天津石化设备安装验收及试车技术导则试行147167.docx
《天津石化设备安装验收及试车技术导则试行147167.docx》由会员分享,可在线阅读,更多相关《天津石化设备安装验收及试车技术导则试行147167.docx(41页珍藏版)》请在冰点文库上搜索。
天津石化设备安装验收及试车技术导则试行147167
检查项目
检查内容
有关要求
条款依据
检查时问
检查结果
备注
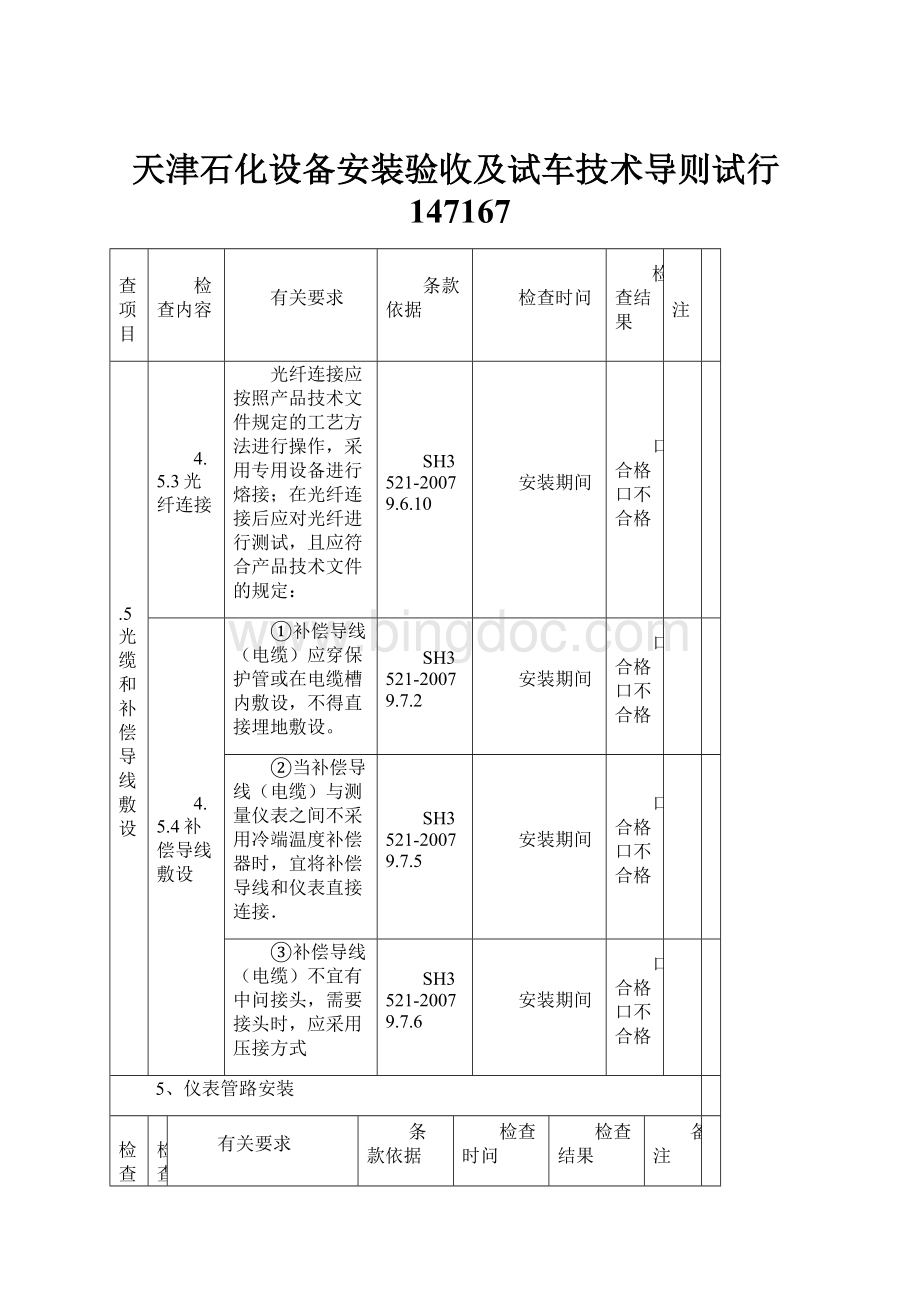
4.5光缆和补偿导线敷设
4.5.3光纤连接
光纤连接应按照产品技术文件规定的工艺方法进行操作,采用专用设备进行熔接;在光纤连接后应对光纤进行测试,且应符合产品技术文件的规定:
SH3521-20079.6.10
安装期间
口合格口不合格
4.5.4补偿导线敷设
①补偿导线(电缆)应穿保护管或在电缆槽内敷设,不得直接埋地敷设。
SH3521-20079.7.2
安装期间
口合格口不合格
②当补偿导线(电缆)与测量仪表之间不采用冷端温度补偿器时,宜将补偿导线和仪表直接连接.
SH3521-20079.7.5
安装期间
口合格口不合格
③补偿导线(电缆)不宜有中问接头,需要接头时,应采用压接方式
SH3521-20079.7.6
安装期间
口合格口不合格
5、仪表管路安装
检查项目
检查内容
有关要求
条款依据
检查时问
检查结果
备注
5.1导压管路
5.1.1管道组成件的检验
①有质量证明书,材质.规格、型号、质量符合设计要求,合金钢材采用光谱分析。
用于有毒.可燃介质的材科抽检数量符合规定。
GB50235-19973.0.1-3.0.3SH3521-200710.1.1-2
安装期问
口合格口不舍格
②管路阀门安装前要进行液压强度试验。
用于有毒.可燃介质的每个阀门阀座密封面应作气密试验,并作记录。
GB50235-19973.0.5SH3521-200710.3.4-5
安装期闻
口合格口不合格
5.1.2导压管弯制
①弯制的方法与弯曲半径等应符合有关规定。
高压管必须一次冷弯成形。
GB50093-20027.1.4-7.1.6SIJ3521-200710.1.11
安装期问
口合格口不合格
5.1.3导压管的清洁与脱脂
①管道安装前应将内部清扫干净,需要脱脂的管道应该脱脂检查合格后安装.
GB50093-20027.1.7SH3521-200710.1.3
安装期间
口合格口不合格
②管道的脱脂必须按照设计文件规定进行,脱脂方法、脱脂检查,脱脂合格后的管道保存等应符合有关规定。
GB50093-20028.1.1.8.1.6.8.1.7.8.1.9SH3521-200710.1.3
安装期间
口合格口不合格
5.1.3导压管的焊接
①耐热合金钢管路焊接前作焊接工艺评定。
SH3521-20073.4
安装期间
口合格口不合格
②管路焊接前与仪表设备脱离。
SF13521-200710.2.3
安装期问
口合格口不舍格
③中低压管路焊接符合有关规定。
SH3521-200710.2.14
安装期问
口合格口不合格
④高压管路需要分支时,采用与管路同材质的三通,不得直接开孔焊接.
GB50093-20027.1.8SH3521-200710.1.15
安装期间
口合格口不合格
5.1.4导压管埋地
①埋地管道前必须经试压合格和防腐处理,直接埋地的连接必须焊接,穿过道路及进出地面处应加保护管.
GB50093-20027.1.3SH3521-200710.1.17
安装期间
口合格口不合格
5.1.5导压管坡度与热膨胀措施
①水平安装的管道应有1:
10-1:
100的坡度,倾斜方向能保证排除气体或冷凝液.
GB50093-20027.1.3SH3521-200710.2.6
安装期间
口合格口不合格
②测量管道与高温设备,管道连接时,应采取热膨胀补偿措施.
GB50093-20027.2.3SH3521-200710.2.8
安装期间
口合格口不合格
5.1.6导压管的固定
①管道支架的间距符合下列要求:
钢管水平安装l-15m,其他材料0.5-0.7m,钢管水平安装垂直安装1.5-2m,其他材料0.7-lm。
GB50093-20027.1.13SH3521-200710.1.18
安装期间
口合格口不合格
②固定不锈钢管路时,应用绝缘材料与碳钢支架,管卡等隔离。
SH3521-200710.1.19
安装期间
口合格口不合格
5.1.7压力试验
①试验的压力大小与方法应符合有关规定.
SH3521-200710.6
安装期间
口合格口不合格
5.2气动管线
5.2.1信号管路的材料与连接
①气动信号管道应采用紫铜管、不锈铜管、聚乙烯,尼龙管,避免中间接头,如采用,接头应使用卡套武.
GB50093-20027.3.1SH3521-200711.2.111.2.6
安装期间
口合格口不合格
5.2.2气源管道的连接与配管
①采用镀锌钢管时,应用螺纹连接,拐弯用弯头,采用无缝铜管时,用焊接连接。
GB50093-20027.4.1SH3521-200711.1.6
安装期间
口合格口不合格
②控制室内的气源管道坡度应不小于1:
500,集液处安装排污阀.
GB50093-20027.4.2SH3521-200711.1.10
安装期间
口合格口不合格
5.2.3气动管线的吹扫与严密性
①气源系统安装完毕后,应进行吹扫。
吹扫的方法以及要求应符合有关规定。
GB50093-20027.4.4SH3521-200711.3.2
安装期间
口合格口不合格
②压力试验:
实验介质为空气或惰性气体:
试验用压力表精度1.5级;信号管线试验压力0.1MPa,气动管线为设计压力115倍;试验后有记录。
GB50093-20028.3.1-8.3.6SH3521:
/00711.3
安装期间
口合格口不合格
6、防护
检查项目
检查内容
有关要求
条款依据
检查时问
检查结果
备注
6.I隔离与吹洗
6.1.1隔离容器
①采用隔离容器充填隔离液隔离时,隔离容器应垂直安装,成对隔离容器的安装标高,必须一致。
GB50093-200210.1.2
安装期间
口合格口不合格
6.1.2吹洗介质与位置
①吹洗介质的入口点应接近捡测点,介质的物理化学性能与压力满足要求。
GB50093-200210.1.3
安装期间
口合格口不合格
6.2防腐与伴热
6.2.1防腐部位与要求
①对于碳钢仪表管道、支架、仪表设备底座,电缆槽、保护管、固定卡等,如果无防护层,都应涂防锈漆和面漆。
GB50093-200210.2.1
安装期间
口合格口不合格
②面漆颜色应该符合设计文件要求,管道焊接部位的涂漆在压力试验后进行。
GB50093-200210.2.2.10.2.3
安装期间
口合格口不合格
6.2.2伴热管与导压管的距离
①轻伴热、重伴热、强伴热、夹套伴热的伴热管与导压管距离符合规定,碳钢伴管与不锈钢导压管不能直接接触。
SH3521-200712.1.6GB50093-200210.3.1
安装期间
口合格口不合格
6.2.3蒸汽伴搀管的水压检验
①安装后的伴热管进行永压试验,压力为设计压力的1.5倍.
SH3521-200712.1.18
安装期间
口合格口不合格
6.2.4电伴热的材料检验
①在危险区域的电伴热带及附件必须有防爆合格证,绝缘电阻大干IMQ,安装后复查。
SH3521-200712.2.112.2.3GB50093-200210.3.5
安装期间
口合格口不合格
6.2.5电热带的固定
①每隔lOffinm固定一点,在弯曲、分支等处增加固定点。
SH3521-200712.2.6
安装期间
口合格口不合格
7,仪表系统调式
检查项目
检查内容
有关要求
条款依据
检查时问
检查结果
备注
7.1PLC.DCS.ESD系统
7.1.1系统上电条件
①机房环境,接地,外部电源、控制开关位置符合要求。
GB50235-199711.4.2.11.4.3SH3521-200713.12
调试期问
口合格口不合格
送电前施工单位会同监理,业主、设计、制造厂等有关人员,对系统的安装、电源、接地,系统电缆及配线进行检查确认.
SH3521-20078.2.10
调试期间
口合格口不合格
7.1.2调试内容
①电源设备、通电状态.系统诊断画面确认、卡件的校准和试验。
GB50093-200211.4.3SH3521-20078.2.3-4
词试期间
口合格口不合格
②系统软件功能的检查,包括显示、处理、操作、控制,报警、诊断、通信、冗余、打印,拷贝等。
GB50093-200211.4.4SH3521-20078.2.3-4
调试期间
口台格口不合格
7.2回路试验
7.2.1回路的联校
①仪表工程在系统投运前应进行回路试验,电气回路在试验前已经进行校线与绝缘检查,接线正确、端子牢固,接触良好.
GB50235-19973.0.5SH3521-200713.1.1-2
调试期间
口合格口不合格
②测量回路的系统精度不超过回路内各单台仪表的允许误差的平方和的平方根值。
GB50093-200211.5.4
调试期间
口合格口不合格
③控制回路应确认调节器和执行器的方向符合设计规定;操作调节器输出,检查现场执行机构的位置,应正确.执行机构的回讯信号应正确。
GB50093-200211.5.5
调试期间
口合格口不合格
7.2.2报警回路试验
①报警设定值根据设计设定,修改有设计认可的文件。
SH3521-200713.3.1
调试期间
口合格口不合格
②在报警回路的发信端加信号,报警声光和屏幕显示正确.报警确认、试验、记录应正确.
GB50093-200211.5.6SH3521-200713.3.2-4
调试期间
口合格口不合格
7.2.3联锁回路试验
①联锁设定值根据设计值设定.
GB50093-200211.5.7SH3521-200713.4
谰试期间
口合格口不合格
②应按照程序设计的步骤逐步检查试验,联锁结果符合设计文件规定。
调试期间
口合格口不合格
③联锁试验中应与相关专业配合,共同确认,对试验过程中相关设备和装置运行状态和安全保护采取必要措施。
调试期间
口合格口不合格
8、脱脂
检查项目
检查内容
有关要求
条款依据
检查时问
检查结果
备注
脱脂
8.1脱脂要求
①需要脱脂的仪表.控制阀,管子和其他管道组成件,必须按照设计文件规定脱脂.
SH3521-20073.5GB50093-20028.1.1
安装前
口合格口不合格
(参睦触脱脂件的工具、量具及仪器必须经脱脂合格后方可使用.
GB50093-20028.1.6
安装前
口合格口不合格
③脱脂合格的仪表,控制阀,管子和其他管道组成件必须封闭保存,并加标志:
安装时严禁被油污染.
GB50093-20028.1.7
安装前
口合格口不合格
④脱脂合格后的仪表和仪表管道,在压力试验及仪表校准、试验时,必须使用不舍油脂的介质.
GB50093-20028.1.9
安装前
口合格口不合格
8.2脱脂方法
①有明显锈蚀的管道部位,应先除锈再脱脂。
GB50093-20028.2.I
安装前
口合格口不合格
②采用擦洗法脱脂时,应使用不易脱落纤维的布或丝绸。
不应使用棉纱,脱脂后严禁纤维附着在脱脂件上。
GB50093-20028.2.5
安装前
口合格口不合格
③经脱脂的仪表、控制阀、管子和其他管道组成件应进行自然通风或用清洁无油、干燥的空气或氮气吹干。
GB50093-20028.2.7
安装前
口合格口不合格
8.3脱脂检验
①仪表.管子,控制闷和管道组成件脱脂后,必须经检验合格.
GB50093-20028.3.1
安装前
口合格口不合格
9,防爆与接地
检查项目
检查内容
有关要求
条款依据
检查时问
检查结果
备注
防爆和接地
9.1防爆
①安装在爆炸危险环境的仪表、仪表线路,电气设备及材料必须有质量证明文件,其规格型号及安装方式必须符合设计文件规定,且具有国家授权的机构发给的产品防堞合格证。
防爆设备应有铭牌和防爆标志
SH3521-20079.8.1GB50093-20029.1.6
三查四定
口合格口不合格
②防爆仪表和电气设备,除本质安全型外,应有”电源未切断不得打开”的标志。
SH3521-20079.8.7
三查四定
口合格口不合格
③对爆炸危险区域的线路进行接线时,必须在设升文件规定采用的防爆接线箱内接线.接线必须牢固可靠,接触良好,并应加防松和防拔脱装置.
GB50093-20029.1.9
三查四定
口合格口不合格
9.2接地
①仪表保护接地系统应接到低压电气设备的保护接地网或同电气保护接地网相连接的钢结构上
SH3521-20079.9.3
三查四定
口合格口不合格
②仪表及控制系统应做工作接地,工作接地包括信号回路接地和屏蔽接地以及特殊要求的本质安全接地,接地系统的连接方式应符合设计文件的规定。
SH3521-20079.9.5
三查四定
口合格口不合格
③仪表及控制系统的信号回路接地和屏蔽接地应共用接地系统。
SH3521-20079.9.6
三查四定
口合格口不合格
④防静电接地应符合设计文件规定,可与设备、管道和电气等的防静电工程同时进行.
GB50093-20029.2.16
三查四定
口台格口不合格
天津石化防腐绝热工程安装、验收及试车技术导则(试行)
专业相关标准目录
序号
标准号
名称
备注
1
SH3022-1999
石油化工设备和管道涂料防腐蚀技术规范
2
SH3010-2000
石油化工设备和管道隔热技术规范
3
SH3514-2001
石油化工设备安装工程质量检验评定标准
4
SI-W3522-2003
石油化工隔热工程施工工艺标准
1.防腐涂层
检查序号
检查内容
有关要求
条款依据
检查时机
检查结果
备注
l
是否在施工前编制了施工方案并交底
施工前,应完成方案编制和技术交底。
参加施工的人员必须熟悉施工方法和技术要求。
SH3022-19994.1.2SH3010-20005.1.2
施工前
口合格口不合格
2
设备和管道防腐涂装前的条件检查
涂装应在焊接施工(包括热处理和焊缝检验等)完毕,系统试验合格后进行。
必须将全部焊缝裸露,并将焊缝两侧的涂层做成阶梯状接头.
SH3022-19994.1.6
施工前
口合格口不合格
3
涂料产品是否按规定进行了合格检查检验
应有产品质量证明书,有效期符合要求,涂料配比正确,且应符合出厂质量标准。
底漆.面漆、中间漆应根据设计文件或产品说明书配套使用。
SH3022-19994.1.9
施工前
口合格口不合格
4
施工前的保护
①涂底漆前应对组装符号、焊接坡口,螺纹等特殊部位加以保护.
SH3022-19994.3.1
施工前
口合格口不合格
②施工机具设备、检测仪器符合要求,施工机具保持清洁、干燥。
5
金属表面除锈要求
①处理的方法应符合设计要求,金属表面上的油脂,氧化皮、铁锈应清除。
SH3514-200113.5.6SH3022-19994.2.6
口合格口不合格
②表面处理后,应按规定进行宏观检查和抽样检查,除锈质量应达到设计要求,
SH3022-19994.2.6
佥属表面处理后
③铜表面处理后,应在4小时内涂底漆,当发现有新锈时,应重新进行表面处理。
SH3022-19994.2.9
④在施工现场加工的设备.管道及其附属钢结构,应在安装前进行表面处理,并涂底漆。
SH3022-19994.2.10
6
施工环境
施工环境应通风良好,并符合规定的温度,温度、及天气条件要求。
SF13022-19994.3.5
施工前
口合格口不合格
刷涂、滚涂和喷涂
层间应丛横交锚,涂刷均匀刷涂、滚涂或喷涂应均匀,不得漏涂。
SH3022-19994.3.3.1SH3022-19994.3.3.4
施工中
涂膜干燥
前一道涂膜实干后方可涂下一道漆(手压法)。
SH3022-19994.3.2
施工中
涂层总厚度和涂装道教
应符合设计要求,其干燥涂膜厚度不小于设计规定厚度,表面应平滑无痕,颜色一致,无针孔、气泡、流坠.起皱、粉化和破损。
Sll3022-19994.3.4
施工中
7
施工记录
涂料防腐施工应有完整的施工记录。
SH3514-200113.5.5
旄工后
口合格口不合格
2.防火层
检查序号
检查内容
有关要求
条款依据
检查时机
检查结果
备注
l
是否在施工前编制了施工方案并交底
施工前,应完成方案编制和技术交底.参加施工的人员必须熟悉施工方法和技术要求。
SH3022-19994.1.2SH3010-20005.1.2
施工前
口合格口不合格
2
防火层所用材料是否按规定进行了合格检查
所用材料必须符合设计规定,并有质量证明书及复验报告。
原材料的配比应符合图样和规范规定。
SH3514-200113.7.3SH3514-200113.7.4
施工前
口合格口不合格
3
工件表面清理
表面无油污.铁锈,杂物等,并达到设计要求。
SH3514-200113.7.6
工件表面清理后
口合格口不合格
4
固定件施工质量
钩钉布置符合图样要求。
SH3514-200113.7.7
固定件施工后
口合格口不合格
钩钉与铁丝网捆扎牢固,丝网搭接量均匀。
5
防火层外观质量
表面平整,无收缩缝和局部剥落,无裂纹,无中空缺陷,涂层牢固。
SH3514-200113.7.8
涂层施工完成后
口合格口不合格
防火层允许偏差(mm)
钩钉或支持板间距。
±5
SH3514-200113.7.9
防火层厚度与设计厚度差0-3
6
施工记录
防火层施工应有宪整的施工记录.
SH3514-200113.5.5
施工后
口合格口不合格
3、绝热层
检查序号
检查内容
有关要求
条款依据
检查时机
检查结果
备注
1
是否在施工前编制了施工方案并交底
施工前,应完成方案编制和技术交底。
参加施工的人员必须熟悉施工方法和技术要求。
SH3022-19994.1.2SH3010-20005.1.2
施工前
口合格口不合格
2
绝热层现场施工条件
设备、管道的支、吊架及结构附件、仪表管部件、伴热管等均已安装完毕.
SH3010-20005.1.2.4
施工前
口合格口不合格
3
绝热材料、制品是否按规庹进行了合格检验,保管措施是否符合要求
必须具有产品质量证明书或出产合格证,其规格、性能等技术要求符合设计文件的规定。
在保管中应根据材料的品种不同,分别采用防潮、防水、防冻、防挤压变形等措施。
SH3010-20005.1.1.4SH3010-20005.1.1.5
施工前
口合格口不合格
4
一般要求
①设备法兰两侧应留出3倍的螺母厚度的距离。
SH3010-20005.2.2.1
施工后
口合格口不合格
②绝热制品的拼缝宽度:
当作保温层时不应大干5mm,当作为保冷层时不应大干2mm。
SH3010-20005.2.11
③水平的纵向接缝位置不得布置在管道垂直中心线450范围内。
竖直的环向接缝搭按时上层覆盖下层以防进水。
SH3010-20005.2.12
④干式砌筑拼缝应采用性能相近的软质材科填塞严密,湿武砌筑带浆缝应采用同于砌体材质的灰浆拼砌。
灰缝应饱满。
SH3010-20005.2.14
⑤施工后的绝热层不得覆盖设备铭牌。
SH3010-20005.2.19
⑥保冷设备上的裙座、支吊架,仪表管座等附件盛须进行保冷.
SH3010-20005.2.16
5
固定件,支承件的安装
①直接焊于不锈钢设备或管道上的固定件必须采用不锈钢制作,当固定件采用碳钢制作时,应加焊不锈钢垫扳.
SH3010-20005.2.4
施工后
口合格口不合格
②保拎结构的支,吊、托架等用的木垫块应浸渍沥青防腐。
SH3010-20004.2.9
③勾钉、销钉其间距不应大干350m:
n。
SH3010-20005.2.8.1
6
施工记录
绝热层施工应有完整的施工记录。
SH3514-200113.5.5
施工后
口合格口不合格
天津石化焊接工程安装、验收及试车技术导则(试行)
专业相关标准目录
序号
标准号
名称
备注
1
GB50236-98
现场设备、工业管道焊接工程施工及验收规范
2
GBff5293-1999
埋弧焊用碳钢焊丝和焊剂
3
GfVT10045-2001
碳钢药芯焊丝
4
GBfr12470-1990
低合金铜埋弧焊用焊剂
5
GBff14957-1994
熔化焊用钢丝
6
GBfl-14958-1994
气体保护焊用钢丝
7
GB50205-2001
钢结构结构施工质量验收规范
8
GB50094-98
球形贮罐施工及验收规范
9
GBrT324
焊缝符号表示法
10
GB厂r5117
碳钢焊条
11
GB厂r5118
低合金铜焊条
12
GBff983
不锈钢焊条
13
OB.rr984
堆焊焊条
14
GB厂r985
气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸
15
GB厂r986
埋弧焊焊缝坡口的基本形式和尺寸
16
 升级会员
升级会员 