FANUC0iMate数控系统主轴驱动的连接.docx
《FANUC0iMate数控系统主轴驱动的连接.docx》由会员分享,可在线阅读,更多相关《FANUC0iMate数控系统主轴驱动的连接.docx(32页珍藏版)》请在冰点文库上搜索。
FANUC0iMate数控系统主轴驱动的连接
FANUC_0i_Mate_数控系统主轴驱动的连接
1、FANUC0iMateC数控系统模拟主轴的连接如下图:
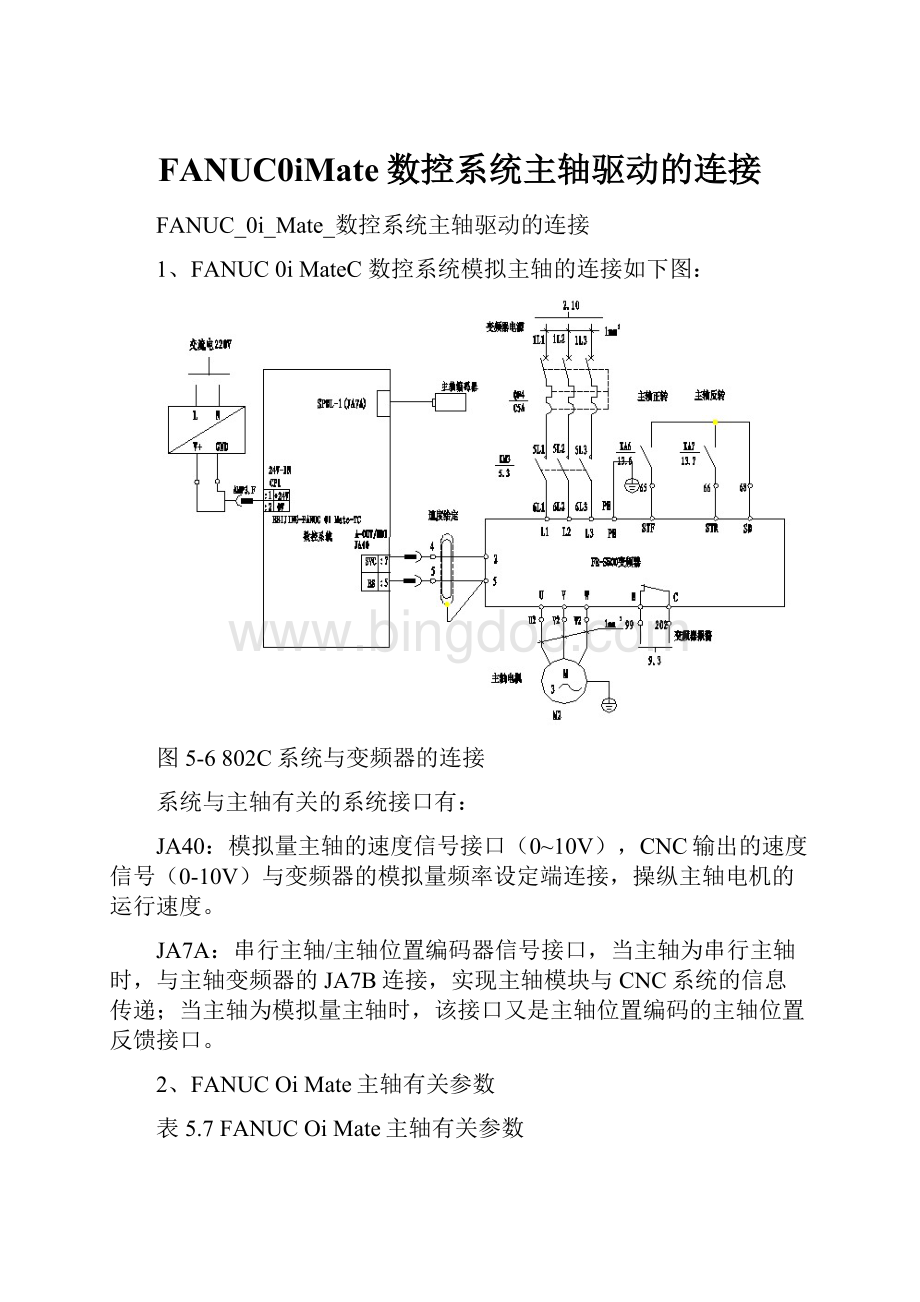
图5-6802C系统与变频器的连接
系统与主轴有关的系统接口有:
JA40:
模拟量主轴的速度信号接口(0~10V),CNC输出的速度信号(0-10V)与变频器的模拟量频率设定端连接,操纵主轴电机的运行速度。
JA7A:
串行主轴/主轴位置编码器信号接口,当主轴为串行主轴时,与主轴变频器的JA7B连接,实现主轴模块与CNC系统的信息传递;当主轴为模拟量主轴时,该接口又是主轴位置编码的主轴位置反馈接口。
2、FANUCOiMate主轴有关参数
表5.7FANUCOiMate主轴有关参数
参数号
符号
意义
0i-Mate
3701/1
ISI
使用串行主轴
O
3701/4
SS2
用第二串行主轴
O
3705/0
ESF
S和SF的输出
O
3705/1
GST
SOR信号用于换挡/定向
3705/2
SGB
换挡方法A,B
3705/4
EVS
S和SF的输出
O
3706/4
GTT
主轴速度挡数(T/M型)
3706/6,7
CWM/TCW
M03/M04的极性
O
3708/0
SAR
检查主轴速度到达信号
O
3708/1
SAT
螺纹切削开始检查SAR
O
3730
主轴模拟输出的增益调整
O
3731
主轴模拟输出时电压偏移的补偿
O
3732
定向/换挡的主轴速度
O
3735
主轴电机的承诺最低速度
3736
主轴电机的承诺最低速度
3740
检查SAR的延时时刻
O
3741
第一挡主轴最高速度
O
3742
第二挡主轴最高速度
O
3743
第三挡主轴最高速度
O
3744
第四挡主轴最高速度
O
3751
第一至第二挡的切换速度
3752
第二至第三挡的切换速度
3771
G96的最低主轴速度
O
3772
最高主轴速度
O
4019/7
主轴电机初始化
O
4133
主轴电机代码
O
TCW、CWM为主轴速度输出时电压极性。
其次,通过变频器参数选择频率操纵输入信号的类型,以FUJIFRENIC-Multi为例,设置F01为1。
F01,C30分不是频率设定1,频率设定2
选择频率设定的设定方法。
通过端子12输入两极(DC0~±10V)的模拟电压时,请将功能代码C35设置为0。
C35的数据为1时仅DC0~+10V有效,负极输入DC0~-10V视为0(零)V。
端子C1通过接口印刷电路板上的开关SW7和功能代码E5的设定,可作为电流输入(C1功能)或电压输入(V2功能)使用。
除了本设定以外,还有优先级较高的设定手段(通信、多段频率等)。
有关详情,请参照「FRENIC-Multi用户手册」。
2)参数NO.3735设定主轴电机最低箝制速度,参数NO.3736设定主轴电机最高箝制速度,设定数据的范畴为:
0~4095。
然而,主轴电机箝制速度的设定并不是一直有效的,如果指定了恒表面速度操纵功能或GTT(NO.3706.#4),这两个参数无效。
在这种情形下,不能指定主轴电机的最大箝制速度。
然而能够由参数NO.3772(第一轴)、NO.3802(第二轴)、NO.3822(第三轴)设定主轴最大速度。
3)数控机床一样采纳手动换档和自动换档两种方式,前一种方式是在主轴停止后,按照所需要的主轴速度人工拨动机械档位至相应的速度范畴;后者,第一执行S功能,检查所设定的主轴转速,然后按照所在的速度范畴发出信号,一样采纳液压方式换到相应的档位。
因此在程序当中或使用MDI方式,S功能应该写在M3(M4)之前,在某些严格要求的场合,S指令要写在M3(M4)的前一行,使机床能够先判定、切换档位后启动主轴。
对手动换档机床,当S功能设定的主轴速度和所在档位不一致时,M3(M4)若写在S功能前,能够看到主轴第一转动,然后赶忙停止,再报警的情形,这对机床有一定的损害。
因此,应注意书写格式。
对每一个档位,都需要设置它的主轴最高转速,这是由参数NO.3741、NO.3742、NO.3743和NO.3744(齿轮档1、2、3和4的主轴最高转速)所设定的,它们的数据单位是min-1,数据范畴:
0~32767。
明显,参数的设置是和实际机床的齿轮变比有关系,当选定了齿轮组后,相应的参数也就能够设定了。
如果M系选择了T型齿轮换档(恒表面速度操纵或参数GTT(NO.3706#4)设定为1),还必须设定参数NO.3744。
即使如此,刚性攻丝也只能用3档速度。
档位的选择,由参数NO.3751(档1~档2切换点的主轴电机速度)、参数NO.3752(档2~档3切换点的主轴电机速度)决定,其数据范畴:
0~4095,其设定值为:
这两个参数的设定要考虑到主轴电机转速和扭矩。
另外,要注意在攻丝循环时的档位切换有专用的参数:
参数NO.3761(攻丝循环时档1~档2切换点的主轴电机速度)、参数NO.3762(攻丝循环时档1~档2切换点的主轴电机速度),其数据单位:
rpm,数据范畴:
0~32767。
而不由参数NO.3751、NO.3752决定。
5)主轴速度到达信号SAR是CNC启动切削进给的输入信号。
该信号通常用于切削进给必须在主轴达到指定速度后方能启动的场合。
现在,用传感器检测主轴速度。
所检测的速度通过PMC送至CNC。
当用梯形图连续执行以上操作时,如果主轴速度改变指令和切削进给指令同时发出时,则CNC系统会按照表示往常主轴状态(主轴速度改变前)的信号SAR,错误启动切削进给。
为幸免上述咨询题,在发出S指令和切削进给指令后,对SAR信号进行延时监测。
延迟时刻由参数No.3740设定。
使用SAR信号时,需将参数No.3708第0位(SAR)设定为1。
当该功能使切削进给处于停止状态时,诊断画面上的No.06(主轴速度到达检测)保持为1。
5.6串行数字操纵的主轴驱动装置的连接
不同数控系统的串行数字操纵的主轴驱动装置是不同的,下面以FANUC公司产品系列为例,讲明主轴驱动装置的功能连接及设定、调整。
图5-7Fanuc0i主轴连接示意图
5.3.1电源模块原理及作用(FANUC系统α系列)
图5-8电源模块主电路
电源模块将L1、L2、L3输入的三相交流电(200V)整流、滤波成直流电(300V),为主轴驱动模块和伺服模块提供直流电源;200R、200S操纵端输入的交流电转换成直流电(DC24V、DC5V),为电源模块本身提供操纵回路电源;通过电源模块的逆块把电动机的再生能量反馈到电网,实现回馈制动。
1、FANUC系统α系列电源模块的端子功能
图5-9FANUC的α系列的电源模块
①DCLink盒:
直流电源(DC300V)输出端,该接口与主轴模块、伺服模块的直流输入端连接。
②状态指示窗口(STATUS):
PIL(绿色)表示电源模块操纵电源工作
ALM(红色)表示电源模块故障
--表示电源模块未启动
OO表示电源模块启动就绪
##表示电源模块报警信息
③CX1A操纵电路电源输入200V、3.5A
④CX1B:
交流200v输出,该端口与主轴模块的
⑤CX2A/CX2B:
均为DC+24V输出
⑥直流母排电压显示(充电批示灯):
该指示灯完全熄灭后才能对模块电缆进行各种操作。
⑦JX1B:
模块之间的连接接口。
与下一个模块的接口JX1A相连。
进行各模块之间的报警住处及使能信号的传递。
最后一个模块的JX1B必须用短接盒(5、6)脚短接)将模块间的使能信号短接,否则系统报警。
⑧CX3:
主电源MCC(常开点)操纵信号接口。
一样用于电源模块三相交流电源输入主接触器的操纵。
⑨CX4:
*ESP急停信号接口。
一样与机床操作面板的急停开关的常闭点相接,不用该信号时,必须将CX4短接,否则系统处于急停报警状态。
⑩S1 S2:
再生制动电阻的选择开关
检测脚的测试端:
IR\IS为电源模块交流输入(L1、L2)的瞬时电流值;24V、5V分不为操纵电路电压的检测端。
㈧L1 L2 L3:
三相交流200V输入,一样与三相伺服变压器输出端连接。
2、FANUC系统α系列电源模块的连接
CX1A:
交流200V操纵电源输入,连接到机床操纵变压器
DCLink:
DC300V输出,连接到主轴模块及进给模块
CX1B:
交流200V电压输出,连接到主轴模块的CX1A
JX1B:
模块之间信息连接,连接到主轴模块的JX1A
CX4:
系统急停信号,连接到机床面板的急停开关
L1、L2、L3:
三相交流电源输入,经接触器连接到伺服变压器
CX2A、CX2B:
直流电压DC24V输出,连接到主轴模块的CX2A
CX3:
MCC动作确认信号,连接到主接触器的操纵线圈回路中
图5-10FANUC系统α系列电源模块的连接
3、FANUC系统α系列电源模块报警代码
4、FANUC串行数字操纵的主轴模块端口及连接
α系列FANUC0i主轴模块各指示灯和接口信号的定义图8-6为SPM—15主轴模块。
SPM—15主轴模块各指示灯和接口信号的定义如下:
1)TBl——直流电源输入端。
该接口与电源模块直流电源输出端、伺服模块的直流输入端连接。
2)STATUS——表示LED状态。
用于表示伺服模块所处的状态,显现专门时,显示有关的报警代码。
3)CX1A——交流200V输入接口。
该端口与电源模块的CXlB端口连接。
4)CX1B——交流200V输出接口。
5)CX2A——直流24V输入接口。
一样地,该接口与电源模块地CX2B连接,接收急停信号。
6)CX2B——直流24V输出接口。
一样地,该接口与下一伺服模块地CX2A连接,输出急停信号。
7)直流回路连接充电状态LED。
在该指示灯完全熄灭后,方可对模块电缆进行各种操作,否则有触电危险。
8)JX4——伺服状态检查接口。
该接口用于连接主轴模块状态检查电路板。
通过主轴模块状态检查电路板可猎取模块内部信号的状态(脉冲发生器盒位置编码器的信号)。
9)JX1A——模块连接接口。
该接口一样与电源的JX1B连接,作通信用。
10)JX1B——模块连接接口。
该接口一样与下一个伺服模块的JX1A连接。
11)JY1——主轴负载功率表和主轴转速表连接接口。
12)JA7B——通信串行输入连接接口。
该接口与操纵单元的JA7A(SPDL—1)接口相连。
13)JA7A——通信串行输出连接接口。
该接口与下一主轴(如果有的话)的JA7B接口连接。
14)JY2——脉冲发生器,内置探头和电动机CS轴探头连接接口。
15)JY3——磁感应开关和外部单独旋转信号连接接口。
16)JY4——位置编码器和高辨论率位置编码器连接接口。
17)JY5——主轴CS轴探头和内置CS轴探头。
18)三相交流变频电源输出端。
该接口与相对应的伺服电机连接。
DCLink:
DC300V输入,连接到电源模块的直流电压输出
JA7B:
主轴信息输入信号,连接到CNC系统的JA7A
JY4:
主轴位置和速度检测信号,连接到主轴位置编码器
CX2A:
DC24V输入接口
与电源模块的CX2B相连
CX1A:
交流200V电压输入连接到电源模块的CX2B
JX1A:
模块之间信息接口连接到电源模块的JX1B
JY2:
主轴电动机内装传感器信号及定子绕组温度开关信号
CX2B:
DC24V输出,连接到伺服模块的CX2A
U、V、W:
连接到主轴电动机,为动力电源
图5-11FANUC系统α系列主轴模块的连接
5、FANUC系统α系列主轴模块的连接电路
图5-11为α系列主轴模块的连接电路,三相动力电源通过伺服变压器(把380V电压转换成200V电压)输送到电源模块的操纵电路输入端、电源模块主电路的输入端以及作为主轴电动机的风扇电源。
JY2连接到内装了A、B相脉冲发生器的主轴电动机,JY2作为主轴电动机的速度反馈及主轴电动机过热检测信号接口。
JY4连接到主轴位置编码器,实现主轴位置及速度的操纵,完成数控机床的主轴与进给的同步操纵及主轴的准停操纵等。
CX4连接到数控机床操作面板的系统急停开关,实现硬件系统急停信号的操纵。
图5-12FANUC系统α系列主轴模块的连接电路
5.7通用变频主轴系统常见故障及处理
表5.9通用变频主轴常见故常与处理
故障现象
可能缘故
处理方法
电动机不运转
CNC无速度信号输出
检测速度给定信号,检查系统参数
主轴驱动器故障
1)是否有报警错误代码显示,如有报警,对比有关讲明书解决(要紧有过流、过、过压、欠压以及功率块故障等)。
2)频率指定源和运行指定源的参数是否设置正确。
3)智能输入端子的输入信号是否正确。
变频器输出端子U、V、W不能提供电源
电源是否已提供给端子
运行命令是否有效?
RS(复位)功能或自由运行停车功能是否处于开启状态
负载过重
电动机负载是否太重
主轴电动机故障
电机损坏
电动机反转
输出端子U/T1,V/T2和W/T3的连接是否正确
使得电动机的相序与端子连接相对应,通常来讲:
正转(FWD)=U-V-W,和反转(REV)=U-W-V
电动机正反转的相序是否与U/T1,V/T2和W/T3相对应
操纵端子(FW)和(RV)连线是否正确
端子(FW)用于正转,
(RV)用于反转
电动机转速不能到达
如果使用模拟输入,电流或电压“O”或“OI”
检查连线
检查电位器或信号发生器
负载太重
减少负载
重负载激活了过载限定(按照需要不让此过载信号输出)
系统参数设置错误
检查有关参数
转动不稳固
负载波动过大
增加电动机容量(变频器及电动机)
电源不稳固
解决电源咨询题
该现象只是显现在某一特定频率下
略微改变输出频率,使用调频设定将此有咨询题的频率跃过
过流
加速中过流
检查电动机是否短路或局部短路,输出线绝缘是否良好
延长加速时刻
变频器配置不合理,增大变频器容量
减低转矩提升设定值
恒速中过流
检查电动机是否短路或局部短路,输出线绝缘是否良好
检查电动机是否堵转,机械负载是否有突变
变频器容量是否太小,增大变频器容量
电网电压是否有突变
减速中或停车时过流
输出连线绝缘是否良好,电动机是否有短路现象
延长减速时刻
更换容量较大的变频器
直流制动量太大,减少直流制动量
机械故障,送厂修理。
短路
对地短路
检查电动机连线是否有短路
检查输出线绝缘是否良好
送修
过压
停车中过压
▪延长减速时刻,或加装刹车电阻
▪改善电网电压,检查是否有突变电压产生
加速中过压
恒速中过压
减速中过压
低压
检查输入电压是否正常
检查负载是否突然有突变
是否缺相
变频器过热
检查风扇是否堵转,散热片是否有异物
环境温度是否正常
通风空间是否足够,空气是否能对流
变频器过载
连续超负载150%一分钟以上
检查变频器容量是否配小,否则加大容量
检查机械负载是否有卡死现象
V/F曲线设定不良,重新设定
电动机过载
连续超负载150%一分钟以上
机械负载是否有突变
电动机配用太小
电动机发热绝缘变差
电压是否波动较大
是否存在缺相
机械负载增大
电动机过转矩
机械负载是否有波动
电动机配置是否偏小
主轴转速与变频器不匹配
参数设置不正确
1)最大频率设定是否正确。
2)验证V/F设定值与主轴电机规格是否相匹配。
3)确保所有比例项参数设定正确。
主轴与进给不匹配(螺纹加工时)
主轴编码器有咨询题
1)CRT画面有报警显示。
2)通过PLC状态显示观看编码器的信号状态。
3)用每分钟进给指令代替每转进给指令来执行程序,观看故障是否消逝。
5.3 交流伺服主轴驱动系统及故障修理
5.3.1交流伺服主轴驱动系统
数控加工中心对主轴有较高的操纵要求,第一要求在大力矩、强过载能力的基础上实现宽范畴无级变速,其次要求在自动换刀动作中实现定角度停止(即准停),这使加工中心主轴驱动系统比一样的变频调速系统或小功率交流伺服系统在电路设计和运行参数整定上具有更大的难度。
主轴的驱动能够使用交流变频或交流伺服2种操纵方式,交流变频主轴能够无级变速但不能准停,需要另外装设主轴位置传感器,配合CNC系统PMC(指数控系统内置PLC)的逻辑程序来完成准停速度操纵和定位停止;交流伺服主轴本身即具有准停功能,其自身的轴控PLC信号可直截了当连接至CNC系统的PMC,配合简捷的PMC逻辑程序即可完成准停定位操纵,且后者的操纵精度远远高于前者。
交流伺服主轴驱动系统由主轴驱动单元、主轴电动机和检测主轴速度与位置的旋转编码器3部分组成,要紧完成闭环速度操纵,但当主轴准停时则完成闭环位置操纵。
由于数控机床的主轴驱动功率较大,因此主轴电动机采纳鼠笼式感应电动机结构形式,旋转编码器能够在主轴外安装,也能够与主轴电动机做成一个整体,主轴驱动单元的闭环操纵、矢量运算均由内部的高速信号处理器及操纵系统实现。
与交流伺服驱动一样,交流主轴驱动系统也有模拟式和数字式两种型式。
5.8交流伺服主轴驱动系统常见故障
交流主轴驱动系统按信号形式又可分为交流模拟型主轴驱动单元和交流数字型主轴驱动单元。
交流主轴驱动除了有直流主轴驱动同样的过热、过载、转速不正常报警或故障外,还有另外的故障条目,总结如下。
主轴不能转动,且无任何报警显示。
产生此故障的可能缘故及排除方法见表5.9。
表5.9主轴不能动故障缘故
可能缘故
检查步骤
排除措施
机械负载过大
尽量减轻机械负载
主轴与电动机连接皮带过松
在停机的状态下,查看皮带的松紧程度
调整皮带
主轴中的拉杆未拉紧夹持刀具的拉钉(在车床上确实是卡盘未夹紧工件)
有的机床会设置敏锐元件的反馈信号,检查次反馈信号是否到位
重新装夹好刀具或工件
系统处在急停状态
检查主轴单元的主交流接触器是否吸合
更具实际情形下,松开急停;
机械预备好信号断路
排查机械准好信号电路
主轴动力线断线
用万用表测量动力线电压
确保电源输入正常
电源缺相
正反转信号同时输入
利用PLC监查功能查看相应信号
无正反转信号
通过PLC监视画面,观看正反转指示信号是否发出
一样为数控装置的输出有咨询题,排查系统的主轴信号输出端子
使能信号没有接通
通过CRT观看I/O状态,分析机床PLC梯形图(或流程图),以确定主轴的启动条件,如润滑、冷却等是否满足;
检查外部启动的条件是否符合
主轴驱动装置故障
有条件的话,利用交换法,确定是否有故障
更换主轴驱动装置
主轴电动机故障
更换电动机
2、主轴速度指令无效,转速仅有1~2r/min。
表5.10。
可能缘故
检查步骤
排除措施
动力线接线错误
检查主轴伺服与电动机之间的UVW连线
确保连线对应
CNC模拟量输出(D/A)转换电路故障
用交换法判定是否有故障
更换相应电路板
CNC速度输出模拟量与驱动器连接不良或断线
测量相应信号,是否有输出且是否正常
更换指令发送口或更换数控装置
主轴驱动器参数设定不当
查看驱动器参数,是否正常
按照讲明书,正确设置参数
反馈线连接不正常
查看反馈连线
确保反馈连线正常
反馈信号不正常
检查反馈信号的波形
调整波形至正确或更换编码器
3、速度偏差过大
指的是主轴电机的实际速度与指令速度的误差值超过承诺值,一样是启动时电机没有转动或速度上不去。
引起此故障的缘故见表5.11。
表5.11速度偏差过大报警综述
可能缘故
检查步骤
排除措施
反馈连线不良
不启动主轴,用手盘动主轴使主轴电动机以较快速度转起来,估量电机的实际速度,监视反馈的实际转速
确保反馈连线正确
反馈装置故障
更换反馈装置
动力线连接不正常
用万用表或兆欧表检查电动机或动力线是否正常(包括相序不正常)
确保动力线连接正常
动力电压不正常
确保动力线电压正常
机床切削负荷太重,切削条件恶劣
重新考虑负载条件,减轻负载,调整切削参数
机械传动系统不良
改善机械传动系统条件
制动器未松开
查明制动器为松开的缘故
确保制动电路正常
驱动器故障
利用交换法,判定是否有故障
更换出错单元
电流调剂器操纵板故障
电动机故障
4.过载报警。
削用量过大,频繁正、反转等均可引起过载报警。
具体表现为主轴过热、主轴驱动装置显示过电流报警等造成此故障的可能缘故见表5.12。
表5.12
可能缘故
检查步骤
排除措施
长时刻开机后再显现此故障
负载太大
检查机械负载
调整切削参数,干山切削条件,减轻负载
频繁正、反转
减少频繁正、翻转次数
开机后即显现此报警
5、主轴振动或噪声过大
第一要区不专门噪声及振动发生在主轴机械部分依旧在电气驱动部分。
检查方法:
若在减速过程中发生,一样是由驱动装置造成的,如交流驱动中的再生回路故障;
若在恒转速时产生,可通过观看主轴由停车过程中是否有噪声和振动来区不,如存在,则主轴机械部分有咨询题;
检查振动周期是否与转速有关,如无关,一样是主轴驱动装置未调整好;如有关系,应检查主轴机械部分是否良好,测速装置是否不良。
表5.13主轴振动或噪声过大的故障综述
故障部位
可能缘故
检查步骤
排除措施
电气部分故障
系统电源缺相、相序不正确或电压不正常
测量输入的系统电源
确保电源正确
反馈不正确
测量反馈信号
确保接线正确,且反馈装置正常
驱动器专门,如:
增益调整电路或跳动调整电路的调整不当
按照参数讲明书,设置好有关参数
三相输入的相序不对
用万用表测量输入电源
确保电源正确
机械部分故障
主轴负荷过大
重新考虑负载条件,减轻负载
润滑不良
是否缺润滑油,
加注润滑油
是否润滑电路或电机故障,
检修润滑电路
是否润滑漏油
更换润滑导油管
主轴与主轴电动机的连接皮带过紧
在停机的情形下,检查皮带松紧程度
调整皮带的连接
轴承故障、主轴和主轴电动机之间离合器故障
目测,可判定那个机械连接是否正常
调整轴承,
轴承拉毛或损坏
可拆开有关机械结构后目测
更换轴承
齿轮有严峻损害
更换齿轮
主轴部件上动平稳不行(丛最高速度向下时发生次此故障)
当主轴电机最高速度时,关掉电源,惯性运转时是否仍有声音
校核主轴部件上的动平稳条件,调整机械部分
轴承预紧力不够或预紧螺钉松动
调紧预紧螺钉
游隙过大或齿轮啮合间隙过大
调整机床间隙,
例:
配套某系统的数控车床,在加工过程中,发觉在端面加工时,表面显现周期性波浪。
故障分析与处理过程:
数控车床端面加工时,表面显现振纹的缘故专门多,在机械方面如:
刀具、丝杠、主轴等部件的安装不良、机床的精度不足等等都可能产生以上咨询题。
但该机床为周期性显现,且有一定规律,按照通常的情形,应与主轴的位置监测系统有关,但认真检查机床主轴各部分,却未发觉任何不良。
认真观看振纹与X轴的丝
 升级会员
升级会员 