什么是水辅助注射成型技术.docx
《什么是水辅助注射成型技术.docx》由会员分享,可在线阅读,更多相关《什么是水辅助注射成型技术.docx(20页珍藏版)》请在冰点文库上搜索。
什么是水辅助注射成型技术
什么是水辅助注射成型技术?
收藏
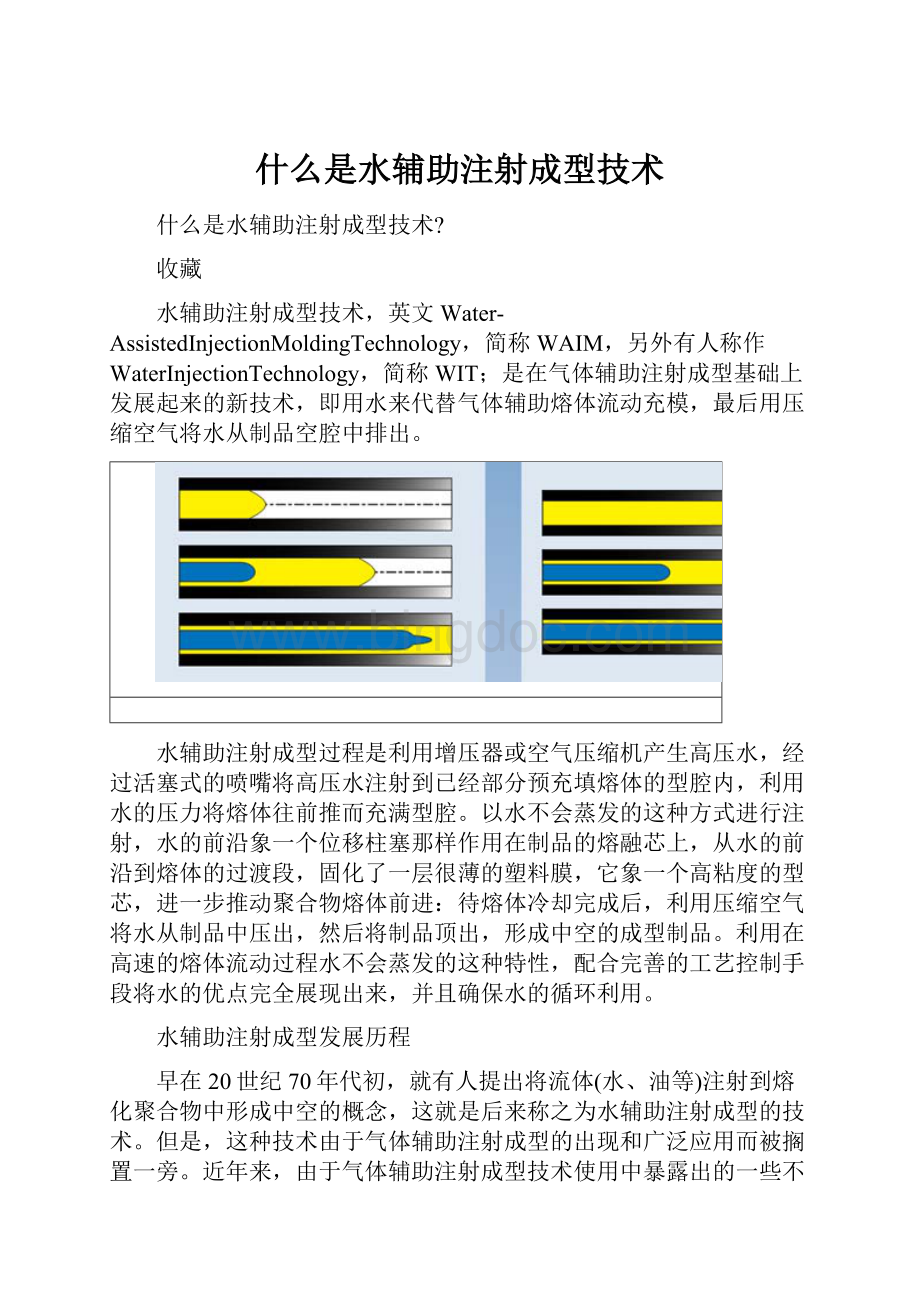
水辅助注射成型技术,英文Water-AssistedInjectionMoldingTechnology,简称WAIM,另外有人称作WaterInjectionTechnology,简称WIT;是在气体辅助注射成型基础上发展起来的新技术,即用水来代替气体辅助熔体流动充模,最后用压缩空气将水从制品空腔中排出。
水辅助注射成型过程是利用增压器或空气压缩机产生高压水,经过活塞式的喷嘴将高压水注射到已经部分预充填熔体的型腔内,利用水的压力将熔体往前推而充满型腔。
以水不会蒸发的这种方式进行注射,水的前沿象一个位移柱塞那样作用在制品的熔融芯上,从水的前沿到熔体的过渡段,固化了一层很薄的塑料膜,它象一个高粘度的型芯,进一步推动聚合物熔体前进:
待熔体冷却完成后,利用压缩空气将水从制品中压出,然后将制品顶出,形成中空的成型制品。
利用在高速的熔体流动过程水不会蒸发的这种特性,配合完善的工艺控制手段将水的优点完全展现出来,并且确保水的循环利用。
水辅助注射成型发展历程
早在20世纪70年代初,就有人提出将流体(水、油等)注射到熔化聚合物中形成中空的概念,这就是后来称之为水辅助注射成型的技术。
但是,这种技术由于气体辅助注射成型的出现和广泛应用而被搁置一旁。
近年来,由于气体辅助注射成型技术使用中暴露出的一些不足,人们又转而对水辅助注射成型技术的研究工作发生兴趣。
目前这一技术的研发工作进步很大,并己得到商用。
据有关资料介绍水辅助注射成型技术的首次商业应用是德国Herford的SuloGmbH公司制造的全塑购物车。
这个项目开始于1998年,它用到了舒尔曼(Schulman)公司的PP材料和PME(ProjectManagementEngineering)公司水辅助注射成型技术,来成型一个有三条直径为20—60mm,长为800—1500mm水道的制品。
这个PP材料的购物车原来用气体辅助注射成型周期需要280s,而用水辅助注射成型只要68秒。
此外,在欧洲有许多国家的公司企业和研究机构也开展了有关水辅助注射成型技术的研发工作,如奥地利的Engel公司、Battenfeld公司,德国的Ferromatik公司,以及著名的德国亚琛(Aachen)理工大学的塑料加工学院(InstitutFurKunststoffVerarbeitung,简称IKV)等。
在缩短成型周期和改进工艺方法方面取得了一些成绩,并应用到实际生产。
2001年在德国Dusseldorf举行的K2001展览会上,水辅助注射成型技术引起不小的轰动。
在IKV,一种由两种材料构成的球拍被制作出来。
这是—个三次注射工艺:
两种材料和水。
水的流动分割出球拍的框架,第一次注射是用含20%玻璃纤维的PP材料成型手柄和框架,第二次注射是用来成型没有填充物的伴材料的网,第三次注射是用来向框架内注水。
不可压缩的水在PP注射生成网时,对中空的框架起支撑作用。
德国的PME公司分别用气体和水辅助注射成型技术制造出材料为玻璃纤维填充尼龙的细管,内径6-8mm,而用前者制造的制品壁厚是后者制造的2-3倍。
在2001年,PME公司有12个水辅助注射成型系统实现商业化运行。
PME公司还在为德国宝马汽车公司做一种尝试,试图把汽车上各种管路的生产由气体辅助注射成型转换成水辅助注射成型。
汽车进气管的气辅注射(GAIM)与水辅助注射(WIT)比较 来源:
IKV 亚琛大学
相对于气体辅助注射成型技术(GAIM),水辅助注射成型技术(WIT)有诸多优点:
水辅助注射成型技术(WIT)由于其优越性,目前已经引起了越来越多的重视,一些商业化的应用也逐渐在欧美等发达国家开始采用,但尚有许多技术问题需进一步的研究与完善。
相信这一新的成型技术不久将在塑料成型加工领域得到广泛的应用。
∙注塑周期更快;
∙经济性更好;
∙制品的壁厚更薄
∙可以结构设计更复杂
水辅助注射成型(WIT)技术的技术特点与问题
收藏
水辅助注射技术与气体辅助注射成型技术相比较,其根本差别在于二者使用的辅助成型介质不同:
一种是液态的水,另一种是气态的氮气。
不是不可压缩的,而氮气可以;水不但粘度高于气体,而且水的热导率是氮气的40倍,其热容量也是气体的4倍,非常有利于制品冷却。
由于水的流体特性,使水辅助注射成型具有如下优势:
水和氮气流体性能的对比表来源:
IKV,亚琛大学
氮气Nitrogen1bar,20°C
水Water1bar,20°C
对比比例Factor
导热系数,ThermalConductivity,λ
0.0143
0.604
>40
比热容,Specificheatcapacitycp[J/kgK]
1038
4182
>4
1)缩短冷却循环周期
水辅助注射成型带来的一大优点就是直接冷却制品的内部。
水辅助注射成型(WIT)是将一定温度(10-80℃)的高压(30MPa)水注入型腔内熔体的芯部,因此水可直接从制品壁厚的芯部对制品进行冷却,而且冷却是随着制品形状由内到外均匀作用的,冷却充分,效果好,因此可大大缩短制品冷却时间,相应缩短了成型周期。
据研究表明,冷却时间能被减少到气体辅助注射成型的25%,甚至更低。
如成型直径为小于10mm、壁厚为1.0-1.5mm的制品,气体辅助成型时间为60秒,而水辅成型时间只需60秒。
用气辅助和水辅注塑的直径为10mm管状制品,脱模时制品表面温度对比图 来源:
Battenfeld
2)制品表面无缩痕,外表更光滑
水辅助成型中使用的是高达近30MPa的高压水,熔体在这个压力作用下紧贴型腔壁流动并冷却固化,制品的整个注射保压与冷却定型过程始终爱到来自制品芯部的水压力的作用。
制品密度高,冷却均匀,收缩一致,表面平整无缩痕,没有翘曲与扭曲变形,外观质量好。
3)可成型内表面光滑的制品
由于水辅助成型所用的水温远低于熔体温度,因此注入型腔的水与高温熔体接触界面会因熔体温度降低而立即形成一层光滑的高粘度固化膜,但水不会穿透固化膜进入壁厚,同时水流前锋面的熔体在水压力作用下向前推移使更多的熔体向前移动,从而获得壁厚较薄且内表表面光滑的制品。
其次因为水的粘度高于气体,并且由于熔体固化膜的阻隔作用,使水不会象气体那样容易渗入到熔体内,因此可获得内表面光滑的制品。
而气体则容易与聚合物混合并渗透到制内表面,当气体再次渗出时,在制品的内表面会产生气泡或形成空隙致使制品内表面精糙。
4)减小壁厚,使壁厚更加均匀,使厚壁产品容易设计与挤出,并节省材料
注入高压水,交界面所形成的固化膜在水压力作用下向外均匀施压,使尚未凝固的制品壁因受压而变薄,因此可成型比气体辅助成型所能达到的壁厚更薄的制品。
因而节省材料,减轻制品重量,降低成本。
研究表明,水辅助注射成型可节省材料30-40%。
气体辅助成型在用于直径较大的制品成型时,因为气体的压力有限及可压缩性,其壁厚较大,而且易造成制品内表面产生气泡、当成型直径超过40mm的制品时,气道形成后,因壁厚较大,气体冷却作用微弱,易造成壁厚不均,而水辅成型具有高于气体的水压力及快速冷却的作用,何使壁厚而均匀。
气车进气管 直径60mm材料PP 来源:
IKV,Aachen
5)水介质易于控制与获得且可重复利用,节省注塑成本
水辅助成型方法中,水的温度、压力、流量等易于准确控制,有利于保证成型制品的质量。
同时水的来源比气体辅助成型用的氮气方便易得。
制品中排出的水可回流到供水系统循环使用,因此可以降低生产成本。
6)增加排水工序
水辅助成型的制品冷却固化后,需排空排净制品芯部的水,然后脱模。
目前有两种方法:
一是靠水的自重排空;二是借助外界压缩空气的压力将水排出。
后者排水干净发,但需增加供气装置。
水辅助注射成型(WIT)技术的关键问题
目前,水辅助注射成型(WIT)技术还是一项新兴的技术,其成型工艺条件还不是很完善。
下面是水辅助注射成型(WIT)技术一些关键问题。
1)如何确定合适的水温、水压、流速以及在熔体内部流动的水对物料结晶化的淬火和制品性能的影响。
2)在注水前,注射压力和工艺方法在各个方面都是不变的,这就是怎么样注水和在哪注水的问题以及怎样将水排出去,用什么相关的设备和控制技术来完成等问题。
其他问题集中在注水孔和阀门的设计以及模具的调整方向。
此外,水的密封问题是关系到水辅成型技术能否获得广泛应用的关键,一旦发生水的泄漏或喷射到模具上,会影响制品的成型质量,因此,应用可靠的密封或防漏措施。
3)水辅助注射成型(WIT)技术适应性的研究。
需要利用各种不同高分子材料(含玻璃纤维和不含玻璃纤维以及其他微纳米添加剂等)对其工艺特性、结构特性、质量(力学性能、表面质量等)的基础研究、控制系统进行系统性的研究,以获得必要技术资料。
所以水辅助注射成型可以在更短的成型周期下,减少制品壁厚及减少残留的壁厚,对于大件且较薄的制品可使用较均匀而且较低的压力即可成型。
适于成型诸如管状的零件、汽车油管和其他流体系统、把手、行李架、汽车上的仪表盘、缓冲器、门把手、离合器以及驾驶杆支持架,其他的产品包括婴儿的学步器、厨房器具的把手、办公家具、户外活动设备、托架等器具。
水辅助注射成型技术(WIT)设备系统组成
收藏
正在商业化的水辅注射成型系统通常含有独立的带有压力、温度、流速控制的水输送器,以便在加工中对水阀和气阀进行控制。
很多系统还设有水过滤器和专门的水注射喷嘴或喷头,一些设备执行双重作用,使水进入和流出模具。
不同的设备的最大流速和水压有所不同,多速设备则需要一个从注射装置传来的信号来触发循环开始。
由于水辅助注射技术发展的时间不长,许多多技术都在进一步开发当中,以下我们以巴顿菲尔(Battenfeld)的AQUAMOULD®水辅助注射系统为例说明:
Aquamould®水辅助注射成型技术(WIT)原理
Aquamould®水辅助注射成型技术(WIT)可采用工艺方法
∙短射(欠量注射)法Short-shotprocess
∙回流注射法 Backtoscrewprocess
∙溢流注射法Overflowprocess
Aquamould®水辅助注射成型示意图
Aquamould®水的排出
Aquamould®水辅助注射成型技术(WIT)怎样排除水分?
∙ 通过重力作用
∙ 在模腔的远端通过压缩空气吹出
∙ 通过注水喷嘴注入压缩空气
∙ 通过抽真空
1)精密注塑机
水辅助注射成型(WIT)技术与气体辅助注射成型(GAIM)一样,要求在注射成型设备的基础上增加一套气辅装置。
水辅助注射成型(WIT)通过精确控制注入型腔的预注射量来控制制品的重量、中空率及水道的形状,所以对注塑机的注射量和注射压力控制精度要求较高。
通常注射量精度误差应在±0.5%以内,注射压力波动相对稳定,控制系统能和气体控制单元匹配。
因此,要采用注射量和注射压力控制精度较高的精密注塑机。
由于水辅助注射成型(WIT)可以与其他的注塑工艺进行组合,选择注塑机时,可选择与其组合技术合相适应注塑设备。
2)水压发生器WaterPressureGeneratingMocules
主要作用产生高达近30MPa的高压水,熔体在这个压力作用下紧贴型腔壁流动并冷却固化,制品的整个注射保压与冷却定型过程始终受到来自制品芯部的水压力的作用。
Aquamould®WE系列水压发生器
∙产生水流可高达w:
>1l/s
∙•一个水压注水单元可以同时供应两部注塑机
Aquamould®WE100水压发生器
3)移动控制单元
操作界面与气辅助的气体压力控制单元一样,主要包括信号控制系统(即触发器,包括位移触发器和电子触发器两种)和压力控制系统(水压力控制器)。
信号控制系统的主要功能是接收注塑机射胶结束的信号以控制延迟时间,然后将此信号反馈给压力器。
压力控制器接收到信号控制系统的信号后,根据设定值便可精确控制各个水压力段的压力和时间。
Aquamould®MobilecontrolcabinetUnilogB4AC
4)水压力控制单元,Aquamould®压力控制元有如下特点
∙精确控制水压力的生成
∙防漏阀门
∙仅通过电动增压
∙ 结构紧凑
∙可以安装在靠近模腔的位置
5)注水喷嘴 WaterInjectionNozzles
注水喷组成结构图
注水喷嘴安装到模腔的示意图
通过注水喷嘴将水高压水注入到模腔中,由于水辅助注射成型的特性,注水喷嘴要求:
∙尺寸要小
∙注水时直径可以扩充到很大
∙阀门的开闭灵活
∙防漏水
∙易安装
水辅助注射成型(WIT)技术的应用
收藏
水辅助注射成型(WIT)技术的应用范围与气辅助成型技术基本一致,但它可成型具有更大更长的内部空间的或更小壁厚以及内表面光滑的制品。
即适用于小型制品的成型,也适用于大型制品的应用。
长中空管 长度:
3.000mm
材料:
PS
来源:
IKVAachenAquamould®
多组件输送管
材料:
ABS
壁厚:
2-20mm
厚壁管:
材料TPE Aquamould®水辅成型
1)复杂形状的管状制品
这类制品用水辅助注射成型(WIT)技术可获得较小的壁厚和更大的截面空间,节省材料,缩短成型周期,如各种手柄、家具腿、扶手、门把手和汽车上的冷却管路等。
∙儿童三轮车前把手与前叉
儿童三轮自行车的把手与前叉Threewheelbikeforkids:
Handle-barandfork,PP 来源:
Battenfeld
∙汽车座椅调节手柄装置
汽车座椅调节手柄装置 材料:
PA6GF30, 来源:
Aquamould
2)壁厚不均的的复杂结构制品
这类制品的厚壁部分利用水辅助注射成型(WIT)技术,可以避免传统注塑成型工艺中因收缩不均而引起翘曲、扭曲及表面缩痕等缺陷,从而获得表面整光滑的制品中,提高了制品设计的灵活性和自由度。
∙带软手柄的球拍(水辅助成型及多组分注塑技术)
球拍中空框架由Aquamould®水辅助成型,材料PP,一级
中间部分,材料:
PP,二级
∙复杂制品,传质联接件
传质联接件,表层材料PA66,30%GF
中空部分:
材料 PP20%GF,通过Aquamould水辅成型
来源:
A.Schulmann
3)厚壁制品
对壁厚或直径较大的制品,用水辅助注射成型(WIT)技术可获得较小的壁厚和合理的结构刚度,大大减小制品的重量,节省材料。
同时降低了成型制对注塑机的要求。
∙汽车离合器、刹车器及油门踏脚板(汽车轻量化;减少成本,缩短注塑周期和生产成本;减少生产工序;改进了塑料回收性)
水辅注塑成型汽车踏脚板(左图第三个为嵌件成型;其余都为采用Aquamould®水辅注射;材料:
PA6GF30GF30)
水辅助注射成型(WIT)技术的发展趋势是:
减少介质导管生产时的冷却时间;生产直径较大的制品;生产残留壁厚较小的制品。
水辅助注射成型(WIT)的现有技术与供应商
收藏
商业水辅注射系统通常含有独立的带有压力、温度和流量控制器的水输送器,用来在加工中对水阀和气阀进行控制。
很多系统还包含过虑装置和专门的水注射喷嘴或喷头,一些设备还能具有双重功能,将水注入模具和将水排出模具。
不同设备的最大流速和水压有所不同,多数设备则需要一个从注射装置传来的信号来触发循环的开始。
下面主要全球比较已经商业化的水辅助注射技术和设备的提供商:
•IKV水辅助注射装置
水辅助注射成型可通过注射活塞、蓄压器或液体泵进行。
IKV的试验设备是与Herogenrath的FinderAnlagebau设备制造公司合作研制的,设计目标为制造费用低及组合式结构。
按零件尺寸大小,可进行连接多达三液压泵,水由一台温度可控的水蓄压器供应。
大多数的气体注射器不适合用于水注射,有些专家认为问题是在气体出口孔的几何形状及尺寸或出口方向上有差别。
某些确定类型的注射器可在修改后用于水辅助注射。
按照功能单一、经济、无泄漏和易于安装的原则,人们正在研制各式各样的水注射器。
•AllianceGasSystems
Alliance气体系统公司提供使用HMP-3多流体全电动注塑机,它既能注射水也能注射气体。
该公司的研究人员称,清除水最快的方法是用气体。
喷头也同时用来将水反吸出去。
气和水并用装置使用16-21℃的水循环,虽然常用压力为1000至3000psi,此系统水压能力可高达5000psi(折合340大气压)。
•巴顿菲尔Aquamold®(Battenfeld’sAquamoldsystem)
Battenfeld公司的系统是从Airmould气辅系统派生出来的(见右图)。
其便携式单元有一个触摸式屏幕控制面板,可以由注塑机上的UnilogB4控制系统来进行控制。
带有标准组件的设备可提供不同规格的压力发生器,可以产生30MPa的水压力和60L/秒的流速。
水可以在同一个口注入和排除。
水也可以由从另一个注气单元注入的气体排除。
一个压力单元可以供几个注射机同时使用。
•新普雷斯气辅注塑公司(CinpresGasInjection)
Cinpres气体注射公司现在提供一个由德国的Facto公司开发的水辅注射系统。
他们正在开发他们自己的系统,但是细节还不得而知。
、
•恩格尔Watermelt®(Engel’sWatermelt)
Engel公司的Watermelt®系统采用水在制品内部流通的方式,这种新可移动的水注射装置能产生20MPa水压、最大流量可达36L/分种。
•米拉克龙FerromatikMilacron
FerromatikMilacron公司提供回推和溢流两种方式水辅助注射成型设备。
他们基于AirpressIII的Aquapress系统提供4350psi水压。
这个公司研究14500psi水压的好处。
•Maximator’sWID-Techniksystem
Maximator公司的WID是基于GID气辅系统开发出来的。
水压系统提供每分钟23升的流量、压力高达7250psi。
水压可以分10个档调整。
他们提供弹簧预压喷嘴,这种喷嘴由液压开启而由弹簧力关闭(据说现有设计是在一个初始型号基础上改进来的,那个初始型号不能稳定地关闭阀门)。
•PME
PME为注水和水循环模温控制系统设计了一个触摸屏幕电脑控制器。
它也控制热流道。
他们还有18种不同设计的水喷嘴(见右图)。
标准的27/210系统能提供24MPai水压、每分钟27升流量,而130/150型号5000psi水压、每分钟130升流量。
水辅注射系统的电力单元同时控制水和气体的输送。
•华南理工大学工业装备与控制工程学院
塑料橡胶装备及智能化研究中心的邓志武和黄汉雄等人自主研发了一套水辅助注塑设备以及一款经过大量实验得到的新型喷嘴,并通过单因素实验法研究了短射法成型聚丙烯弯管时工艺参数对制品水穿透长度和沿水道的残留壁厚的影响。
水辅注射成型(WIT)材料的选择
收藏
BASF、DuPont、Lanxess、Rhodia和A.Schulman公司都研发出适合水辅注射的尼龙材料。
这些塑料结晶减慢从而减少过早激冷、水穿透和水指缺陷。
这些材料都是为汽车内部用途开发的,可以替换管、金属线槽、和液体传输件。
所有这些材料都加有填充剂或改良剂提高耐湿性。
有消息说其中一个目的就是防止因吸湿而引起玻璃纤维偶合剂的失效。
一些新的水辅注射材料是尼龙6和尼龙66。
后者对含二醇冷却液具有更好的耐用程度。
∙BASF提供2种适合水辅注射的境强尼龙。
UltramidA3WGM53由25%玻璃纤维和15%矿质填料构成的尼龙66,在高温油的环境下有很高的稳定性。
BASF也在测试由15%玻璃纤维和25%矿质填料构成的尼龙6材料UltramidB3GM35,用于非流体应用环境如门把手。
他们也尝试了用含40%玻璃纤维的尼龙6材料进行水辅注射家具。
BASF德国工艺技术营销经理RainerKlenz透露,与此同时,公司正在继续用未强化乙缩醛和ABS。
也用多种标准材料制造门把手和雨刷臂,如含30%玻璃纤维的UltradurPBT。
使用PME的Fluidtec系统在一个样件内水辅注射出1.2米(4英尺)长水通道。
空腔内表面均匀、平滑,制品件没有沉降痕。
即使PBT对水非常敏感,机械性能没有受到影响。
BASF最近在新泽西州的新实验室安装了一套Cinpres水辅注射系统。
它也在评估TiK水辅注射技术并且用PME的Fluidtec水辅注射系统来开发注水喷嘴。
∙DuPont(杜邦)工程塑料公司已经开发出2种水辅注射尼龙66材料,一种耐吸湿、另一种耐高温油。
杜邦中欧汽车市场经理KlausBender解释说,含有30%玻璃纤维的新型ZytelFE270046BK267材料用于与水接触的环境,而ZytelFE270038BK267应用于热油用途。
这2种材料具有优化的流动性、很好的表面质量、刚性、低翘曲、耐热、耐润滑剂的优点。
∙由Bayer分化出来的朗盛公司Lanxess公司现在有6种用于水辅注射的尼龙材料
前2个是DurethanBKV30G(30%玻璃纤维的尼龙6)和DurethanDP2-2224/30(含有10%玻璃纤维、20%矿质填料的尼龙66)。
紧随其后的是热稳定系列:
DP2224/30H2.0和DurethanBKV130GITH2.0(此材料也适合低温)。
也有热稳定含30%玻璃纤维的尼龙66(DurethanAKV30GITH2.0)和一个正在试验中的比别的水附注射牌号都更耐吸湿的含30%玻璃纤维尼龙66(TP424-006)。
此材料是为极端高压发动机冷却应用而开发的。
该公司声称含有30%玻璃纤维和矿质的DP22224/30(图中下面的样品)能制造出比一般含有30%玻璃纤维的尼龙66(图中上面的样品)更平滑的内表面。
∙Rhodia工程塑料公司开发出2种水辅注射新型含有30%玻璃纤维的尼龙66
TechnylA338Wit1V30在266华氏度和每平方英寸34.8磅压力的水与冷却液混合物中通过了1000小时测试后,与他们自己的气辅注射牌号相比,它仍然保留同样好的抗拉强度和高出80%的冲击强度。
然而TechnylA338Wit2V30又高出15%的抗拉强度和两倍的冲击强度。
另外,Rhodia声称他们的4种高流动性牌号TechnylStar系列尼龙6可以用于水辅注射,与标准的尼龙6相比具有更好的填料润湿性、更短注射周期时间、更低熔点、并且不产生沉降痕。
同时,熔融塑料的工艺范围更宽。
S218V35、S218L1V30、SX218L1V50、和S218MT40牌号可以用来制造诸如门把手、棚杆和前端的中空零件。
∙一个新颖的进展是A.Schulman开发出用于水辅注射工艺双料注射的能够互融的改性尼龙66和聚丙烯。
据报道,这两种材料用于一个欧洲柴油发动机的冷却液管路,内层为聚丙烯而确保表面光滑和耐吸湿性,而外层为30%玻璃纤维强化的尼龙66好确保刚
 升级会员
升级会员 