监理ABC三级明细质量控制要点表.docx
《监理ABC三级明细质量控制要点表.docx》由会员分享,可在线阅读,更多相关《监理ABC三级明细质量控制要点表.docx(49页珍藏版)》请在冰点文库上搜索。
监理ABC三级明细质量控制要点表
附表:
质量控制要点
A、B、C三级质量控制要点明细表
表一:
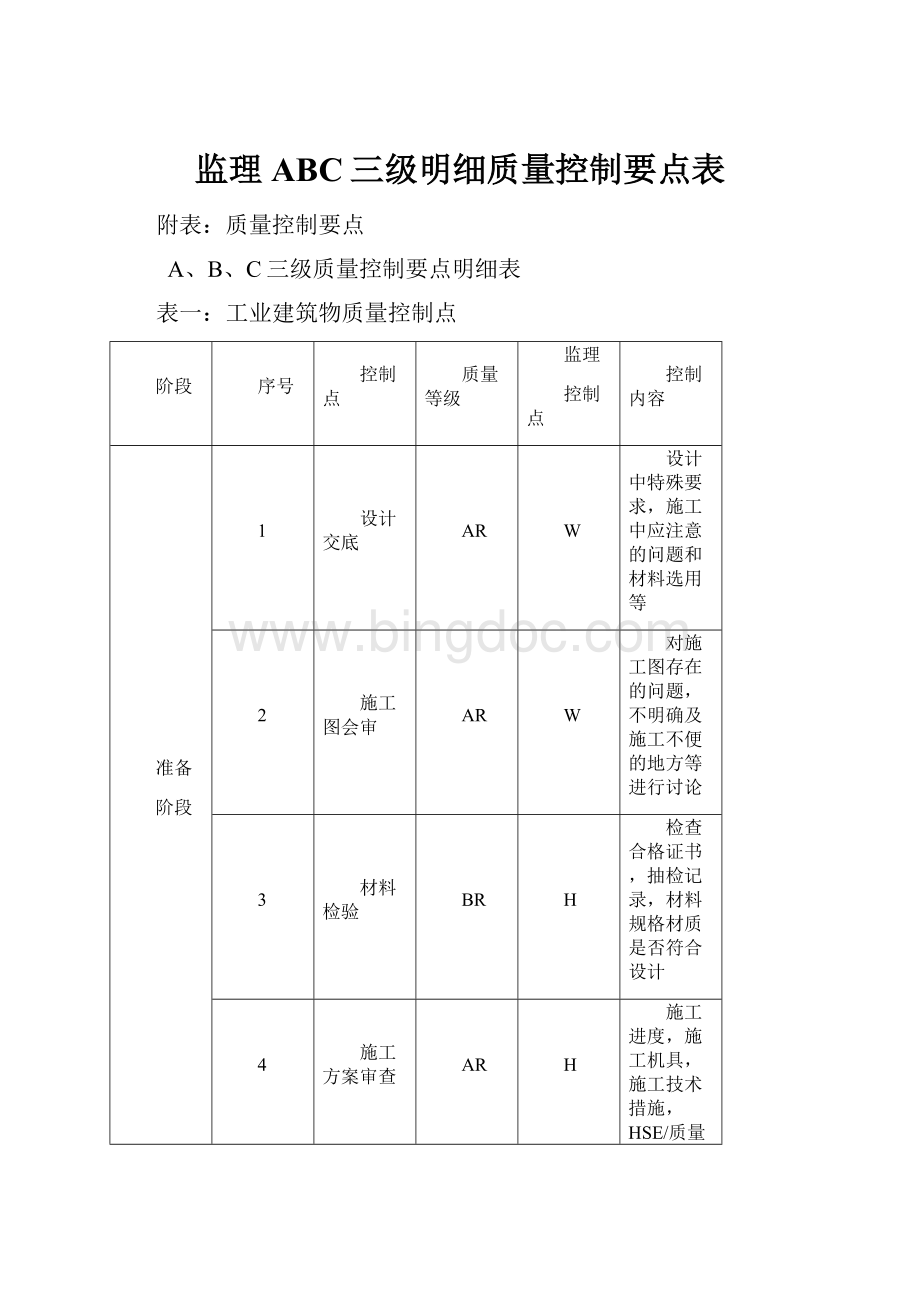
工业建筑物质量控制点
阶段
序号
控制点
质量等级
监理
控制点
控制内容
准备
阶段
1
设计交底
AR
W
设计中特殊要求,施工中应注意的问题和材料选用等
2
施工图会审
AR
W
对施工图存在的问题,不明确及施工不便的地方等进行讨论
3
材料检验
BR
H
检查合格证书,抽检记录,材料规格材质是否符合设计
4
施工方案审查
AR
H
施工进度,施工机具,施工技术措施,HSE/质量保证措施等
施工
阶段
5
桩基放线施工
AR
W
坐标,桩孔深度,土质,钢筋笼焊接,砼浇注
6
基础定位轴线标高测量
AR
H
检查坐标点
7
承台基础验槽
AR
W
承台标高,槽尺寸,桩头检查
8
承台垫层
AR
H
垫层厚度,水平,几何尺寸
9
钢筋捆扎,验收
AR
H
钢筋规格,间距,搭拉长度牢固程度
10
模板检查
AR
H
几何尺寸,缝隙,稳定性
11
浇灌砼
BR
W
配合比,埋件,浇灌令,隐蔽记录,振捣情况等
12
墙身砌砖
AR
H
坐标,轴线,标高,灰缝平竖直,灰浆饱满度,拉接筋设置,预留空等
13
重要构件荷载试验
AR
H
荷载试验报告
14
室内外装修
BR
H
楼,地的平整度,墙面的平整度,粘接强度,色调均匀
15
屋面防水
AR
W
基层处理,材料搭接长度,孔洞等的处理
16
钢铝门窗工程
AR
W
门窗出厂合格证,预埋件数量位置,关闭灵活,严密,牢固,填嵌饱满
交工
阶段
17
交工技术文件、竣工图
AR
W
交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格
表二:
设备基础质量控制点
阶段
序号
控制点
质量等级
监理
控制点
控制内容
准备
阶段
1
设计交底
AR
W
设计中特殊要求,施工中应注意的问题和材料选用等
2
施工图会审
AR
W
对施工图存在的问题,不明确及施工不便的地方等进行讨论
3
材料检验
BR
H
检查合格证书,抽检记录,材料规格材质是否符合设计
4
施工方案审查
AR
H
施工进度,施工机具,施工技术措施,质量保证措施等
安装
阶段
5
测量放线
BR
H
坐标,水准点测量成果
6
地基验槽
BR
H
地质与设计相符,几何尺寸
7
钢筋绑轧
AR
H
规格,数量,搭接牢固程度,钢筋间距
8
地脚螺栓固定
BR
H
数量,规格,方位,固定方式,稳定性,标高
9
支模板
AR
H
几何尺寸,缝隙,支撑的稳定性
10
浇灌砼
BR
W
配合比,地脚螺栓,浇灌令,隐蔽记录
11
基础外观检查
CR
S
有无麻面,蜂窝孔洞
工程
交接
12
基础交安装
BR
S
基础各项数据,坐标,标高,螺栓或孔间距尺寸,外观质量,安装单位复测验收
13
交工技术文件、竣工图
AR
W
交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格
表三:
钢结构预制安装质量控制点
阶段
序号
控制点
质量
类别
监理
控制点
控制内容
准
备
阶
段
1
设计交底
AR
W
设计中的特殊要求,施工中应注意的问题和材料选用等
2
施工图会审
AR
W
对施工图存在的问题,不明确及施工不便的地方等进行讨论
3
材料检验
CR
H
检查合格证书,抽检记录,材料规格材质是否符合设计
4
施工方案审查
BR
H
施工进度,施工机具,施工技术措施,质量保证措施等
安
装
阶
段
5
构件验收
B
S
孔距、孔径尺寸及误差,构件各部尺寸检查
6
基础验收
AR
W
坐标、轴线、标高、基准线,作交接记录
7
构件组对
B
S
轴线交点允差、整体尺寸允差、其它尺寸误差、焊接质量
8
垫铁检查
AR
H
垫铁组数、间距、搭接长度、每组块数
9
构件安装
BR
H
焊接技术要求、焊接质量检验标准
10
螺栓连接
C
S
磨擦面清理、高强螺栓终拧力距、螺栓连接、交付使用
11
现场油漆
C
S
颜色、层数、厚度、涂刷质量
12
基础灌浆
B
S
砂浆配比填充密实情况
交工
阶段
13
交工技术文件、竣工图
AR
W
交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格
表四:
容器、塔器安装质量控制点
阶段
序号
控制点
质量
类别
监理
控制点
控制内容
准备阶段
1
施工方案审查
BR
H
施工进度,施工机具,施工技术措施,质量保证措施等
2
设备检验
AR
W
型号、规格、出厂合格等,验收记录
3
基础验收
AR
H
坐标、标高、地脚螺栓位置,作交接记录
安
装
阶
段
4
耐压试验与气密试验
AR
H
检查各接口焊缝渗漏情况(根据实际情况确定是否进行)
5
设备吊装就位
B
S
水平度与垂直度、管口方位
6
设备水平度/垂直度检查
AR
H
检查卧式设备水平度、立式设备塔类设备垂直度符合规范要求
7
基础活动端垫板处理
B
S
检查滑板位置,涂上防锈油,检查设备长孔位置,移动量
8
基础灌浆
BR
H
灌浆前检查,作隐蔽记录,充填密实,处表面抹光
9
内件安装
CR
S
内件数量位置要求
10
内部情况检查封闭
AR
H
检查内件是否齐全正确,是否有杂物遗留
11
基础沉降观测(如需要)
CR
S
每次沉降观测均作记录
交工
阶段
12
交工技术文件、竣工图
AR
W
交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格
表五:
换热器质量控制点
阶段
序号
控制点
质量等级
监理
控制点
控制内容
准备
阶段
1
设备及材料交接检验
AR
W
型号,规格,出厂合格等
2
基础交接验收
BR
S
坐标,标高,地脚螺栓位置
安装
阶段
3
耐压试验与气密试验
AR
H
检查各接口焊缝渗漏情况(根据实际情况确定是否进行)
4
设备吊装就位找正
BR
H
位置度、水平度与垂直度,管口方位
5
二次灌浆
B
S
充填密实,外表面抹光
6
内件安装
BR
H
内件数量位置要求
7
内部情况检查封闭
AR
H
检查内件是否齐全正确,是否有杂物遗留
8
基础活动端垫板处理
B
S
检查滑板位置,涂上防锈油,检查设备长孔位置,留移动量、螺母锁紧
9
封闭前的检查
AR
H
检查内件是否齐全正确,是否有杂物遗留
10
基础沉降观测(如需要)
CR
S
每次沉降观测均作记录
交工
阶段
11
交工技术文件、竣工图
AR
W
交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格
表六:
储罐安装质量控制点
阶段
序号
控制点
质量等级
监理
控制点
控制内容
准备
阶段
1
设备及材料交接检验
AR
W
型号,规格,出厂合格等
2
基础交接验收
BR
S
坐标,标高,地脚螺栓位置
安装
阶段
3
耐压试验与气密试验
AR
H
检查各接口焊缝渗漏情况(根据实际情况确定是否进行)
4
设备吊装就位找正
BR
H
位置度、水平度与垂直度,管口方位
5
二次灌浆
B
S
充填密实,外表面抹光
6
内件安装
BR
H
内件数量位置要求
7
内部情况检查封闭
AR
H
检查内件是否齐全正确,是否有杂物遗留
8
基础活动端垫板处理
B
S
检查滑板位置,涂上防锈油,检查设备长孔位置,移动量
9
容器封闭前检查
AR
H
检查内件是否齐全正确,是否有杂物遗留
10
基础沉降观测(如需要)
CR
S
每次沉降观测均作记录
交工
阶段
11
交工技术文件、竣工图
AR
W
交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格
表七:
大型储罐制作、安装质量控制点
阶段
序号
控制点
质量等级
监理
控制点
控制内容
准备
阶段
1
施工方案审查
BR
H
施工进度,施工机具,施工技术措施,排版图,质量保证措施等
2
设备及材料交接检验
AR
W
型号,规格,出厂合格等
3
基础交接验收
BR
S
坐标,标高,地脚螺栓位置
安装
阶段
4
放样、下料,作标识
C
S
各种板下料后每块板的几何尺寸及坡口检测、按排版图作标识正确
5
组焊底板、焊缝检测
BR
H
几何尺寸、焊缝质量检测,真空试验
6
提升装置安装调试
C
S
按施工方案的提升装置受力计算书进行布设提升装置,调试提升工况
7
壁板、顶板组焊、质量检测
BR
H
罐顶、各带壁板的几何尺寸、焊缝质量检测
8
内件安装
BR
H
内件数量位置要求
9
盛水试验与气密试验
AR
H
检查各接口焊缝渗漏情况(根据实际情况确定是否进行)
10
浮船升降试验
BR
H
用水或压缩空气进行浮船升降试验(浮顶储罐)
11
内部情况检查封闭
AR
H
检查内件是否齐全正确,是否有杂物遗留
12
基础沉降观测(如需要)
CR
S
每次沉降观测均作记录
交工
阶段
13
交工技术文件、竣工图
AR
W
交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格
表八:
带搅拌器设备安装质量控制点
阶段
序号
控制点
质量
类别
监理
控制点
控制内容
准
备
阶
段
1
设备开箱检查
AR
W
安装箱单清点外观检查及资料清查,验收记录
2
施工方案审查
BR
H
吊装方法安装关键点的控制措施,质量保证措施等,并严格按出厂技术文件执行
3
基础验收
AR
H
中心位置、螺孔位置、标高等
安
装
阶
段
4
垫铁摆放
BR
H
垫铁组数、位置、间距、垫铁组
5
设备吊装
B
S
吊点选择
6
设备就位安装
B
S
设备就位、初步找正、地脚螺栓浇灌
7
设备找正
BR
H
设备外壳位置度、垂直度找正
8
搅拌器安装找正
BR
H
搅拌轴垂直度、联轴节对中、搅拌叶与筒体间隙的找正
9
基础灌浆或焊固
AR
H
灌浆前检查,作隐蔽记录,检查垫铁,如果安装框架上点焊接固定垫板
10
单机试运
AR
H
根据工艺和设备情况,装水试运,单机试运记录
交工
阶段
11
交工技术文件、竣工图
AR
W
交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格
表九:
泵,风机安装质量控制点
阶段
序号
控制点
质量
类别
监理
控制点
控制内容
准备阶段
1
设备及附件开箱检验
AR
W
型号、规格、出厂合格证及有关资料等作验收记录
施工方案审查
BR
H
吊装方法安装关键点的控制措施,质量保证措施等,并严格按出厂技术文件执行
2
基础检验验收
AR
H
坐标、标高、地脚螺栓孔位置等
安
装
阶
段
3
施工方案审查
BR
H
施工进度、施工机具、施工技术措施、质量保证措施等
4
基础处理
B
S
基础表面处理、垫铁找平、垫铁组数、每组块数、搭接长度、垫铁组间距
5
设备安装
CR
S
标高、进出口位置、坐标位置
6
设备拆卸清洗(按需要)
CR
S
清洗风干、对各部件进行检查
7
组装找平
BR
H
各部间隙、轴封的正确安装连轴接找正
8
基础灌浆或焊固
AR
H
灌浆前检查,作隐蔽记录,检查垫铁,如果安装框架上则焊接固定垫板
9
试车方案审查
BR
H
试车程序、步骤运行措施、检查部位、轴承温升、振动值要求
10
空负荷试车(电机)
AR
H
各部轴承温升、轴振动、起动电流等记录
11
负荷试车
AR
H
各部轴承温升、电机轴承温升、电流、出口压力、轴承、振动值等是否符合要求、运行记录检查
交工
阶段
12
交工技术文件、竣工图
AR
W
交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格
表十:
活塞式压缩机质量控制点
阶段
序号
控制点
质量
等级
监理
控制点
控制措施
准备
阶段
1
图纸会审、施工方案
AR
W
1、图纸进行专业会审,检查图纸中的错误、现场不符的情况以及专业交叉中有问题的地方2、审查施工方案中的施工方法是否符合现场实际,是否具有可行性;技术参数是否符合图纸和规范的要求
2
机组及附件接收
AR
W
1加强对机组的材料、零部件的入库检验、保管,对检查出机组部件有质量问题的,及时向有关部门反映,确保用于工程的材料质量符合设计及规范要求2对质量证明书、合格证及复证记录确认
3
基础交接、复查
BR
H
复测基础的外形尺寸、预留洞、预埋螺栓是否符合图纸要求,允许偏差是否符合规范和技术文件的要求。
安装
阶段
4
压缩机机身煤油试漏
B
S
检查轴承箱、压缩机缸体是否有裂纹、漏油现象
5
压缩机机身就位初找正
C
S
机身水平度、中体水平度、中心线
6
地脚螺栓灌浆前检查
AR
H
检查机组安装标高、中心线、水平度、地脚螺栓垂直度、垫铁层数、厚度符合要求(隐蔽工程记录)。
7
机身安装
AR
H
主轴及汽缸中心线与基础线重合,水平度,主轴瓦窩的同轴度。
8
压缩机主机安装
AR
H
检查机组各部分的装配质量,各部装配间隙应符合图纸和规范要求
9
主轴轴承及滑道安装
AR
H
曲柄轴轴台向前位置及向后位置摆动偏差,曲柄中心与滑动中心垂直无误
10
气缸组装
BR
H
气缸中心与滑道中心偏差
11
活塞杆及连杆检查
BR
H
磁粉探伤,活塞表面光洁度及硬度(质保证书中已有记录可免检)
12
压缩机活塞及活塞杆安装
BR
H
检查活塞环与环槽间隙,活塞环与气缸空隙,活塞环开口间隙,活塞前后死点间隙等
13
汽缸阀门检查
C
S
阀片及阀座表面光洁度,组装后灵敏性及泄漏检查
14
活塞杆跳动值检查
BR
H
前后移动检查水平及左右的活塞杆跳动值
15
轴承润滑系统
BR
H
管路内清扫、油箱清理、油泵试运达到正常要求,并进行自动起动
16
汽缸及填料润滑
BR
H
注油器油路检查油量调节
17
油系统冲洗
AR
H
检查循环油的清洁度符合要求
18
油系统整定
BR
H
检查油系统整定值符合技术文件要求,连锁正常,各供油点的油流量的分配满足要求
19
冷却系统
C
S
检查冷却水的温度、压力、流量符合要求
20
控制和保护系统
B
S
检查控制保护系统动作正常
试车阶段
21
盘车装置检查
C
S
检查盘车装置的连锁正常
22
空负荷试运转
AR
H
检查机组的运转声音、振动,轴承温度、油温、油压、冷却水温度、压力
23
系统吹扫
BR
H
检查机组段间管道、辅助设备的清洁度符合要求
24
负荷试运转
AR
H
机组带负荷后的运转声音、振动,轴承温度、油温、油压、冷却水温度、压力,连锁正常
交工
阶段
25
交工技术文件、竣工图
AR
W
交工技术文件数据准确、会签齐全、质量评定资料完善、初评合格
表十一:
离心式压缩机质量控制点
阶段
序号
控制点
质量等级
监理
控制点
控制内容
准备
阶段
1
设备开箱检验
AR
W
按装箱单清点外观检查及资料清查
2
施工方案审查
BR
H
审查施工方案中的施工方法是否符合现场实际,是否具有可行性;技术参数是否符合图纸和规范的要求
3
基础验收
CR
S
中心位置、螺孔或螺栓位置、标高等
安装
阶段
5
压缩机与汽轮机安装初找正
C
S
按技术文件找正轴向、径向水平度,联轴节同心度的规定偏差汽轮机与压缩机高差检查
6
基础螺栓灌浆
C
S
带锚板地脚螺栓灌浆:
用与基础高一标号的砂浆下封底、上封顶,之间用干沙充实。
7
压缩机与汽轮(或电机)精找正
AR
H
轴向、径向水平度,联轴节对中二次精找,猫爪及各处滑动键的间隙的调整
8
二次灌浆
BR
H
用高强度自流平灌浆料充实,应作隐蔽记录
9
压缩机管道安装
BR
H
管道对压缩机及汽轮机的配管,检查法兰端面间隙及同心度的偏差应符合无应力配管的要求
10
热力管道系统吹扫、复位
BR
H
检查辅助设备、汽轮机热力管道的清洁度符合要求后进行复位
11
润滑系统配管
C
S
焊缝内部清洁无焊渣,焊前清洗,焊后保护及(需要时进行酸洗)吹扫
12
润滑系统油冲洗运行
BR
H
达到技术文件要求
13
油系统整定
BR
H
检查油系统整定值符合技术文件要求,连锁正常,各供油点的油流量的分配满足要求
14
冷却系统
C
S
检查冷却水的温度、压力、流量符合要求
15
报警及联锁、保护系统调试
BR
H
低油位、高压差、低油压,备用泵自起动等,报警及联消灵敏可靠止推轴承调试
16
压缩机试车方案审查
BR
H
单机试车负荷试车步骤方法,检查部位安全措施(重大机组试车由生产编制)
17
汽轮机单机试车
AR
H
润滑油系统运行,汽轮超速保安试验
18
汽轮机与压缩机联合空运
AR
H
检查轴振动,轴承温度,止推轴承位移
19
工艺管道系统吹扫
BR
H
检查机组段间管道、辅助设备的清洁度符合要求
20
负荷试车
AR
H
轴承温度,轴振动,止推轴承位移,需要时做防喘振调试止推轴承位移
交工
阶段
21
交工技术文件、竣工图
AR
H
交工技术文件数据准确、会签齐全、质量评定资料完善、初评合格
表十二:
工艺管道安装施工控制点
阶段
序号
控制点
质量
类别
监理
控制点
控制内容
准
备
阶
段
1
设计交底
AR
W
设计中的特殊要求,施工中应注意的问题和材料选用等
2
施工图会审
AR
W
对施工图存在的问题,不明确及施工不便的地方提出来等进行讨论
3
材料检验和验收
AR
W
有无合格证,抽检结果是否符合设计要求
4
施工方案审查
BR
H
施工进度安排,施工机具,施工技术措施,质量保证措施、安全措施等
5
合格焊工登记
BR
H
合格焊工姓名编号、合格证书、项目审查备案
安
装
阶
段
6
配件及阀门检查
BR
H
管件尺寸抽查、焊接管件硬度抽查阀门强度及上密封口试漏、阀座密封试验等
7
焊工资格认定
AR
W
焊接钢种及焊接项目检查
8
管道加工及预制
C
S
弯管最小半径、壁厚减薄,管子椭圆变形、热力管道补偿预应力等
9
管道及管架安装
C
S
检查自由状况偏差,核对导向固定管托与弹簧支座情况
10
焊接工艺评定,工艺指导书
BR
W
焊接工艺、坡口质量、管口组对、焊缝外观检查、错边咬肉、孔板法兰内焊缝打磨等
11
焊缝无损探伤
BR
H
底片质量探伤报告、探伤比例
12
系统试验前检查
AR
H
仪表孔板、止回阀方向、排空点设置、系统是否完善等
13
强度试验与严密性试验
AR
H
试验压力、焊缝质量检查、泄漏检查
14
管线吹扫
AR
H
吹扫导线确定、吹扫介质、流速、孔板、文丘里管疏水器等拆除
15
系统气密试验
AR
H
确认试验压力、检所有静密封点、消除泄漏点、做泄漏量试验
16
静电接地(根据设计要求)
AR
S
检查接地电阻、法兰跨接电阻检查
交工
阶段
11
交工技术文件、竣工图
AR
W
交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格
表十三:
地下给排水铸铁管和砼管安装质量控制点
阶段
序号
控制点
质量等级
监理
控制点
控制内容
准备
阶段
1
设计交底
AR
W
设计中特殊要求,施工中应注意的问题和材料选用等
2
施工图会审
AR
W
对施工图存在的问题,不明确及施工不便的地方等进行讨论
3
材料检验
AR
W
检查合格证书,抽检记录,材料规格材质是否符合设计
4
施工方案审查
AR
H
施工进度,施工机具,施工技术措施,质量保证措施等
安装
阶段
5
验槽
AR
W
坐标标高,坡度,沟底密实平整程度
6
材料配件验收
BR
H
合格证书
7
承插管安装
BR
H
承插管位置,轴向间隙偏差,轴向倾斜,环向间隙等
8
接口检查
C
S
根据密封方式检查,养生时间,方法,浇水间隔时间,胶圈位置等
9
水压试验
AR
W
试验压力,接口情况,转向处支撑情况
10
隐蔽工程
AR
W
填写记录表,坐标,标高,接口,防腐,配件材质,尺寸
11
回填土夯实
BR
H
分层进行,回填土质检查
交工
阶段
12
交工技术文件、竣工图
AR
W
交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格
表十四:
地下给排水钢管安装质量控制点
阶段
序号
控制点
质量等级
监理
控制点
控制内容
准备
阶段
1
设计交底
AR
W
设计中特殊要求、施工中应注意的问题和材料选用等
2
施工图会审
AR
W
对施工图存在的问题和不清楚的表示及施工不便的地方提出来进行讨论
3
材料检验和验收
AR
W
有无合格证、钢管焊缝检验及射线探伤抽检结果是否符合设计要求
4
施工方案审查
AR
W
施工进度安排、施工机具、施工技术措施、质量保证措施、安全措施等
5
合格焊工登记
AR
W
合格焊工姓名编号、合格证书、项目审查备案
安装
阶段
6
验槽
AR
W
坐标、标高、几何尺寸、底层土质是否符合设计要求
7
分段防腐
BR
H
方案、防腐要求、防腐级别、厚度
8
管道安装
AR
W
对防腐层保护措施、管线标高、坡度、支管坐标、管道坡口打磨、对口的错边量检查
9
管道焊接
AR
H
检查焊工项目、焊肉高度、咬边情况、射线探伤情况
10
系统试压
AR
W
试压标准、要求、焊缝渗漏情况
11
局部防腐
BR
H
管表面除锈、防腐交错搭接
12
复测管线坐标标高
BR
 升级会员
升级会员 