激光切割机图示说明.docx
《激光切割机图示说明.docx》由会员分享,可在线阅读,更多相关《激光切割机图示说明.docx(31页珍藏版)》请在冰点文库上搜索。
激光切割机图示说明
激光切割机图示说明
激光切割机软件使用说明(图文笔记版)
一、总体功能概述
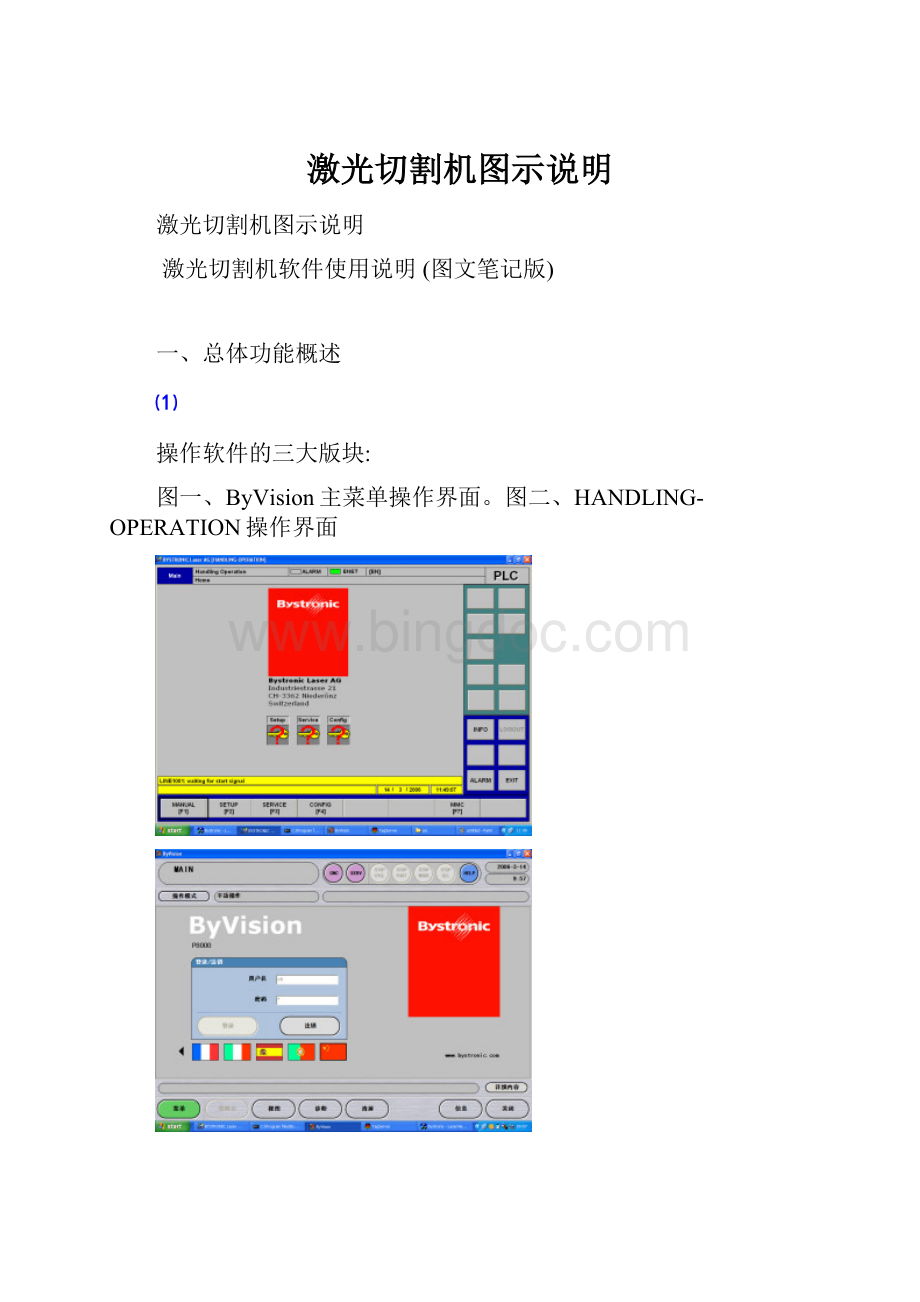
操作软件的三大版块:
图一、ByVision主菜单操作界面。
图二、HANDLING-OPERATION操作界面
图三、LaserView操作界面
急停按钮:
用途同上。
复位按键:
一但有急停后该灯会灭。
必须使用它来复位,和电柜側键的功能是一样的。
二、激光切割机每个版块的具体功能介绍
ByVision(用户名:
CH密码:
1)
“MAIN(F5)”主菜单:
其中包括“管理员”、“视图”、“诊断”、“清屏”、“信息”、“关闭”。
“管理员”、“视图”:
已设置好,一般无需改动。
一般级别无法修改的。
“诊断”:
用于显示机床的通讯状态,绿灯通讯为正常,红灯通讯中断或未建立通讯或没有该硬件(如Byloder)。
前两个灯为绿,后一个灯为红,此时为正常。
具体的机型不同而有异。
“清屏”:
点击后屏幕为白色,此时触摸功能关闭,就可用布来擦拭屏幕。
登录/注销:
用于不同级别的用户进入系统,权限不一样的。
详细内容:
当提示框出现提示内容的时候,由于显示的内容有限,当出现”……”的提示时可以在详细内容中看见全部的报警和故障。
可以用该菜单中的RESET键进行复位等操作。
信息:
关于该机器的全部软件的版本。
关闭:
内有可选择的关闭对话框。
一般用关闭Byvision项目。
语言选择:
根据国旗代表不同的语言。
一般英语的故障解释比较确切。
有故障时候尽量用英语将信息记录下来,便于准确判断。
“HAND(F6)”手动菜单:
其中包括“设置参数机床”、“参数”、“手动功能”、“特殊功能”“CNC”、“SERV”、“STOPPART”、“STOPWORK”。
a.progreference:
程序定义的程序定义点。
“CNC”:
b.传感器按键:
当关闭时,Z轴探测高度不起作用,危险。
c.测试:
选中后可进行模拟切割。
(只有此项比较实用)
a.校正Z轴:
b.原点:
“SERV”:
c.维护:
之后再按“CONT”键进行移位置。
d.停止:
要看信息栏,根据具体提示情况。
e.清洁喷嘴“CONT”在手操纵合上。
“STOP”:
在切割的任何时间按STOP都可以立即中断切割,要根据信息提示再决定下一步骤。
按CONT可以继续加工。
按STOP就会将正在加工的程序取消。
调下一个加工程序。
“STOPPART”:
当按钮为黄色时,切割完一个零件〔绘图时所定义的全部图形〕,就会停在下一件的起始点,讯问是否继续。
“STOPWORK”:
当按钮为黄色时,每切一个图形的轮廓后就会停下来讯问是否继续下一轮廓。
以上两个方面的功能主要用于中断切割,观察切割质量,清捡工作台面
上的翘起来的小工件,防止碰撞到切割头等。
Stopcycle:
激活,机床每执行完一个切割循环后会停下来。
等待CONT信号进入下一个循环。
在执行下一个排版程序之前,停止在参考点位置。
STOPSELECT:
在选择点停止,在排版程序时必须定义程序停止指令(M01)
这里两个选项在启动后自动加载。
激活为黄色。
进入MAIN-HAND-点击SETUP/MACHINE“设置参数,机床”具体内容:
A.Setup参数1:
自动关机设置〉0那末就会在设定的不加工时间到达后自动关机。
“X-axis:
sheetzeropoint”:
“原点”所对应的X轴位置。
即开始加工的板材起始点,寻边的起始坐标点相对应点。
和偏移量相加得值。
“Y-axis:
sheetzeropoint”:
“原点”所对应的Y轴位置。
(同上)
(除以上两项,其它项一般不必更改)
B.Setup参数2:
“激光”:
0=关闭、1=待机、2=一直开启、3=自动
“脉冲宽度,单一脉冲”
用于测试焦距时的设置。
打中心孔时调节它,
“激光功率,单一脉冲”目的在于达到最佳的孔的效果。
有小有圆。
“探测”:
0=关、1=X轴寻边、2=XY两个轴寻边、3=XY两轴和角度寻边
一般情况下选用参数3,仅在实际板材和排版尺寸不符,或板材非标时。
改用其他参数。
要据实际情况而定。
“上板料”:
X-AXIS(0,0)机床零点
321
654
987
Y-AXIS
“探测量”:
以原点为基准,寻边时向XY两个轴移出的量。
保证可以探
测到板材。
一般为50mm
“传感装置X-偏移”:
将原来要加工的排版程序起始点向X轴的位置向
方移动了一个值。
可以是负值也可以是0,如果排版没有留边可以
加上一个值,如果留边太大可以减(负值),一般具板材的尺寸而定。
“传感装置Y-偏移”:
同理X-AXIS
“校正步长”:
寻边时激光头每次移动的位移量。
“寻边速度:
切割头在板材上寻边移动的速度,太大会影响寻边精度。
巡边的精度取决于板材的边缘质量,如果有坡口、卷边、毛刺、油漆、铁
锈等。
巡边的精度就会误差较大。
所以在排版时一般都要留边,以保证可
以获得较好的边缘质量。
C.Setup参数3:
“微连接功能”:
0=关、1=一直开启、2=自动、3=微焊
“切割件:
最值尺寸”:
设定微连接工件的尺寸范围。
只有工件在这个尺
寸范围内微连接才有效的。
连接的宽度由加工参数来定。
可以更具实际
的连接效果修改大小。
(在功能要激活才起作用)
“清洁次数”:
激光头在毛刷上来回移动的次数(通常为双数)。
“切割完成后清洁喷嘴”:
0=关、1=开(要同时将“清洁喷嘴”按钮点亮)。
“Z参考点-清洁高度距离”:
用来调整清洁喷嘴时毛刷与喷嘴的距离。
D.Setup参数6:
“Cutcontrol”:
切割控制。
“Cutcontrol寻边”:
切割控制寻边。
“Setup参数.只读”:
寻边以后的结果。
(1)关于重新启动:
中断后的重启动。
Restartwork(重启)
在单件停止(stoppart)加工切换停止(stopwork)强制停止(stop)
都可以重新启动,机床会直接定位到重新起始点,而不会回到参考点。
Nextfigure:
重下一个图形开始切割。
Nextpiercing:
重下一个穿孔点开始切割。
Duringabortion:
重停止点开始切割。
mm……beforeabortion:
在中断点前1—999mm之内继续。
Figurennumber:
根据排版的图形号码来选取决定加工的零件。
Formthefornt:
重头开始
HP-record/up-record:
通过输入主程序及子程序的块号码,可以在排版程序的任意点开始切割。
N-incisionsback:
在停止前的若干个穿孔点处开始切割。
Profilelock-on:
轮廓追踪,通过手动定位切割头进行切割。
选择轮廓追踪选项以后,机器移动到等待的位置。
必须通过手动将切割头尽可能准确地移动到需要开始切割点处。
(2)
“参数”具体内容
“委派”:
正在切割的参数起作用的是连续切割。
“清洁喷嘴高度”:
喷嘴前端与被切割金属表面的距离。
“焦点位置.切割”:
根据不同的板材,会自动改变为不同的数值。
“切割用气体类型”:
1=O2、2=N2
“切割气压.Gastype1”:
(单位是bar--公斤)
“切割气压.Gastype2”:
切割头上焦点的刻度值由以下三项决定:
F1实际测量值(经验值:
5’为48;7.5’为38)
F2清洁喷嘴的高度
F3焦点位置.切割
F=F1+F2+F3
材料端面切割质量由四个主要要素决定(按有主到次):
炭钢板:
切割速度、焦点位置、激光功率、切割气体的压力。
不锈钢:
焦点位置、切割速度、切割气体的压力、激光功率。
“特殊功能”:
“喷油”、“吹压缩空气”等。
“WORK(F7)”工作菜单:
其中包括“程序清单”、“参数”、“特殊功能”等。
当图示的灯变为绿色时,表示该功能已打开。
A.“程序清单”:
“Default”默认值:
即前一次加工时加载的参数值。
如果没有更换板
的种类及厚度,后面的程序可以使用默认值。
参数的修改:
参数的修改除了可以在“程序清单”→编辑
中修改外,还可以在“参数”→加载中修改。
B.“参数”:
“委派”:
正在切割的参数起作用的是连续切割。
“起始切割宏命令”:
当编程中加入宏命令时,操作人员需修改相应参数。
“穿透模式”:
0=连续、1=脉冲
“CW穿孔模式”:
1=当喷嘴达到设定的高度值时约20mm,光闸打开并逐渐增大到设定功率。
于薄的钢板和不锈钢板,能够保护喷嘴和透镜且穿孔时间短。
2=此项设置具有保护喷嘴和透镜的作用。
当喷嘴达到设定的高度值时约40mm,光闸打开并直接到设定功率。
用于覆膜钢板和镀层钢板。
3=用于轻质钢和薄的不锈钢。
(用N2气体割时,喷嘴高度约为6mm;O2割约为3mm)
4=用于大于6mm的钢板。
能够保证切割质量。
“传感器关.穿透”:
0=关、1=保持与管材同步。
“穿透时间”:
当工件穿不透时,可将时间值调大。
“脉冲穿孔”通常用来加工小精工件。
“穿透前喷油时间”:
需要安装“复合喷嘴”。
“切割模式”:
0=连续、1=脉冲、2=雕刻。
“起始飞行切割”:
1=关、2=开、3=打开+限制(在设定的范围内紧贴着钢板移动)
“清洁喷嘴高度”:
喷嘴前端与被切割金属表面的距离。
“焦点位置.切割”:
根据不同的板材,会自动显示为不同的数值。
“定位时喷嘴台起的高度”:
喷嘴在远距离移动时所抬起的高度。
“调制”:
使速度与激光的功率同步。
(当值为100时,只要速度有所下降,功率就会随之下降)切割转角时,调整它可以获得较好的切割质量。
“刻蚀因子,每分钟脉冲数”:
两个激光脉冲所打出刻蚀点的距离,当CW=0时为连续刻蚀。
“刀具半径”:
当程序中有刀具补偿(G40/G41)代码时,修改它可以获得精确的轮廓尺寸,如果没有刀具补偿代码,修改无用,根据实际尺寸的偏差值来确定修改刀具半径的大小。
“最大动态因子”:
与切割圆的精度有关。
“起始切割加速因子”:
“加速因子”:
该部分的参数功能和调制结合可以改善角和
“减速因子”:
转弯时的切割质量。
使用的非常丰富,针对
“角度偏差”不同的材料和参数可以定义在加速/减速区的
“转角停留时间”:
切割质量,有针对性地修改。
以获得最佳切割
质量。
“特殊功能”:
“喷嘴清洁”、“Crossjet”(复合喷嘴)、“寻边”、“微连接”。
“TOOLS(F8)”工具菜单:
这里存放着“HANDLING-OPERATION”和“LaserView”两大工具软件。
HANDLING-OPERATION(LOGOIN:
expert)
主菜单”:
包括“MANUAL(手动)”、“SETUP(设置)”、“SERVICE(服务)”、“CONFIG(配置)”“INFO(信息)”、“LOGOUT(注销)”、“ALARM(报警)”“EXIT(退出)”
“MANUAL[F1]”功能:
“GENERAL[F1]”:
左图所示,点击“START”图标时,工作台自动交换。
(在点击前要确保工作台进到位,方法是点击“Park”按钮)
“PARK”:
当交换工作台中断时,无法确定工作台的位置,击PARK可使工作台各自回到各自的位置。
“AUTO”:
程序结束后自动交换工作台。
该功能慎用,用手动、观察交换防止工件在切割完成后翘起来会碰到门板及交换工作台。
“MACHINE[F2]”:
右图所示,点击上面的“START”时,工作台进行交换;当点击下面的“START”时,两个工作台摞在一起。
(用于清洁加工槽)
“SERVICE[F3]”功能:
“Movetabletocuttingposition”:
将工作台移动到切割位置。
“Movetabletoloadingposition”:
将工作台移动到上料位置。
“Raiseliftingunit”:
升起工作台。
慎用,小心损伤链齿和机器。
“Lowerliftingunit”:
降下工作台。
“ALARM”功能:
“EXITHISTORY”(退出历史记录),
“HISTORY”(历史记录),“ACKALARM”(复位警报)
LaserView
“Laseron”:
开激光。
“Laseroff”:
关激光。
“Errorreset”:
故障信息刷新“Handon”:
点击后为手动模式。
“ChangePower”:
改变功率
“SpecialFunction”:
Stepon/Stepoff(单步开关)、
Fastmixon/Fastmixoff(快速混合开关)、
LeakTest(真空测试)、Cailbratepower(执行校验功率)
“DiagnosticData”:
ErrorHistory(错误记录)、Variousdata(重要信息)、
Gasdata(气体数据)、Sectiondata(检测放电电流电压)、
Operationhours(操作小时数)
“RecordData”:
Selectrecord(选择记录)Editrecord(编辑记录)
关键词:
Pulse(脉冲)Step(单步)Fastmix(快速混合)Resetcontrolled(初始化)Vacuumpumprunning(真空泵运行)Fillingwithgas(充气)Turbinerunning(涡轮机运行)Operatingpressurereached(操作气压以达到)Excitationmoduleson(高压模块已打开)LASERREADY(激光准备完毕)SHUTTEROPEN(光闸已打开)
三、具体的操作步骤
1.如何开机?
步骤:
●打开主电源。
●复位急停按钮。
●Byvision程序将会自动打开。
●输入用户名:
CH密码:
1。
●进入“Hand”页面,将激光头移到参考点。
●进入LaserView窗口,点击“Laseron”
等待屏幕左侧的灯如右图(“LASERREADY”灯变绿)所示时。
开机完成。
(注:
为了节电,在加工前一刻再将吸尘器打开.)
2.如何测试焦点和调节中心位置以及切割焦点位置的计算?
步骤:
●
打开安全门,换上需要的切割喷嘴,并在喷嘴上贴上测试纸。
●关闭安全门,查看“HAND”→“设置参数,机床”(“Setup2”中的激光脉冲之是否正常。
●按下操控手柄上的“PULS”按键1秒钟左右。
●打开安全门,查看穿孔是否在喷嘴的正中间。
●调整后再次重复上述步骤,直到调到正中间
(通过E来调节穿孔中心,用F来调节焦点位置)
3.如何将程序调入程序清单中?
步骤:
文件的来源有两种:
从磁盘,从网络上传输。
●第一种,将磁盘插入驱动器中,再将磁盘中的程序拷贝到C:
\Abnahme中。
●第二种,将通过网络传输该计算机上的程序(默认在:
D:
\yinhe)拷贝到C:
\Abnahme中。
●进入下图所示界面。
点击“添加”选择要加工的文件。
点“确定”
●点“编辑”
●点“选择”,来选取适合的加工参数。
●确定
●返回
●启动
●查看一下“参数”是否正确
●最后按提示按操控手柄上的“CONT”键进行加工。
4.如何进行原点偏移?
●激活StopPart,变黄
●当SERV中的“原点偏移”激活后,点击它
●操控手柄上的STOP、CONT灯会亮,根据提示按一下CONT
●会有新提示同时Tool灯会亮,这时可以用X、Y、Z移动机床坐标到
位置,精调可以用JOG功能,精确定位。
●CONT机床记住位置后加工,会继续加工了
5.交换工作台的四大要素是什么?
●激光头要回到参考点。
●安全门要关闭。
●光栅要复位。
(白色灯长亮)
●“Handling”里面没有报警。
6.如何待料?
在满足交换工作台的四大要素后,将板材规整的放在上料工作台上,按交换工作台即可交换。
7.Crossjet复合喷嘴起作用的四个条件是什么?
●喷嘴要安装在位置
●“WORK”页面中的“Crossjet”被选中,绿灯亮。
●“WORK”(“参数”中的喷油时间不为零。
●只有在CW连续模式下穿孔才会喷油。
(对于脉冲穿孔不喷油)
8.如何关机?
关LaserView
●CNC(HandON
●Laser(OFF
●充气N2到达1100左右出现提示才能关闭LaserView
关Handling
●Exit(exit
关Byvision
●Close→Shutdown
关WindXP
●Colosed→Shutdown
关气瓶
●关CuttingO2、N2
●关激光气瓶N2HeCO2
●关压缩空气
四、常出现的问题
STL359:
没有压缩空气。
STL314:
吸尘器没有工作。
STL350:
交换工作台数据丢失。
STL3514:
高压防护门打开。
STL3610:
上料/切割位置数据没有设定。
W3:
该换He气E26:
要马上换He气。
W5:
该换N2气E28:
要马上换N2气。
若吸尘器有尖叫声,将气阀关小点即可。
关于Caser(激光发生器)上的三个灯的说明:
●白灯亮闪:
激光气体有问题,气体未达到等
●橙灯亮:
激光准备好了,小心
●红灯亮:
光闸已经打开,从机器中射出了
●红灯闪:
安全门已经打开,打单脉冲时也会闪一下
五、激光切割机操作注意事项
1.未经过培训的人员,不可以操作机器。
2.操作工不能随意将机器的密码告诉他人。
3.机床计算机的文件、地址码、路径等数据不可以修改,不然会引起计算机通讯故障等。
4.机床计算机不可以使用非法软件,防止引入病毒。
5.激光发生器内有高压,工作状态下必须关闭各密封门,防止潮气进入。
6.冷水机的温度设置不能修改,每3-6个月必须更换全部水。
不定期清洁冷水机内部的冷凝和外部过滤网。
水质要求去离子水,可用蒸馏水代替,但不能用自来水或矿泉水等。
一定要定期点检和换水。
7.全部的机床维修保养见维修保养表,定时定期做保养和维护。
8.日常操作一定要注意安全,机床的侧门工作时严禁打开。
维修保养时要关闭总电源才能操作。
关机时严禁非法关机,一定要按正常关机步骤关机执行。
六、激光气体更换注意事项
1.换气之前清洁瓶口污物,并开气吹除部分杂质。
2.更换气瓶时切不可换错。
每个通道务必使用相对应的气体。
气体类型
工作压力
N2≥99。
999%
5bar
CO2≥99。
995%
5bar
He≥99。
996%
5bar
3.气体的纯度:
必须达到要求,严禁使用不达标的气体,
特别强调:
切割用N2与激光用N2绝对不能混用。
建立换气记事本,一可以统计气体的平均消耗,二可以保证更换气体者认真落实,并仔细核对换气种类和纯度。
4.每天关机以后务必关闭气体钢瓶以及切割气体的全部阀门,并定期巡检气体的压力值。
必须都在要求的范围之内。
压力值的不正常会损伤机器内部的阀门等。
5.维修保养记录:
 升级会员
升级会员 