整理少片变截面弹簧的计算.docx
《整理少片变截面弹簧的计算.docx》由会员分享,可在线阅读,更多相关《整理少片变截面弹簧的计算.docx(9页珍藏版)》请在冰点文库上搜索。
整理少片变截面弹簧的计算
少片变截面弹簧的计算
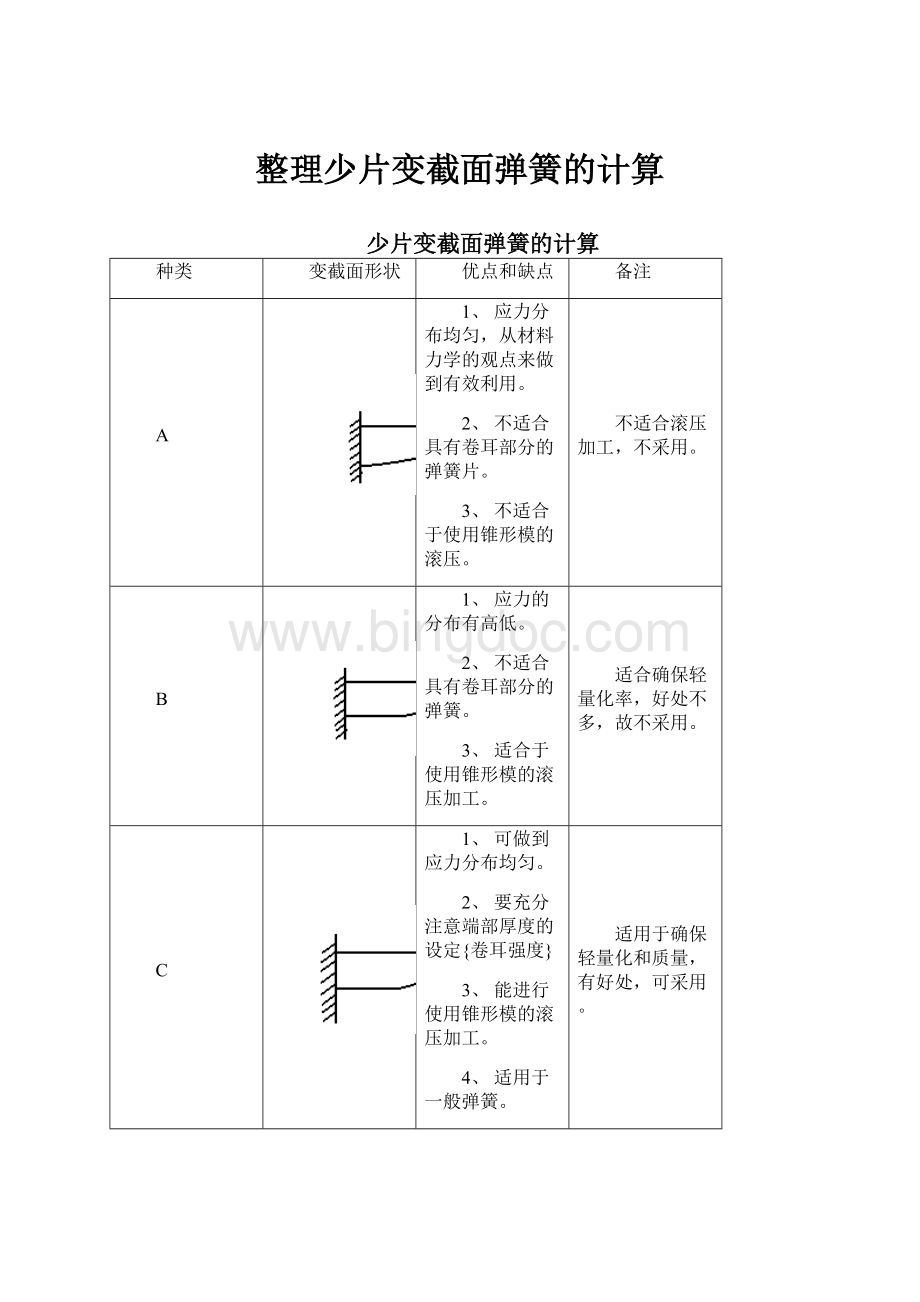
种类
变截面形状
优点和缺点
备注
A
1、应力分布均匀,从材料力学的观点来做到有效利用。
2、不适合具有卷耳部分的弹簧片。
3、不适合于使用锥形模的滚压。
不适合滚压加工,不采用。
B
1、应力的分布有高低。
2、不适合具有卷耳部分的弹簧。
3、适合于使用锥形模的滚压加工。
适合确保轻量化率,好处不多,故不采用。
C
1、可做到应力分布均匀。
2、要充分注意端部厚度的设定{卷耳强度}
3、能进行使用锥形模的滚压加工。
4、适用于一般弹簧。
适用于确保轻量化和质量,有好处,可采用。
D
1、以减轻C形中心孔部分应力为圆进行改良的。
2、能进行使用锥形模的滚压加工。
适合于小车型车辆用簧。
对确保质量有好处,可采用。
—1—
种类
变截面形状
优点和缺点
备注
E
1、为提高C形卷耳部分的强度,进行了改良。
2、能进行使用锥形模的滚压加工。
3、适用与中型车和大型车{前轴}的弹簧。
对确保质量有好处,可采用。
F
1、是通过把D和E的形态结合在一起,有效地利用材料的形状。
2、能进行使用锥形模的滚压加工。
3、适合确保有高度要求的质量
对轻型化确保质量有好处,可采用。
G
1、为适合长跨度产品,把F形状的加以改良的,是最有效地利用材料的形状。
2、能进行使用锥形模的滚压加工。
3、适合于确保高度的质量要求。
对轻量化有好处,可采用。
少片变截面弹簧的优点:
1、应力分布均匀,接近于等应力梁,片数1—4片。
特殊工艺处理而提高其设计应力,从而使边界面弹簧轻量化,同等截面相比可减轻重量30—40%左右。
2、总成簧片在承载时,除端部传力处接触和中部骑马螺栓夹紧部位接触外,无片间接触现象,从而减少摩擦,使动刚度大力降低,提高乘坐舒适性。
3、由于片间接触区大为减少,基本上消除了由于片间接触摩擦磨损引起的使弹簧片早期损坏的疲劳源的产生,从而提高了疲劳寿命。
4、在总成中间平直等厚度的弹簧片,同上下保护垫板之间和簧片之间,插入塑料片或软金属垫片,这样就消除了弹簧总成工作时在中间平直等厚度段片间的直接挤压、摩擦,从而提高寿命。
5、采用喷完处理,中心孔挤压工艺和防锈性能,较好地油漆,这样也提高了疲劳寿命。
(一)、变刚度弹簧刚度计算推导:
少片变刚度钢板计算:
简图如上所示(与单片为例)
tx=t1-(L2-x)(t1-t2)/L1…………………………<1>
I1=bt13/12…………………………….<2>
I2=bt23/12…………………………….<3>
Ix=btx3/12……………………………<4>
弹簧刚度:
由材料力学悬臂梁理论得到
自由刚度C
2/C=∫0L2-L1[x2/EI2]dx+∫L2L2-L1[X2/EIx]dx+∫LL2[x2/EI1]dx………………..<5>
夹紧刚度
2/C=∫0L2-L1[X2/EI2]dx+∫L2L2-L1[x2/EIX]dx+∫L2L-S/4[X/EI1]dX………………..<6>
以上刚度公式算出的是一片刚度值,如果有几片同样长,乘n即得出总称刚度。
对<5>式积分得:
2/C=[L2-L1]3/3EI2+V+[L3-L32]/3EI1]。
。
。
。
。
。
。
。
。
。
。
。
。
。
。
。
。
。
。
。
。
。
。
。
。
。
。
《7》
其中:
V=[12L31/Eb(t1-t2)3][m2(1/t12-1/t12)/2L12+2m(1/t2-1/t1)/L1+㏑t1/t2]…..<8>
式中m=L2t1-L2t2-L1t1
同理得:
2/C=(L2-L1)3/3EI2+V+[(L-S/4)3-L23]/3EI1
距端头x处的应力:
σx
σx=PX/W
抗弯断面系数
Wx=btx2/6
(二)、加强型锥形断面图5所示
锥形段位抛物线的变断面单片示意图
1、刚度计算公式
C=6EI/KL3
式中:
K=1+(1-λ1)3[1-2(1-ε1)3/2]+(1-λ2)3h
其中:
λ1=L1/Lλ2=L2/Lε1=(L2-L1)/[L-L1]
η=(t1/t2)3I=bt13/12
2、离根部X点处的应力计算公式
0≤X≤L1时σ=(6P/bt22)(L-X)2
L1≤X≤L2时σ=(6P/bt12)(L2-L1)=(6P/bt22)(L-L2)
L2≤X≤L时σ=(6P/bt12)(L-X)
B---片宽
3总成自由弧高H0的计算
H=H夹c+Qc/C+Δf+ΔH
式中:
H夹c:
装车夹紧后,满载总成弧高,一般由布置确定。
Qc:
满载每付弹簧的负荷C:
装车夹紧后的刚度
Δf:
总成刚性曲线成形变形量,一般参考同类型的实测值选定。
ΔH:
总成装在车桥上夹紧前、后弧高变化量,由于少片变截面弹簧在U型螺栓夹紧部位是平直段,故取ΔH=0
4总成自由半径的计算:
R0
①双卷耳结构:
R0=(L0-S/2)2/[2(δ0-r)]{1-(δ0-r)(δ0+5r)/[3(L0-s/2)2]}
式中:
δ0=H0+rr---卷耳孔半径
L:
总成第一片长度之半s/2:
中部平直段长度之半
自由总成第一片曲率示意图
②两端滑板结构的总成见下图
R0=[(L-s/2)2/2H]+H0/2
式中:
L:
作用弧长之半
自由总成第一片曲率示意图(两端滑板)
5单片自由曲率半径Rk,单片自由弧高hok的计算见图1图2
①:
1两端为卷耳结构总成
②两端为滑板的总图
EQ150前σ01=﹣29.42N/mm2
σ01=﹢29.42N/mm2
(三)环境影响评价的原则②装配成总成前、后,各单片的弧高变化量Δfok
在可行性研究时应进行安全预评价的建设项目有:
Δfok=Wkσok/(Lokcok/2)
环境敏感区,是指依法设立的各级各类自然、文化保护地,以及对建设项目的某类污染因子或者生态影响因子特别敏感的区域。
{最好满足各片预应力引起的的弯矩之代数和为零}
式中:
W可:
各片中部平直段抗弯断面系数
H01=H0
H02=H01+(t2-t1)+T
H0:
总成自由弧高
发现规划环境影响报告书质量存在重大问题的,审查时应当提出对环境影响报告书进行修改并重新审查的意见。
T:
片间衬垫厚度
Wk=bt2k2/6
σok:
各单片装配预应力
Cok:
各单片自由刚度
Lk:
各单片作用长度之半
③各单片的自由弧高HK
Hk=Hok+Δfok
(二)安全评价的基本原则④各单片的自由曲率半径Rk的计算
❶已知作用弦长为LOK-S/2上的弧高Hk时
Rk=(Lok-s/2)2/2Hk+Hk/2
环境影响的经济损益分析,也称环境影响的经济评价,即估算某一项目、规划或政策所引起的环境影响的经济价值,并将环境影响的经济价值纳入项目、规划或政策的经济费用效益分析中去,以判断这些环境影响对该项目:
规划或政策的可行性会产生多大的影响。
对负面的环境影响估算出的是环境费用,对正面的环境影响估算出的是环境效益。
❷已知弧长之半LK上弧高H时K
(三)环境影响评价的原则sinαk=2LH/(L2+H2)
L:
弦长之半H:
弧高
3.不同等级的环境影响评价要求
(1)生产力变动法
发现规划环境影响报告书质量存在重大问题的,审查时应当提出对环境影响报告书进行修改并重新审查的意见。
单片曲率示意图
α由Hk/2Lk值查专用表求出,以2LK为弧长H可为弧高的扇形,中心角:
2α
bR=2LK/2αK
⑤各单片标注注:
自由弧高hk(不计卷耳半径)(考虑中间平直段对hk的影响)
hk=RK{1-cos[(LK-s/2)57.29578/RK]}
式中:
Lk单片长度之半
⑥各单片标注弧高δk(计入卷耳半径)
δk=hk+r
其中r卷耳内孔半径
六、少片变截面弹簧特性,强化工艺简介
《一》锥形弹簧片中心孔强化工艺
1.中心孔圆角冲压工艺
所谓中心孔圆角冲压工艺,就是在应力集中孔的拉应力面冲出“R”形塑性变形的中心孔,和用钢球挤压塑性变形的中心孔,这样的目的是为了缓和中心孔的应力集中现象,从而提高疲劳寿命。
如果在拉应力面进行倒角加工后,再进行热处理,最后喷丸处理,也能达到上述目的弹簧中心孔如下进行。
二汽对55SiMnVB11×75单面双槽扁钢,加工中心孔德工艺方法,经过试验已经成功,钻孔—受拉应力表面锪孔—淬火—回火—受拉应力面喷丸为最后工艺流程。
《二》锥形弹簧片受拉应力表面采用应力喷丸。
目的:
使受拉应力表面产生足够大的残余压应力,在钢板弹簧工作时,弹簧片受拉应力表面的拉应力相应地减少,从而提高疲劳寿命。
喷丸处理除了在拉应力表明产生残余压应力外,且在喷丸表明产生0.25mm的硬化层,从而消除和改善簧片的表面缺陷也提高了疲劳寿命。
 升级会员
升级会员 