焦炉加热煤气管道制造方案.docx
《焦炉加热煤气管道制造方案.docx》由会员分享,可在线阅读,更多相关《焦炉加热煤气管道制造方案.docx(14页珍藏版)》请在冰点文库上搜索。
焦炉加热煤气管道制造方案
焦炉加热煤气管道及附件制作方案
单位:
编制:
审核:
批准:
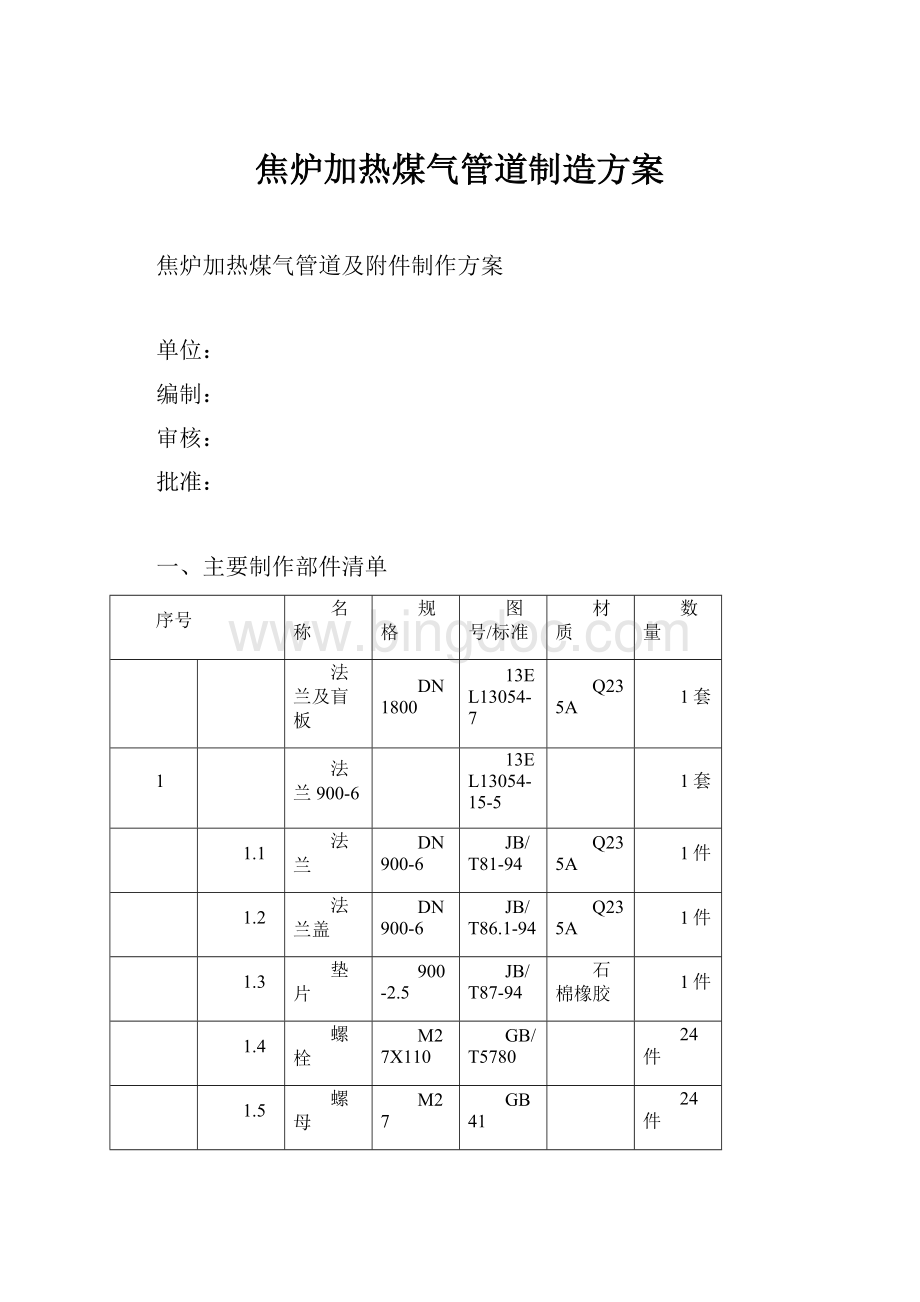
一、主要制作部件清单
序号
名称
规格
图号/标准
材质
数量
法兰及盲板
DN1800
13EL13054-7
Q235A
1套
1
法兰900-6
13EL13054-15-5
1套
1.1
法兰
DN900-6
JB/T81-94
Q235A
1件
1.2
法兰盖
DN900-6
JB/T86.1-94
Q235A
1件
1.3
垫片
900-2.5
JB/T87-94
石棉橡胶
1件
1.4
螺栓
M27X110
GB/T5780
24件
1.5
螺母
M27
GB41
24件
1.6
垫圈
30
GB/T97.1
24件
2
法兰100-16
13EL13054-31-3.6
2件
2.1
法兰
DN100-16
JB/T81-94
Q235A
2件
3
法兰50-16
13EL13054-11-8
2套
3.1
法兰
DN50-16
JB/T81-94
Q235A
2件
3.2
法兰盖
DN50-16
JB/T86.1-94
Q235A
2件
3.3
垫片
50-16
JB/T87-94
石棉橡胶
2件
3.4
螺栓
M16X60
GB/T5780
8件
3.5
螺母
M16
GB41
8件
3.6
垫圈
16
GB/T95
8件
4
法兰25-16
13EL13054-11-14
4套
4.1
法兰
DN25-16
JB/T81-94
Q235A
4件
4.2
法兰盖
DN25-16
JB/T86.1-94
Q235A
4件
4.3
垫片
25-16
JB/T87-94
石棉橡胶
4件
4.4
螺栓
M12X60
GB/T5780
16件
4.5
螺母
M12
GB41
16件
4.6
垫圈
12
GB/T95
16件
5
法兰50-16
13EL13054-31/32
40套
5.1
法兰
DN50-10
JB/T81-94
0Cr19Ni9
40件
5.2
法兰盖
DN50-10
JB/T86.1-94
0Cr19Ni9
40件
5.3
垫片
50-16
JB/T87-94
石棉橡胶
50件
5.4
螺栓
M16X80
GB/T5780
160件
5.5
螺母
M16
GB41
160件
5.6
垫圈
16
GB/T95
160件
6
法兰600-6
13EL13054-7-13
4件
6.1
法兰
DN600-6
JB/T81-94系列2
10
4件
7
法兰100-16
13EL13054-7/15
2件
7.1
法兰
DN100-16
JB/T81-94
10
2件
8
法兰50-10
13EL13054-7/15
4件
8.1
法兰
DN50-10
JB/T81-94
10
4件
9
法兰50-16
13EL13054-7/15
2套
9.1
法兰
DN50-16
JB/T81-94
10
2件
9.2
法兰盖
DN50-16
JB/T86.1-94
10
2件
9.3
垫片
50-16
JB/T87-94
石棉橡胶
2件
9.4
螺栓
M16X60
GB/T5780
8件
9.5
螺母
M16
GB41
8件
9.6
垫圈
16
GB/T95
8件
10
法兰25-16
13EL13054-7-26
1套
10.1
法兰
DN25-16
JB/T81-94
10
1件
10.2
法兰盖
DN25-16
JB/T86.1-94
10
1件
10.3
垫片
25-16
JB/T87-94
石棉橡胶
1件
10.4
螺栓
M12X65
GB/T5780
4件
10.5
螺母
M12
GB41
4件
10.6
垫圈
12
GB/T95
4件
11
法兰25-16
13EL13054-15-17
1件
11.1
法兰
DN25-16
JB/T81-94
10
1件
12
法兰25-16
13EL13054-9-9
4套
12.1
法兰
DN25-16
JB/T81-94
Q235A
4件
12.2
法兰盖
DN25-16
JB/T86.1-94
Q235A
4件
12.3
垫片
25-16
JB/T87-94
石棉橡胶
4件
12.4
螺栓
M12X65
GB/T5780
16件
12.5
螺母
M12
GB41
16件
12.6
垫圈
12
GB/T95
16件
13
法兰50-16
13EL13054-15
1件
13.1
法兰
DN50-16
JB/T81-94
10
1件
14
法兰25-16
13EL13054-9
1套
14.1
法兰
DN25-16
JB/T81-94
Q235A
1件
14.2
法兰盖
DN25-16
JB/T86.1-94
Q235A
1件
14.3
垫片
25-16
JB/T87-94
石棉橡胶
1件
14.4
螺栓
M12X65
GB/T5780
4件
14.5
螺母
M12
GB41
4件
14.6
垫圈
12
GB/T95
4件
15
带Rp3/4螺纹的法兰孔盖
13EL13054-5
284件
15.1
法兰孔盖
DN125-16
参照JB/T86.1-94
284件
16
带Rp3/4螺纹的法兰孔盖
13EL13054-31
2件
16.1
法兰孔盖
DN100-16
参照JB/T86.1-94
Q235A
2件
17
垫片100-16
13EL13054-31
12件
17.1
垫片
DN100-16
JB/T87-94
石棉橡胶
12件
7
无缝弯头
90E(L)100-ScH40
DN100
GB/T12459
10
13件
8
等径四通
CR(S)50-Sch20
DN50
GB/T12460
0Cr19Ni9
14件
盲板圈
DN900
13EL13054-18
Q235A
1件
风帽
13EL13054-31
Q235A
2件
固定锚栓
13EL13054-29
Q235A
72套
蒸汽吹扫装置
408EL13061-18
2套
18
横排管1
13EL13054-19
35件
19
横排管2
13EL13054-20
142件
20
横排管3
13EL13054-21
142件
21
横排管4
13EL13054-22
142件
22
横排管5
13EL13054-23
36件
23
横排管6
13EL13054-38
36件
24
横排管7
13EL13054-39
35件
25
焦炉煤气连接弯管
13EL13054-17
142件
26
高炉煤气上部连接弯管
13EL13054-26
72件
27
高炉煤气下部连接弯管
13EL13054-25
72件
二、方案确定的依据
1、加热煤气管道图纸
2、《现场设备、工业管道焊接工程施工及验收规范》GB50236-98
三、工艺流程
四、施工准备
1、场地准备
清理平台
2、人员准备
铆工2人电焊工6人
水焊工2人起重工2人
电工1人钳工4人
3、机具准备
无齿锯2台交流电焊机4台
角向磨光机4台
五、技术要求
1.气割前应将钢材切割区域表面的铁锈、污物等清除干净,气割后应清除熔渣和飞溅物。
2.气割件允许尺寸偏差长度±2mm,割纹深度不大于0.2mm,局部缺口深度不大于1mm。
3.焊接件图纸中未标注尺寸公差、角度公差、形位公差采用《重型机械通用技术条件》JB/T5000.3-1998。
4.机械剪切零件,剪切面应平整,无毛刺。
5.管子的切割和坡口加工宜采用机械方法,也可采用火焰切割,采用火焰切割加工坡口后,必须除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸不平处打磨平整。
6.焊件组对前应将坡口及其内外侧表面不小于10mm范围内的油、漆、垢、锈、毛刺,且不得有裂纹、夹层等缺陷。
7.管子或管件对接焊缝组对时,内壁应平齐,内壁错边量不宜超过管壁厚度的10%,且不应大于2mm。
8.只能从单面焊接的纵向和环向焊缝,其内壁最大错边量不应超过2mm。
9.焊接之后应将内部渣子清理干净。
10.使用夹具组装时,不得损伤母材,对残留疤痕应修磨平整。
11.焊工施焊前,应复查焊件接头质量和焊区的处理情况,不符合要求时应进行修正。
12.焊接时不得在焊道以外母材上引弧。
13.焊接定位焊缝时应采用与根部焊道相同的焊接材料和焊接工艺,并由合格焊工施焊
14.定位焊缝的长度、厚度和间距,应保证焊缝在正式焊接过程中不致开裂。
15.多层焊接应连续施焊,每一层焊道焊完后应及时清理检查,清除缺陷后再焊,且层间接头应错开。
16.对焊缝的20%进行煤油渗漏检查,检查部位选在T型位置和交叉位置。
六、制作工艺
1、横排管1、横排管5、横排管6、横排管7两水平端面法兰螺栓孔与垂直方向偏转7.50,组对时需制作工装,以确保制作精度。
首先加工工装用法兰共需28件:
图1
2、制作工装,调整管件1、调整管件2、调整管件3法兰水平,及相对标高后将其与下部槽钢焊接;将管件4、管件5用螺栓分别连接到管件1、管件2上,调整管件4、管件5间距保证1820mm,调整管件4、管件5上法兰的垂直刻度线对正且两法兰标高一致后拧紧连接螺栓。
图2
图3
3、按照横排管5、横排管6、横排管7的尺寸分别制作相应的工装。
4、将法兰套到下好料的钢管上,然后进行组对,分别将横排管1、横排管5、横排管6、横排管7的各个法兰与相应工装对应法兰用螺栓连接好进行点焊后取下,进行焊接。
5、横排管2、横排管3、横排管4上带有内螺纹接头,将来上边要安装喷嘴,因此必须保证所有内螺纹接头在同一条直线上,首先制作工装法兰:
图4
6、制作工装,调整管件1、调整管件2法兰水平,及相对标高后将其与下部槽钢焊接;将管件3、管件4用螺栓分别连接到管件1、管件2上,调整管件4、管件5间距保证图纸要求,调整管件3、管件4上法兰的垂直刻度线对正且两法兰标高一致后拧紧连接螺栓。
图5
图6
7、将法兰套到下好料的钢管上,然后进行组对,分别将横排管2、横排管3、横排管4的各个法兰与相应工装对应法兰用螺栓连接好进行点焊后取下,进行焊接。
8、图纸上所有预留余量的部位,法兰都不焊接,将法兰找正后点焊到钢管上出厂。
9、高炉煤气上部连接弯管(13EL13054-26)的下法兰,图纸上要求工厂内焊接,但其安装位置为一不确定角度,因此此法兰定为现场焊接。
10、图纸上所有未注明方向的法兰,其方向如图所示:
图7
11、钢管底漆为红丹防锈漆,面漆现场涂装。
12、预组装后进行编号。
 升级会员
升级会员 