分拣与存储单元的安装与调试.docx
《分拣与存储单元的安装与调试.docx》由会员分享,可在线阅读,更多相关《分拣与存储单元的安装与调试.docx(18页珍藏版)》请在冰点文库上搜索。
分拣与存储单元的安装与调试
第四章分拣与存储单元的安装与调试
4.1分拣单元的结构
4.1.1分拣与存储单元的元件认知
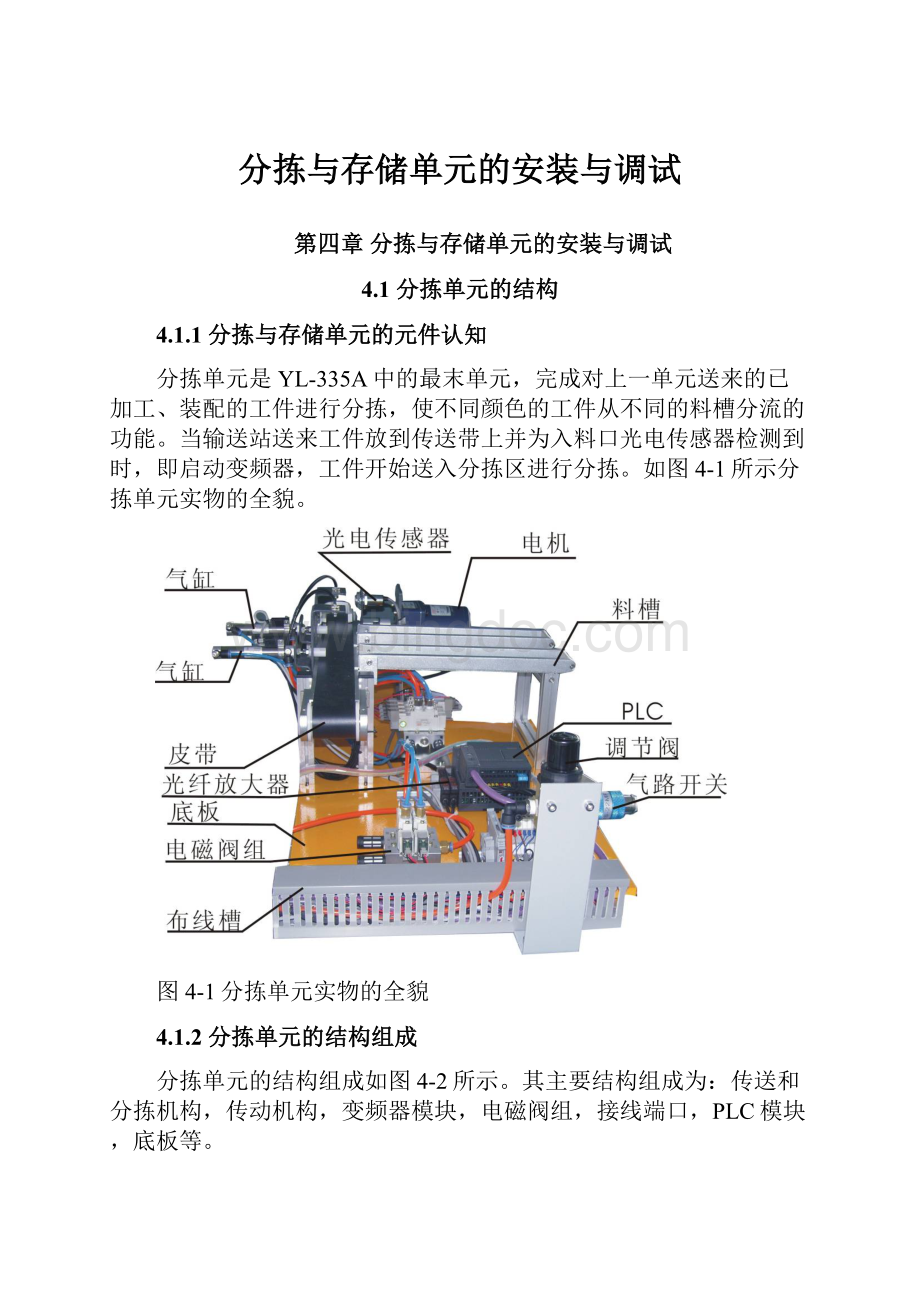
分拣单元是YL-335A中的最末单元,完成对上一单元送来的已加工、装配的工件进行分拣,使不同颜色的工件从不同的料槽分流的功能。
当输送站送来工件放到传送带上并为入料口光电传感器检测到时,即启动变频器,工件开始送入分拣区进行分拣。
如图4-1所示分拣单元实物的全貌。
图4-1分拣单元实物的全貌
4.1.2分拣单元的结构组成
分拣单元的结构组成如图4-2所示。
其主要结构组成为:
传送和分拣机构,传动机构,变频器模块,电磁阀组,接线端口,PLC模块,底板等。
图4-2分拣单元的主要结构组成
1、传送和分拣机构
传送和分拣机构如图4-3所示。
传送已经加工、装配好的工件,在光纤传感器检测到并进行分拣。
它主要由传送带、料抖、物料槽、推料(分拣)气缸、漫射式光电传感器、光纤传感器、磁感应接近式传感器组成。
图4-3传送和分拣机构
传送带是把机械手输送过来加工好的工件进行传输,输送至分拣区。
料抖是用纠偏机械手输送过来的工件。
两条物料槽分别用于存放加工好的黑色工件和白色工件。
传送和分拣的工作原理:
本站的功能是完成从装配站送来的装配好的工件进行分拣。
当输送站送来工件放到传送带上并为入料口漫射式光电传感器检测到时,将信号传输给PLC,通过PLC的程序使启动变频器,电机运转驱动传送带工作,把工件带进分拣区,如果进入分拣区工件为白色,则检测白色物料的光纤传感器动作,作为1号槽推料气缸启动信号,将白色料推到1号槽里,如果进入分拣区工件为黑色,检测黑色的光纤传感器作为2号槽推料气缸启动信号,将黑色料推到2号槽里。
自动生产线的加工结束。
在每个料槽的对面都装有推料(分拣)气缸,把分拣出的工件推到对号的料槽中。
在两个推料(分拣)气缸的前极限位置分别装有磁感应接近开关,在PLC的自动控制可根据该信号来判别分拣气缸当前所处位置。
当推料(分拣)气缸将物料推出时磁感应接近开关动作输出信号为“1”,反之,输出信号为“0”。
为了准确且平稳地把工件从滑槽中间推出,需要仔细地调整两个分拣气缸的位置和气缸活塞杆的伸出速度,调整方法在前面已经叙述过了。
在传送带入料口位置装有漫射式光电传感器,用以检测是否有工件输送过来进行分拣。
有工件时,漫射式光电传感器将信号传输给PLC,用户PLC程序输出启动变频器信号,从而驱动三相减速电动机启动,将工件输送至分拣区。
在传送带上方分别装有两个光纤传感器如图4-4所示,光纤传感器由光纤检测头、光纤放大器两部分组成,放大器和光纤检测头是分离的两个部分,光纤检测头的尾端部分分成两条光纤,使用时分别插入放大器的两个光纤孔。
图4-4光纤传感器
光纤传感器也是光电传感器的一种,相对于传统电量型传感器(热电偶、热电阻、压阻式、振弦式、磁电式),光纤传感器具有下述优点:
抗电磁干扰、可工作于恶劣环境,传输距离远,使用寿命长,此外,由于光纤头具有较小的体积,所以可以安装在很小空间的地方。
光纤式光电接近开关的放大器的灵敏度调节范围较大。
当光纤传感器灵敏度调得较小时,反射性较差的黑色物体,光电探测器无法接收到反射信号;而反射性较好的白色物体,光电探测器就可以接收到反射信号。
反之,若调高光纤传感器灵敏度,则即使对反射性较差的黑色物体,光电探测器也可以接收到反射信号。
从而可以通过调节灵敏度判别黑白两种颜色物体,将两种物料区分开,从而完成自动分拣工序。
2、传动机构
传动机构如图4-5所示。
采用的三相减速电机,用于拖动传送带从而输送物料。
它主要由电机支架、电动机、联轴器等组成。
图4-5传动机构
三相电机是传动机构的主要部分,电动机转速的快慢由变频器来控制,其作用是带传送带从而输送物料。
电机支架用于固定电动机。
联轴器由于把电动机的轴和输送带主动轮的轴联接起来,从而组成一个传动机构。
在安装和调整时,要注意电动机的轴和输送带主动轮的轴必须要保持在同一直线上。
分拣单元机械部件的装配和调整请参阅“YL-335A机械装配手册”。
3.电磁阀组
分拣单元的电磁阀组只使用了两个由二位五通的带手控开关的单电控电磁阀,它们安装在汇流板上。
这两个阀分别对白料推动气缸和黑料推动气缸的气路进行控制,以改变各自的动作状态。
所采用的电磁阀所带手控开关有锁定(LOCK)和开启(PUSH)2种位置。
在进行设备调试时,使手控开关处于开启位置,可以使用手控开关对阀进行控制,从而实现对相应气路的控制,以改变推料缸等执行机构的控制,达到调试的目的。
分拣单元的两个电磁阀安装时需注意,一是安装位置,应使得工件从滑槽中间推出,二是要安装水平,或稍微略向下,否则推出时导致工件翻转。
。
图4-6电磁阀组
所采用的电磁阀所带手控开关有锁定(LOCK)和开启(PUSH)2种位置。
在进行设备调试时,使手控开关处于开启位置,可以使用手控开关对阀进行控制,从而实现对相应气路的控制,以改变推料缸等执行机构的控制,达到调试的目的。
4.2分拣与存储单元的设备安装
4.3分拣与存储单元的气路设计与连接
本单元气动控制回路的工作原理如图4-8所示。
图中1A和2A分别为分拣一气缸和分拣二气缸。
1B1为安装在分拣一气缸的前极限工作位置的磁感应接近开关,2B1为安装在分拣二气缸的前极限工作位置的磁感应接近开关。
1Y1和2Y1分别为控制分拣一气缸和分拣二气缸的电磁阀的电磁控制端。
图4-8分拣单元气动控制回路工作原理图
4.4分拣与存储单元的电路设计与接线
分拣单元与前述几个单元电气接线方法有所不同,该单元的变频器模块是安装在抽屉式模块放置架上的。
因此,该单元PLC输出到变频器控制端子的控制线,须首先通过接线端口连接到实训台面上的接线端子排上,然后用安全导线插接到变频器模块上。
同样,变频器的驱动输出线也须首先用安全导线插接到实训台面上的接线端子排插孔侧,再由接线端子排连接到三相交流电动机。
分拣单元的接线端口则与其他单元相仿,图4-7是本单元的端子接线图。
图4-7分拣单元端子接线图
4.5分拣与存储单元的程序编制与系统调试
4.5.1PLC的I/O接线
本单元中,传感器信号占用5个输入点,留出2个点提供给急停按钮和启/停按钮作本地主令信号,共需7点输入;输出点数为4个,其中2个输出点提供给变频器使用。
选用西门子S7-222AC/DC/RLY主单元,共8点输入和6点继电器输出,供料单元的I/O接线原理图如图4-9所示。
如果用户希望增加变频器的控制点数,可重新组态,更改输出端子的接线,即把Q0.4和Q0.5分配给分拣气缸电磁阀,而把Q0.0~Q0.2分配给变频器的5、6、7号控制端子用。
图4-9分拣单元PLC的I/O接线原理图
4.5.2西门子MM420变频器简介
西门子MM420(MICROMASTER420)是用于控制三相交流电动机速度的变频器系列。
该系列有多种型号,从单相电源电压,额定功率120W到三相电源电压,额定功率11KW可供用户选用。
YL-335A选用的MM420订货号为6SE6420-2UD17-5AA1,额定参数为:
电源电压:
380V~480V,三相交流
额定输出功率:
0.75KW
额定输入电流:
2.4A
额定输出电流:
2.1A
外形尺寸:
A型
操作面板:
基本操作板(BOP)
变频器安装在模块盒中,所有电气引出线均引出到模块面板的安全导线插孔处,以确保实训接线操作时的安全。
变频器模块外形如图4-10所示。
图4-10变频器模块
MM420变频器方框图如图4-11所示。
图4-11MM420变频器方框图
4.5.2.1MM420变频器的BOP操作面板
1、基本操作面板(BOP)的功能概述
图4-12是基本操作面板(BOP)的外形。
利用BOP可以改变变频器的各个参数。
BOP具有7段显示的五位数字,可以显示参数的序号和数值,报警和故障信息,以及设定值和实际值。
参数的信息不能用BOP存储。
基本操作面板(BOP)上的按钮及其功能如图4-13所示:
图4-12
图4-13BOP上的按钮及其功能
2、用基本操作面板(BOP)更改参数的数值:
图4-14说明如何改变参数P0004的数值。
图4-15则说明修改下标参数数值的步骤。
按照图中说明的类似方法,可以用‘BOP’设定任何一个参数。
图4-14改变参数P0004数值的步骤
修改下标参数P0719数值:
图4-15修改下标参数数值的步骤
4.5.2.2MM420变频器的参数设置
1、参数号和参数名称
参数号是指该参数的编号。
参数号用0000到9999的4位数字表示。
在参数号的前面冠以一个小写字母“r”时,表示该参数是“只读”的参数。
其它所有参数号的前面都冠以一个大写字母“P”。
这些参数的设定值可以直接在标题栏的“最小值”和“最大值”范围内进行修改。
[下标]表示该参数是一个带下标的参数,并且指定了下标的有效序号。
2、常用参数的设置
表4-1给出了YL-335A上常用到的变频器参数设置值,如果希望设置更多的参数,请参考MM420用户手册。
表4-1YL-335A上常用参数设置值
序号
参数代号
参数意义
参数组别
设置值
设置值说明
1
P0010
快速调试
常用
30
调出出厂设置参数
2
P0970
工厂复位
参数复位
0
恢复出厂值
3
P0003
参数访问级
常用
3
4
P0004
参数过滤器
常用
0
5
P0100
使用地区
快速调试
0
参数用于确定功率设定值单位(KW或HP)和频率缺省值
6
P0700
选择命令源
命令
2
由端子排输入
7
P0701
数字输入1的功能
命令
1
ON/OFF1(接通正转/停车命令)
8
P0702
数字输入2的功能
命令
15
固定频率设定值(直接选择)
9
P0703
数字输入3的功能
命令
15
固定频率设定值(直接选择)
10
P1000
选择频率设定值
设定值
3
固定频率
11
P1002
固定频率2
设定值
DIN2ON时固定频率
12
P1003
固定频率4
设定值
DIN3ON时固定频率
13
P1080
电动机最小频率
设定值
0Hz
14
P1082
电动机最大频率
设定值
50.00Hz
15
P1120
斜坡上升时间
设定值
2S
缺省值:
10S
16
P1121
斜坡下降时间
设定值
2S
缺省值:
10S
3、部分常用参数设置说明(更详细的参数设置说明请参考MM420用户手册)
⑴参数P0003用于定义用户访问参数组的等级,设置范围为0~4,其中:
1标准级:
可以访问最经常使用的参数。
2扩展级:
允许扩展访问参数的范围,例如变频器的I/O功能。
3专家级:
只供专家使用。
4维修级:
只供授权的维修人员使用—具有密码保护。
该参数缺省设置为等级1(标准级),YL-335A装备中预设置为等级3(专家级),目的是允许用户可访问1、2级的参数及参数范围和定义用户参数,并对复杂的功能进行编程。
用户可以修改设置值,但建议不要设置为等级4(维修级)。
⑵参数P0010是调试参数过滤器,对与调试相关的参数进行过滤,只筛选出那些与特定功能组有关的参数。
P0010的可能设定值为:
0(准备),1(快速调试),2(变频器),29(下载),30(工厂的缺省设定值);缺省设定值为0。
当选择P0010=1时,进行快速调试;若选择P0010=30,则进行把所有参数复位为工厂的缺省设定值的操作。
应注意的是,在变频器投入运行之前应将本参数复位为0。
⑶将变频器复位为工厂的缺省设定值的步骤:
为了把变频器的全部参数复位为工厂的缺省设定值,应按照下面的数值设定参数:
①设定P0010=30,②设定P0970=1。
这时便开始参数的复位。
变频器将自动地把它的所有参数都复位为它们各自的缺省设置值。
如果用户在参数调试过程中遇到问题,并且希望重新开始调试,实践证明这种复位操作方法是非常有用的。
复位为工厂缺省设置值的时间大约要60秒钟。
⑷参数P0004(参数过滤器)的作用是根据所选定的一组功能,对参数进行过滤(或筛选),并集中对过滤出的一组参数进行访问。
可能的设定值有:
0全部参数
2变频器参数
3电动机参数
7命令,二进制I/O
8ADC(模-数转换)和DAC(数-模转换)
10设定值通道/RFG(斜坡函数发生器)
12驱动装置的特征
13电动机的控制
20通讯
21报警/警告/监控
22工艺参量控制器(例如PID)
利用P0004的参数过滤功能,可以更方便地进行调试。
例如,在设定数字输入端子的功能(P0701、P0702、P0703)时,使P0004=7,然后再去搜索P0701等则快捷得多。
4.5.3分拣与存储单元的编程要点
1、在YL-335的加工单元中,提供启动/停止按钮和急停按钮各一个作为该单元的主令信号。
与供料单元同样,如果需要有启动和停止2种主令信号,只能由软件编程实现,实现方法在第三章中已经阐述,这里不再重复。
本单元的急停按钮是当本单元出现紧急情况下提供的局部急停信号,一旦发生,本单元所有机构应立即停止运行,直到急停解除为止;同时,急停状态信号应回馈到系统,以便协调处理。
2、现有的PLC的输出端子接线中,分配Q0.4和Q0.5给变频器的5、6号控制端子。
若要求电动机转速可分级调整,则应调整变频器的P701和P702参数,而参数P1001和P1002则按转速要求设定固有频率值。
与此同时,应编制相应的PLC程序。
例:
要求电动机能实现高、中、低三种转速的调整,高速时运行频率为40Hz,中速时运行频率为25Hz,低速时运行频率为15Hz。
则步骤如下:
⑴调整变频器参数
①在BOP操作板上修改P0004,使P0004=7,选择命令组。
②修改P0701(数字输入1的功能),使P0701=16,设定为固定频率设定值(直接选择+ON)。
③修改P0702(数字输入2的功能),使P0702=16,设定为固定频率设定值(直接选择+ON)。
④再修改P0004,使P0004=10,选择设定值通道。
⑤修改P1001(固定频率1),使P1001=25。
⑥修改P1002(固定频率2),使P1001=15。
⑵相应的PLC程序要求:
①当要求调整为中速时,使Q0.4ON,Q0.5OFF,输出频率为25Hz。
②当要求调整为低中速时,使Q0.4OFF,Q0.5ON,输出频率为15Hz。
③当要求调整为高速时,使Q0.4ON,Q0.5ON,这时变频器输出频率为固定频率1与固定频率2之和,即40Hz。
3、分拣单元需要完成在传送带上把不同颜色的工件从不同的滑槽分流的功能。
为了使工件能准确地推出,光纤传感器灵敏度的调整、变频器参数(运转频率、斜坡下降时间等)的设置以及软件编程中定时器设定值的设置等,应相互配合。
 升级会员
升级会员 