数控车床综合练习题.docx
《数控车床综合练习题.docx》由会员分享,可在线阅读,更多相关《数控车床综合练习题.docx(21页珍藏版)》请在冰点文库上搜索。
数控车床综合练习题
第三部分数控车床综合练习题
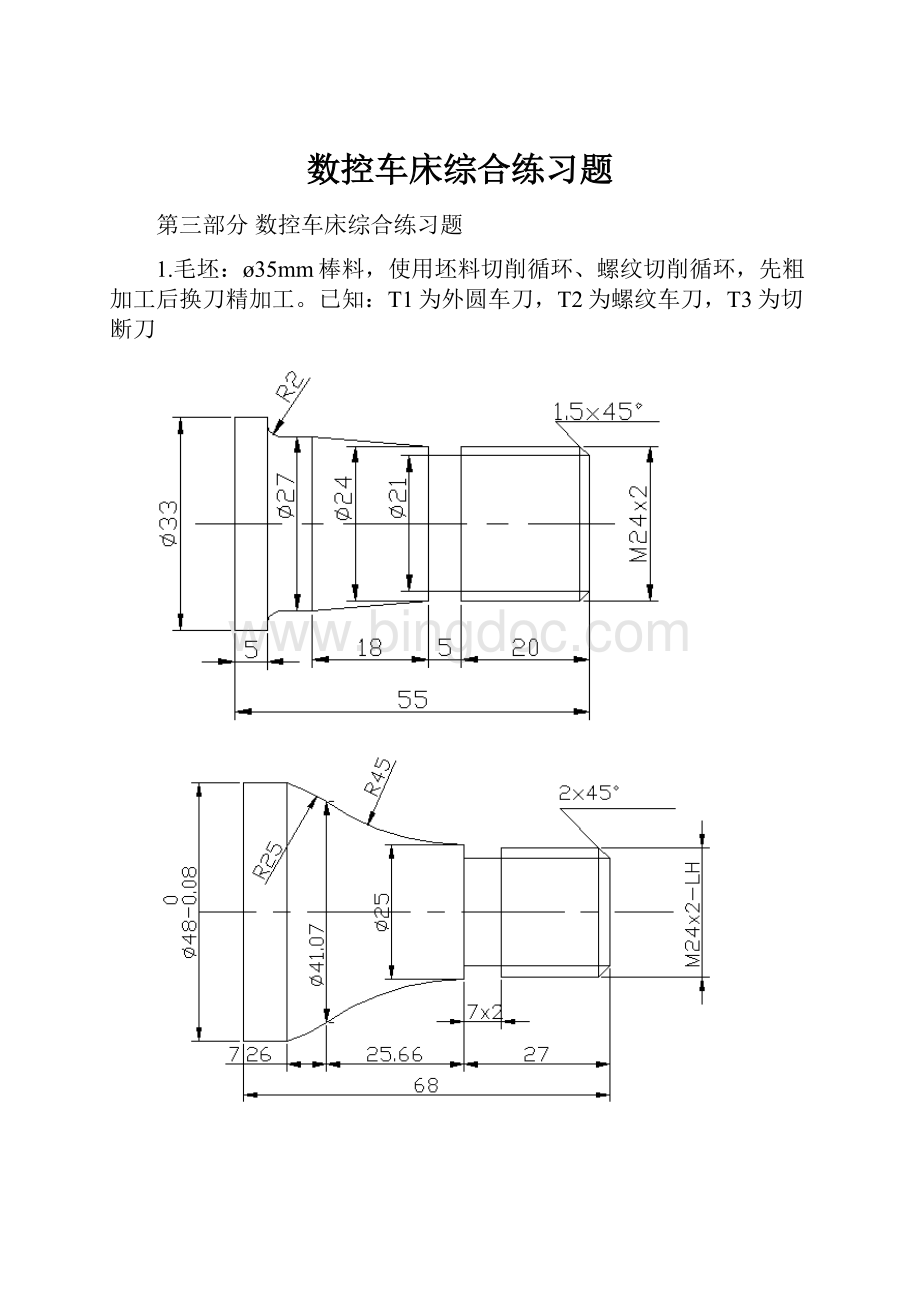
1.毛坯:
ø35mm棒料,使用坯料切削循环、螺纹切削循环,先粗加工后换刀精加工。
已知:
T1为外圆车刀,T2为螺纹车刀,T3为切断刀
2.毛坯:
ø45mm棒料,使用坯料切削循环、螺纹切削循环,先粗加工后换刀精加工。
已知:
T1为外圆车刀,T2为螺纹车刀,T3为切断刀
3.毛坯:
ø45mm棒料,使用坯料切削循环、螺纹切削循环,先粗加工后换刀精加工。
已知:
T1为外圆车刀,T2为螺纹车刀,T3为切断刀
图
(1)
图
(2)
图(3)
图(4)
图(5)
4.工件材料:
LY12,刀具材料:
W18Cr4V;要求:
确定加工方案,选择刀具及切削用量,确定工件零点及换刀点,编程。
图
(1)
图
(2)
图(3)
图(4)
图(5)
5.编写如图所示零件的加工程序。
6.编写如图所示零件的加工程序。
7.编写如图所示拉手零件的加工程序。
零件全部由数控车加工,依次车削零件的右端、螺纹、台阶和R15圆弧,然后利用切断刀车R10圆弧。
已知:
T1为外圆车刀,T2为螺纹车刀,T3为切断刀;毛坯:
ø35mm棒料。
8.编写如图所示槽轮零件的加工程序。
第四部分数控铣床综合练习题
1.编写如图所示盖板零件的铣削加工程序(采用绝对坐标编程)。
该零件的毛坯是一块180mm×90mm×12mm板料,用直径为60mm孔对工件进行压紧。
各基点及圆心坐标如下:
A(0,0,);B(0,40);C(14.96,70);D(43.54,70);E(102,64)
F(150,40);G(170,40);H(170,0);O1(70,40);O2(150,100);
2.编写如图所示零件加工程序。
图
(1)
图
(2)
图(3)
图(4)
3.工件材料:
LY12,刀具材料:
W18Cr4V;要求:
确定加工方案,选择刀具及切削用量,确定工件零点及换刀点,编程。
4.已知工件材料为40Cr,T01为φ20mm的钻头,偏置号为01;T02为φ17.5mm的钻头,偏置号为02;T03为M20的丝锥,偏置号为03;T04为φ20mm的键槽铣刀,偏置号为04;由于特殊工艺要求,要求3号孔先钻再铣。
5.加工如图所示凸轮零件。
6.加工如图所示零件。
7.加工如图所示零件。
8.编写如图所示零件加工程序。
机床:
TH5632/I型加工中心;刀具:
T01为中心钻,T02为ø10mm钻头;说明:
孔的直径均为ø10mm;材料:
45钢。
9.编写如图所示零件加工程序。
机床:
TH5632/I型加工中心;材料:
40Cr。
10.编写如图所示零件加工程序。
11.编写如图所示零件加工程序。
12.编写如图所示凸轮零件加工程序。
φ15mm立铣刀,刀具下端面距工件底面48mm,刀具有1mm超越量。
 升级会员
升级会员 