219焊接记录.docx
《219焊接记录.docx》由会员分享,可在线阅读,更多相关《219焊接记录.docx(23页珍藏版)》请在冰点文库上搜索。
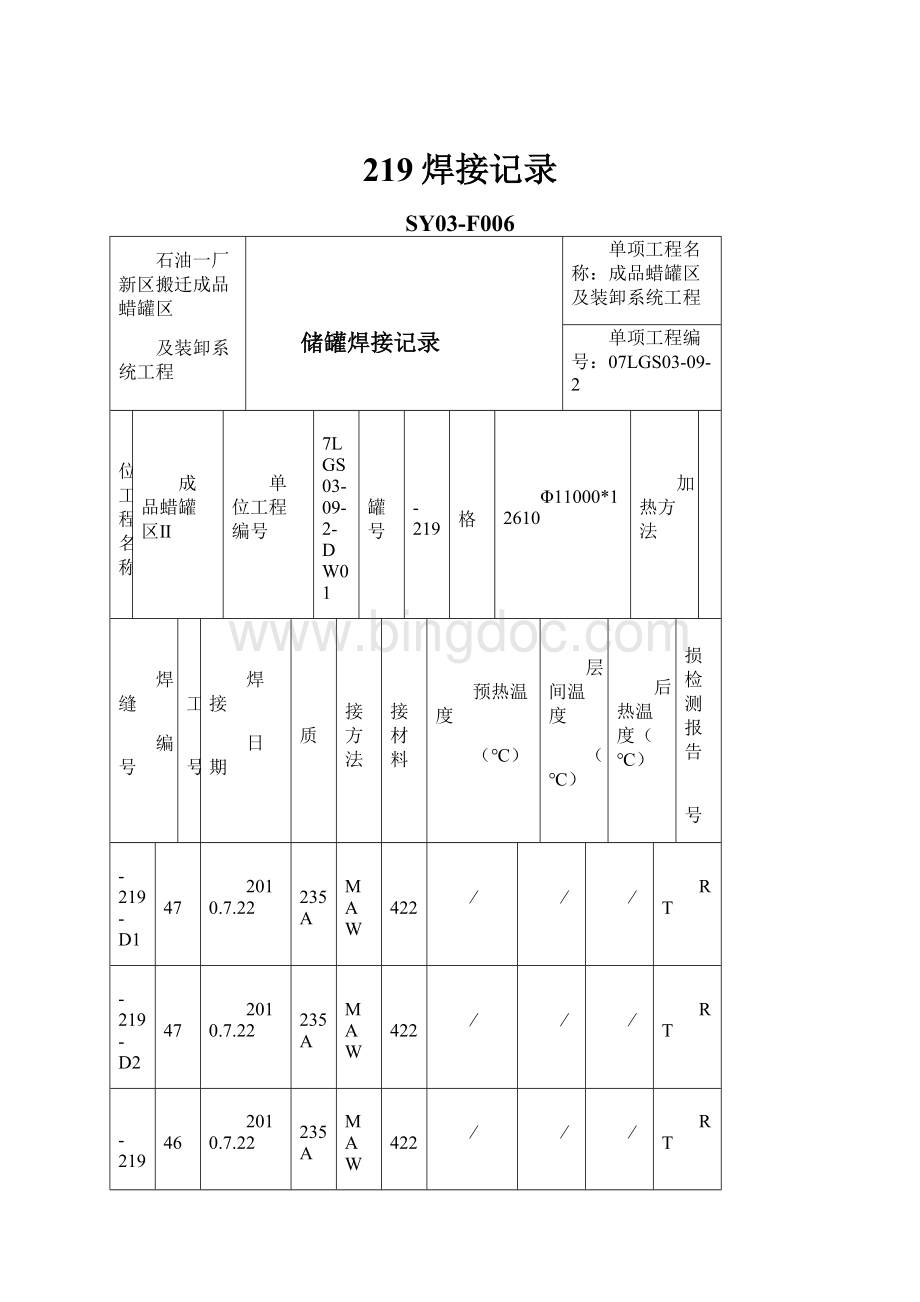
219焊接记录
SY03-F006
石油一厂新区搬迁成品蜡罐区
及装卸系统工程
储罐焊接记录
单项工程名称:
成品蜡罐区及装卸系统工程
单项工程编号:
07LGS03-09-2
单位工程名称
成品蜡罐区Ⅱ
单位工程编号
07LGS03-09-2-DW01
储罐号
T-219
规格
Φ11000*12610
加热方法
∕
焊缝
编号
焊工
编号
焊接
日期
材质
焊接方法
焊接材料
预热温度
(℃)
层间温度
(℃)
后热温度(℃)
无损检测报告
编号
T-219-D1
147
2010.7.22
Q235A
SMAW
J422
∕
∕
∕
RT
T-219-D2
147
2010.7.22
Q235A
SMAW
J422
∕
∕
∕
RT
T-219-D3
146
2010.7.22
Q235A
SMAW
J422
∕
∕
∕
RT
T-219-D4
189
2010.7.22
Q235A
SMAW
J422
∕
∕
∕
RT
T-219-D5
146
2010.7.22
Q235A
SMAW
J422
∕
∕
∕
∕
T-219-D6
189
2010.7.22
Q235A
SMAW
J422
∕
∕
∕
∕
以下空白
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
SY03-F006
石油一厂新区搬迁成品蜡罐区
及装卸系统工程
储罐焊接记录
单项工程名称:
成品蜡罐区及装卸系统工程
单项工程编号:
07LGS03-09-2
单位工程名称
成品蜡罐区Ⅱ
单位工程编号
07LGS03-09-2-DW01
储罐号
T-219
规格
Φ11000*12610
加热方法
∕
焊缝
编号
焊工
编号
焊接
日期
材质
焊接方法
焊接材料
预热温度
(℃)
层间温度
(℃)
后热温度(℃)
无损检测报告
编号
T-219-A8-1
147
2010.7.28
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A8-2
146
2010.7.28
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A8-3
189
2010.7.28
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A8-4
147
2010.7.28
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A8-5
146
2010.7.28
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A8-6
189
2010.7.28
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B7-1
147
2010.8.2
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-B7-2
146
2010.8.2
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-B7-3
189
2010.8.2
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-B7-4
147
2010.8.2
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B7-5
146
2010.8.2
Q235B
SMAW
J422
∕
∕
∕
∕
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
SY03-F006
石油一厂新区搬迁成品蜡罐区
及装卸系统工程
储罐焊接记录
单项工程名称:
成品蜡罐区及装卸系统工程
单项工程编号:
07LGS03-09-2
单位工程名称
成品蜡罐区Ⅱ
单位工程编号
07LGS03-09-2-DW01
储罐号
T-219
规格
Φ11000*12610
加热方法
∕
焊缝
编号
焊工
编号
焊接
日期
材质
焊接方法
焊接材料
预热温度
(℃)
层间温度
(℃)
后热温度(℃)
无损检测报告
编号
T-219-B7-6
189
2010.8.2
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A7-1
147
2010.8.3
Q235B
SMAW
J422
∕
∕
∕
/
T-219-A7-2
146
2010.8.3
Q235B
SMAW
J422
∕
∕
∕
/
T-219-A7-3
189
2010.8.3
Q235B
SMAW
J422
∕
∕
∕
/
T-219-A7-4
147
2010.8.3
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A7-5
146
2010.8.3
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A7-6
189
2010.8.3
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B6-1
147
2010.8.5
Q235B
SMAW
J422
∕
∕
∕
/
T-219-B6-2
146
2010.8.5
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B6-3
189
2010.8.5
Q235B
SMAW
J422
∕
∕
∕
/
T-219-B6-4
147
2010.8.5
Q235B
SMAW
J422
∕
∕
∕
∕
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
SY03-F006
石油一厂新区搬迁成品蜡罐区
及装卸系统工程
储罐焊接记录
单项工程名称:
成品蜡罐区及装卸系统工程
单项工程编号:
07LGS03-09-2
单位工程名称
成品蜡罐区Ⅱ
单位工程编号
07LGS03-09-2-DW01
储罐号
T-219
规格
Φ11000*12610
加热方法
∕
焊缝
编号
焊工
编号
焊接
日期
材质
焊接方法
焊接材料
预热温度
(℃)
层间温度
(℃)
后热温度(℃)
无损检测报告
编号
T-219-B6-5
146
2010.8.5
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B6-6
189
2010.8.5
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A6-1
147
2010.8.6
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A6-2
146
2010.8.6
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A6-3
189
2010.8.6
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A6-4
147
2010.8.6
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A6-5
146
2010.8.6
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A6-6
189
2010.8.6
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B5-1
147
2010.8.7
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B5-2
146
2010.8.7
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B5-3
189
2010.8.7
Q235B
SMAW
J422
∕
∕
∕
∕
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
SY03-F006
石油一厂新区搬迁成品蜡罐区
及装卸系统工程
储罐焊接记录
单项工程名称:
成品蜡罐区及装卸系统工程
单项工程编号:
07LGS03-09-2
单位工程名称
成品蜡罐区Ⅱ
单位工程编号
07LGS03-09-2-DW01
储罐号
T-219
规格
Φ11000*12610
加热方法
∕
焊缝
编号
焊工
编号
焊接
日期
材质
焊接方法
焊接材料
预热温度
(℃)
层间温度
(℃)
后热温度(℃)
无损检测报告
编号
T-219-B5-4
147
2010.8.7
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B5-5
146
2010.8.7
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B5-6
189
2010.8.7
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A5-1
147
2010.8.9
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A5-2
146
2010.8.9
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A5-3
189
2010.8.9
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A5-4
147
2010.8.9
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A5-5
146
2010.8.9
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A5-6
189
2010.8.9
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B4-1
147
2010.8.10
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B4-2
146
2010.8.10
Q235B
SMAW
J422
∕
∕
∕
∕
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
SY03-F006
石油一厂新区搬迁成品蜡罐区
及装卸系统工程
储罐焊接记录
单项工程名称:
成品蜡罐区及装卸系统工程
单项工程编号:
07LGS03-09-2
单位工程名称
成品蜡罐区Ⅱ
单位工程编号
07LGS03-09-2-DW01
储罐号
T-219
规格
Φ11000*12610
加热方法
∕
焊缝
编号
焊工
编号
焊接
日期
材质
焊接方法
焊接材料
预热温度
(℃)
层间温度
(℃)
后热温度(℃)
无损检测报告
编号
T-219-B4-3
189
2010.8.10
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-B4-4
147
2010.8.10
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-B4-5
146
2010.8.10
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-B4-6
189
2010.8.10
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A4-1
147
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A4-2
146
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A4-3
189
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
/
T-219-A4-4
147
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
/
T-219-A4-5
146
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
/
T-219-A4-6
189
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B3-1
147
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
∕
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
SY03-F006
石油一厂新区搬迁成品蜡罐区
及装卸系统工程
储罐焊接记录
单项工程名称:
成品蜡罐区及装卸系统工程
单项工程编号:
07LGS03-09-2
单位工程名称
成品蜡罐区Ⅱ
单位工程编号
07LGS03-09-2-DW01
储罐号
T-219
规格
Φ11000*12610
加热方法
∕
焊缝
编号
焊工
编号
焊接
日期
材质
焊接方法
焊接材料
预热温度
(℃)
层间温度
(℃)
后热温度(℃)
无损检测报告
编号
T-219-B3-2
146
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B3-3
189
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B3-4
147
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B3-5
146
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B3-6
189
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A3-1
147
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A3-2
146
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A3-3
189
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A3-4
147
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A3-5
146
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A3-6
189
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
SY03-F006
石油一厂新区搬迁成品蜡罐区
及装卸系统工程
储罐焊接记录
单项工程名称:
成品蜡罐区及装卸系统工程
单项工程编号:
07LGS03-09-2
单位工程名称
成品蜡罐区Ⅱ
单位工程编号
07LGS03-09-2-DW01
储罐号
T-219
规格
Φ11000*12610
加热方法
∕
焊缝
编号
焊工
编号
焊接
日期
材质
焊接方法
焊接材料
预热温度
(℃)
层间温度
(℃)
后热温度(℃)
无损检测报告
编号
T-219-B2-1
147
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B2-2
147
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B2-3
146
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B2-4
146
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B2-5
189
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B2-6
189
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A2-1
147
2010.8.13
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A2-2
147
2010.8.13
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A2-3
146
2010.8.13
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A2-4
146
2010.8.13
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A2-5
189
2010.8.13
Q235B
SMAW
J422
∕
∕
∕
∕
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
Y03-F006
石油一厂新区搬迁成品蜡罐区
及装卸系统工程
储罐焊接记录
单项工程名称:
成品蜡罐区及装卸系统工程
单项工程编号:
07LGS03-09-2
单位工程名称
成品蜡罐区Ⅱ
单位工程编号
07LGS03-09-2-DW01
储罐号
T-219
规格
Φ11000*12610
加热方法
∕
焊缝
编号
焊工
编号
焊接
日期
材质
焊接方法
焊接材料
预热温度
(℃)
层间温度
(℃)
后热温度(℃)
无损检测报告
编号
T-219-A2-6
189
2010.8.13
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A1-1-1
147
2010.8.14
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A1-1-2
147
2010.8.14
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A1-2-1
146
2010.8.14
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A1-2-2
146
2010.8.14
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A1-3-1
189
2010.8.14
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A1-3-2
189
2010.8.14
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A1-4-1
147
2010.8.14
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A1-4-2
147
2010.8.14
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A1-5-1
146
2010.8.14
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A1-5-2
146
2010.8.14
Q235B
SMAW
J422
∕
∕
∕
RT
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
SY03-F006
石油一厂新区搬迁成品蜡罐区
及装卸系统工程
储罐焊接记录
单项工程名称:
成品蜡罐区及装卸系统工程
单项工程编号:
07LGS03-09-2
单位工程名称
成品蜡罐区Ⅱ
单位工程编号
07LGS03-09-2-DW01
储罐号
T-219
规格
Φ11000*12610
加热方法
∕
焊缝
编号
焊工
编号
焊接
日期
材质
焊接方法
焊接材料
预热温度
(℃)
层间温度
(℃)
后热温度(℃)
无损检测报告
编号
T-219-A1-6-1
189
2010.8.15
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A1-6-2
189
2010.8.15
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-B1-1
147
2010.8.15
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-B1-2
147
2010.8.15
Q235B
SMAW
J422
∕
∕
∕
/
T-219-B1-3
146
2010.8.15
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-B1-4
146
2010.8.15
Q235B
SMAW
J422
∕
∕
∕
/
T-219-B1-5
189
2010.8.15
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-B1-6
189
2010.8.15
Q235B
SMAW
J422
∕
∕
∕
/
以下空白
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
 升级会员
升级会员 