关键工序 吊笼 检验记录.docx
《关键工序 吊笼 检验记录.docx》由会员分享,可在线阅读,更多相关《关键工序 吊笼 检验记录.docx(47页珍藏版)》请在冰点文库上搜索。
关键工序吊笼检验记录
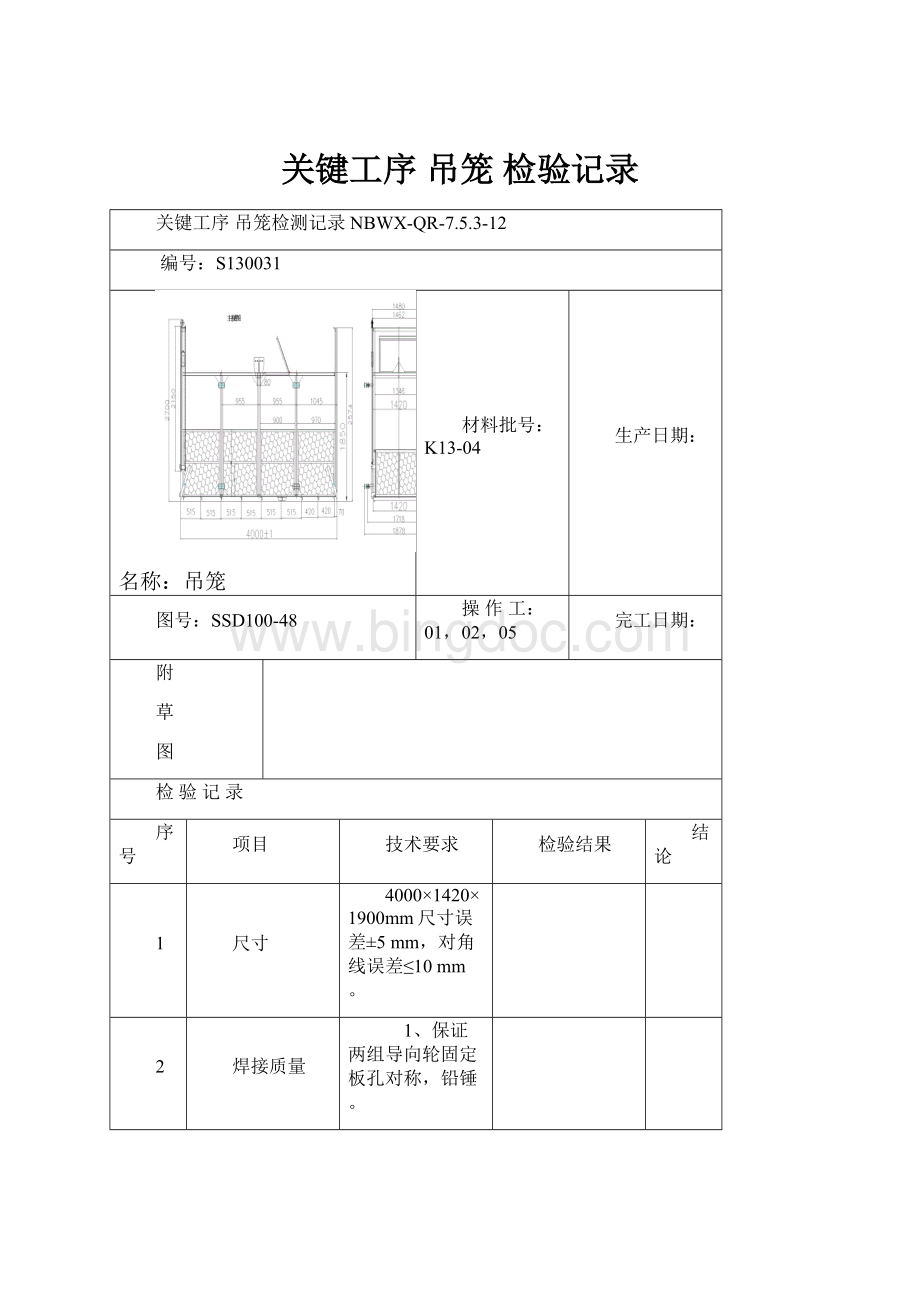
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130031
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
01,02,05
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
1、笼身喷涂黄漆,笼底喷涂黑漆。
2、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130032
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
04,05,07
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
3、笼身喷涂黄漆,笼底喷涂黑漆。
4、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130033
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
06,07,10
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
5、笼身喷涂黄漆,笼底喷涂黑漆。
6、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130034
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
01,03,05
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
7、笼身喷涂黄漆,笼底喷涂黑漆。
8、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130035
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
05,06,10
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
9、笼身喷涂黄漆,笼底喷涂黑漆。
10、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130036
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
04,05,07
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
11、笼身喷涂黄漆,笼底喷涂黑漆。
12、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130037
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
02,05,08
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
13、笼身喷涂黄漆,笼底喷涂黑漆。
14、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130038
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
06,08,09
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
15、笼身喷涂黄漆,笼底喷涂黑漆。
16、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130039
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
06,08,10
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
17、笼身喷涂黄漆,笼底喷涂黑漆。
18、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130040
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
03,04,09
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
19、笼身喷涂黄漆,笼底喷涂黑漆。
20、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130041
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
11,12,13
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
21、笼身喷涂黄漆,笼底喷涂黑漆。
22、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130042
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
01,03,05
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
23、笼身喷涂黄漆,笼底喷涂黑漆。
24、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130043
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
05,07,09
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
25、笼身喷涂黄漆,笼底喷涂黑漆。
26、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130044
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
04,06,07
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
27、笼身喷涂黄漆,笼底喷涂黑漆。
28、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130045
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
15,22,23
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
29、笼身喷涂黄漆,笼底喷涂黑漆。
30、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130046
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
14,15,20
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
31、笼身喷涂黄漆,笼底喷涂黑漆。
32、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130047
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
01,08,10
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
33、笼身喷涂黄漆,笼底喷涂黑漆。
34、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130048
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
03,06,07
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
35、笼身喷涂黄漆,笼底喷涂黑漆。
36、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130049
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
01,06,08
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
37、笼身喷涂黄漆,笼底喷涂黑漆。
38、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130050
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
10,13,16
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
39、笼身喷涂黄漆,笼底喷涂黑漆。
40、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130021
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
01,02,04
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
41、笼身喷涂黄漆,笼底喷涂黑漆。
42、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130022
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
05,06,08
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
43、笼身喷涂黄漆,笼底喷涂黑漆。
44、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130023
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
10,12,13
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
45、笼身喷涂黄漆,笼底喷涂黑漆。
46、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130024
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
21,12,09
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
47、笼身喷涂黄漆,笼底喷涂黑漆。
48、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130025
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
11,05,0
 升级会员
升级会员 