检验量具
评定
工艺员
年月日
零件质量等级
工艺合理性验证:
指导教师:
年月日
附录表B:
模具零件加工任务评价表
组序
劳动态度
10%
分工协作
10%
工艺编制
25%
安全操作
10%
问题解决
15%
加工质量
30%
教师评价
备注
自评
互评
自评
互评
自评
互评
自评
互评
自评
互评
自评
互评
1
2
3
4
5
6
7
8
9
10
任务评述
指导教师:
年月日
附录B1:
模具零件热处理工艺卡
模具序号
工艺序号
工艺简图:
工艺要求及措施:
委托单位
技术要求
零件名称
零件材料
件数
要求硬度
实际硬度
工时
零件简图及尺寸标准:
D
C
B
A
处理前
处理后
工艺员
检验
附录表C:
模具装配工艺卡
XX模具公司
装配工艺卡
产品型号
零部件图号
产品名称
零部件名称
共页
第页
序号
工序名称
工序内容
实施部门
设备.工装
辅料
工时
设计
审核
标准化
会签
备注
(日期)
(日期)
(日期)
(日期)
标记
处数
更改文件
签字
日期
装配工艺合理性验证:
指导教师:
年月日
附录表D:
模具试模质量分析表
试模缺陷
产生原因
调整方法
附录表E:
模具制造项目考核评价表
组序
劳动态度
10%
分工协作
10%
工艺编制
15%
安全操作
10%
问题解决
25%
模具质量
30%
教师评价
备注
自评
互评
自评
互评
自评
互评
自评
互评
自评
互评
自评
互评
1
2
3
4
5
6
7
8
9
10
任务评述
指导教师:
年月日
参考文献
1许发樾.实用模具设计与制造手册.北京:
机械工业出版社,2002
2王新华袁联富.冲压模具结构.北京:
机械工业出版社,2003
3上海市职业培训指导中心.模具制造工.北京:
中国劳动社会保障出版社,2004
4朱光力万金保.塑料模具设计.北京:
清华大学出版社,2003
5李云程.模具制造技术.北京:
机械工业出版社,2002
6《模具设计手册》编写组.塑料模具设计手册.北京:
机械工业出版社,1997
7蒋建强.数控编程技术.北京:
科学出版社,2004
8高佩福.实用模具制造技术.北京:
中国轻工业出版社,2001
9赵孟栋.冷冲模具设计.北京:
机械工业出版社,1999
10张光荣.冷冲压艺与模具设计.北京:
电子工业出版社,2009
11曲昌华.塑料成型工艺与模具设计.北京:
高等教育出版社,2006
 升级会员
升级会员 