模具的快速夹紧装置.pdf
《模具的快速夹紧装置.pdf》由会员分享,可在线阅读,更多相关《模具的快速夹紧装置.pdf(9页珍藏版)》请在冰点文库上搜索。
呢迄里旧奥,旧,旧旧且旧,旧一旧,旧川旧,旧,川很一二妞龟吸“它电“、,而模具的快速夹紧装置鲡“,德,一一一毛一一电一粗一嗯一,电一“、吸一“咬一“旧毛“一书电,、一”谊厂卜卜一、引曹在压力机上换模时一个重要的构件就是把模具紧固在压力机工作台上和滑块中的夹紧装置。
由于压力机的效率不断提高,模具日愈复杂和昂贵,频繁换模以及因为缺乏合格的调整工,模具夹紧装置愈显得重要。
近来常常使用的“快速夹紧系统”的概念比快速夹紧意义更大。
模具快速夹紧系统除了全自动化和集中操作之外,着重显示出更高的可靠性并且还可以在难以接触的位置夹紧。
其夹紧力更大,可精确调整,稳定不变,且分布均匀。
本文在简要介绍模具夹紧原理之后,列出夹紧构件的目录。
就液压夹紧与机械夹紧进行对比,并讨论快速夹紧系统的经济性。
二、徽其央紧原理模具都要同压力机紧固在一起,如果在两者之间没有相对移动而且可以拆卸,两者分开后又没有破坏性的变化,那才是一种稳固的连接。
模具夹紧的任务可列述如下模具和压力机之间是这样可拆卸连接,以致使压力机工作台和压力机滑块上的模座相对位置不能变动。
必需满足下列要求尽可能快的进行连接或拆卸沿轴向的连接力应比冲压力大弹性连接,也就是说必须进行再夹紧连接。
此时如果夹紧力没有显著改变,连接面很易改变它的位置。
连接要尽可能适应工件的形状及位置变化,夹紧构件可以装入和取出且不损害模具的定位特别是在压力机运行时,必须防止出现任何松动,保证具有更大的可靠性,为了避免夹的过紧,连接力应均匀分布夹紧构件应不占据工作空间。
在滑块上固定的要求比在工作台上固定的要求更高。
在滑块上附加模具重量会因此引起惯性力。
无效行程动作显著增多。
接触滑块上的固定位置也常常是不利的。
连接可分为三类按材料划分的、按形状划分的和按力量划分的。
按力量划分的可分为弹性连接、区域连接、摩擦连接。
这些连接类型只有弹性连接才能满足模具夹紧的要求。
它是通过一个外力产生的。
该外力的主要分力夹紧力是沿压力机行程的方向。
垂直与该力的平面自动产生一个摩擦连接,约仅为夹紧力的一。
因此,侧向力在相当大程度上由模具自己承受。
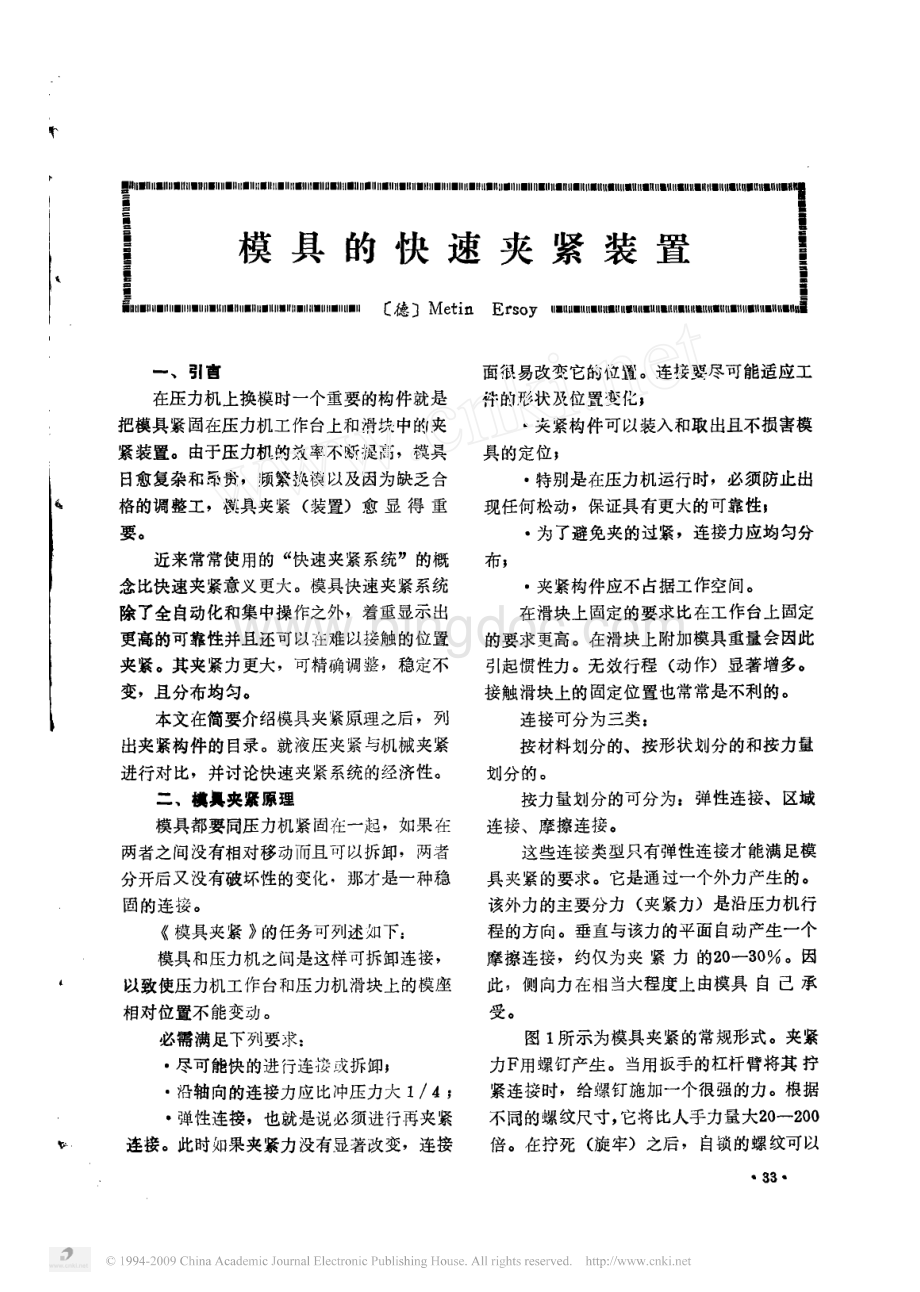
图所示为模具夹紧的常规形式。
夹紧力用螺钉产生。
当用扳手的杠杆臂将其拧紧连接时,给螺钉施加一个很强的力。
根据不同的螺纹尺寸,它将比人手力量大一倍。
在拧死旋牢之后,自锁的螺纹可以保持不变的夹紧力。
由于这些优点,投资很少而能多方面使用。
所以,螺钉连接占统治地位。
保持螺钉预应力不变的夹紧力不是直接的,就是经过压板传给模座。
另一种形式是模柄固定存压力机滑块内见图。
通过模柄和模柄夹头之间的形状连接,固定模具位置而经锥形的模柄表面上力的作用紧固在压力机滑块上。
因此,夹紧力也要经过螺钉紧固、传递并保持不变。
最佳夹紧构件的选择取决于换模装过程。
有三种不同的换模过程对固定台压力机,模具用一起重小车从侧向推移到工作台上并紧固定位。
首先将下模,而后将上模同压力机紧固连接。
由模具结构而定,也可以颠倒上述顺序或同时夹紧,见图。
很大吨位的压力机超过千牛顿大多具有活动工作台。
当换模时,工作台从压力机中移出,模具用吊车从上方放在工作台上,调整位置并夹紧。
然后,将工作台再移入压力机中,而后把模具同滑块连接紧固,见图。
换模的第三种方法示于图怂。
为了缩短换模时间,将模具在压力机之外的一块通用“垫板”上夹紧。
然后将垫板同模具一起推移到压力机工作台上并夹紧。
使用两块垫板上下纵排可将模具夹紧在垫板上,同压力机连接紧固即可继续工作。
所有压力机,除了小吨位压力机采用夹紧模柄之外,都具有铣削加工制成的形槽夹紧面。
形槽虽然有西德工业标准标准规范,也有形槽布置、间距以及工作台尺寸标准到,但是这些标准常常不能履行。
图滑块同模柄固定卑一丁捧斗十士广尸图在固定台压力机上换模上图带模柄,下图无模柄甲甲甲甲甲,汇汇汇图在活动台压力机上换模句喊峨圈用压铁和夹紧螺拴的常规的模具夹紧法图用交换垫板法换模三、徽具央扮构件的目最结构目录以明显、集中、容易看出结构形状的方式提供给设计师必须的专业知识参考资料。
如果将模具夹紧中所有可预见的解决方案按德国工程师协会规范第页所述之原则,都汇编在目录中,那么在选择最佳快速夹紧结构时就会有重大的帮助,每次要求都能得到最好的满足见表封二。
结构目录是由分类部分、主体部分和技术数据选取部分等三个部分组成。
分类部分包括所谓的分类观点,其分类与在汇总各种构件的主体部分中的分类没有矛盾。
此外,它还检验主体部分的完整性。
主体部分是由汇总了任何解决方案的结构实例所组成,必要时通过能对结构实例加以说明的图或公式以及类似的方式加以补充。
技术数据选取部分包括汇总构件的特性,它可有针对性从所列表格中选择种或几种构件。
分类部分分类部分安排了四项特性夹紧位置、夹紧类型、夹紧方向以及力的传递。
夹紧位置是一个对模具底板模座结构、需要面积、力的分布以及成本有重大影响的特性。
夹紧构件不是装在模座的外部就是装在模座的内部。
对于前一种结构适于容易接触的夹紧位置并且就现有的模具和压力机而言,变动很小。
如果夹紧位置在模座内部则夹紧力分布较均匀,力线流程较短。
夹紧面积不受限制并且没有任何损坏的危险。
夹紧类型是指产生夹紧力的种类、夹紧力维持不变以及夹紧力松开等。
有很多方法可以产生夹紧力,只有少数几种适于模具夹紧。
夹紧力是机械的经过螺栓或是液压的通过液压缸产生。
所有其他的解决办法因为安装空间大力的密度、可产生的力量大或力的作用延续时间长而被、排除。
维持夹紧力不变有机械的通过摩擦自锁或紧固、弹性的通过弹簧组或液压的通过保持油压。
松开也有两个方法机械的或液压的。
如果将所有这些方法相互组合并排除不一致的解决方法,只保留其余少数可实施的,见表。
序和序的组合不考虑保留,因为弹性组件的连接没有显著的优点。
如果夹紧力只沿压力机行程的方向起作用,则夹紧方向是“平面的”而倘若夹紧力是要产生一个垂直分力,则夹紧方向是“斜面的”。
对夹紧构件的结构,节省安装空间以及在模具调校时,夹紧方向都是重要的。
如果产生的力直接作用在模具上,则夹紧力的传递是直接的而倘若两者之间,例如由一个杠杆压板连接,则是间接的。
直接传递力,节省面积并且成本较低。
与间接传递相比,由于力一行程关系合适,结构设计更方便。
它只需一个狭小的夹紧位置。
、主体部分这个部分包括构件的名称和应用实例。
在保持分类部分中确定特性的情况下,也允许有其他的结构例如,设置杠杆作用的液压缸一解决方案编号、,装在压力机工作台上一解决方案编号。
这些方案中夹紧力是机械的通过紧固保持不变,要加长的活塞解决方案和。
、技术数据选取部分介绍影响选择最佳夹紧构件的种特性。
给出的数值加以括号。
无能源保持夹紧。
在工作过程中不需要连续不断的输入能量,意义重大。
无需能源输入保持夹紧状态尤其对固定滑块和垫板式换模系统深受欢迎。
在这种情况下,机械央紧力通过自锁如当用螺栓、楔以及偏心轮时,通过挡销经过死点位置如当用肘杆式杠杆时,通过摩擦如当用卡套时或是弹性的通过弹簧预应力保持不变。
这些解决方法都总是比较贵且需较大的安装空间。
夹紧力。
说明每个夹紧位置可达到的夹紧力,千牛顿。
通过多种结构可以使夹紧力增加数倍。
夹紧行程表示夹紧构件的运动范围。
夹紧行程必须大于模座的厚度变化加上制造公差。
此外,具有装入以及固定所需的足够间隙。
当夹紧力是弹性的保持不变则只有很小的夹紧行程。
模具的装入方向会受压力机结构的限制,不是从侧面,就是沿纵向以及横向,或从上方杏安装。
一些夹紧构件可以两个方向安装。
夹头的装入方向说明夹紧时夹紧构件的运动方向。
为了能使模具安放进去,夹紧构件必须放开夹紧位置。
在模具安放到位之后,夹紧构件返回原位并夹紧。
夹头组件的动作有四种,见图垂直于夹紧面杏,在这种情况下,模具只能从侧面放入先水平,后垂直杏先旋转,后垂直,先摆动,后垂直。
如果要使其实行全自动化,组件动作、和,都要耗费很大的开支。
操作形式表明,不管是手工或自动化实现夹紧。
如果有很多夹紧位置,或者夹紧位置难以接触,无论如何都要采用自动化操作。
夕在夹紧工作台上夹紧构件所需面积是很重要的,因为这个面积对模具而言,不能作为承压面积。
安装在模座内的夹紧构件,按要求无需夹紧面积。
在连续不断工作期间,检测夹紧力可以用油压或电子仪器进行,为的是在夹紧力下降之情况下压力机能立即停车。
尤其对于大型、贵重的模具或倘若有可能出现大的损坏,应推荐采用检测。
如果用现代化的解决方案取代常规的夹紧形式方案或,为了经济起见,模具或压力机作必要的改变,具有重大的意义。
对于新的模具以及压力机,这些虽然不算重要,然而倘若所有现存的模具都必须改变,则不管有多少优点都被现代化夹紧机构所排除。
夹紧构件的造价给出购置夹紧构件粗略的可比成本。
砂彝暴麒仁今门门门日日口口口口口口口口自自石石门门夹头动作方向图减轻模具移动的球面或滚柱滑块图具有整体液压控制滚柱的液压斜面夹块安装费用是决定经济性的其他因素。
因此,要把夹紧构件安装在压力机和模具上出现的费用制造费除外进行相互比较。
表夹紧类型组合系统的确定几爪四、机械或液压夹紧模具的夹紧基本上有两种解决方法纯机械法。
液压法常规的解决方法是用压铁压板、紧固螺栓和模柄的纯机械式夹紧法。
该法有如下一些优点。
购置和安装费用低都是标准零件到处可以买到几乎可在所有压力机和模具上使用无需在模具上进行标准化和改动。
然而,该法有很多缺点并且不能满足提高的要求装夹时间长不合理,特别是当夹紧位置的数目多时夹紧力取决于操作者,不均匀、不能重复,夹紧力的总数大小有限不能接触的位置操作麻烦例如在压边圈上,不能检测夹紧力。
液压夹紧是唯一可取代机械夹紧的方法,因为很高的压力巴可以达到很大的压力密度夹紧压力安装空间并且能源泵和消耗器汽缸可以相互独立的布置。
液压夹紧系统的优点表现在很多方面很多夹紧构件同时用按钮开关集中操纵,因而提高了机床生产能力的有效利用系数,在换模时几乎没有时间损失,压力分布均匀,因此不会夹的过紧,夹紧压力大且可精确地调整,在生产过程中,夹紧力保持不变,不会超载,通过弹性夹紧,夹紧力检验和机床的安全装置,因而具有更高的安全性,没有停机时间、对模具和机床没有损害、事故危险甚微,全自动化的,由操作人员随意夹紧,在很难接触的位置也是这样,在模座内部夹紧,充分利用夹紧面积。
了浓压夹紧有一定的缺点购里费用相对较高,对于规底的元件,换装费用较高,模具和压力机工作台需要标准化。
除了成本和折旧时间而外,首先要研讨液压夹紧。
如果必须满足以下的要求,液压央紧要比机械夹紧为优需要更大的夹紧力。
千牛顿夹紧位置,期望更高的生产率充分利用机床的生产能力,需要很大的可变性适应小批量生产,夹紧位置的数目大于个,夹紧位置难以接触,。
要求很高的质量和很少的废品,压力机的行程次数很高,模具是精密模具,在冲压生产线、多工位压力机上或自动传送多工位压力机上生产时,换模夹紧压力必须进行检测。
五、考案经济性一个换模过程是由各种工序组成的将老模具从压力机工作台上和压力机滑块内松开并取出,从新调整压力机工作台及其滑块的位置,。
将模具放到压力机上,预定位、推入并安装,把模具在压力机工作台上定位并夹紧,如果需要,下降压力机滑块,将模具夹紧在滑块内序和也可以变换或同时进行,调整压力机压力机压力、行程次数、行程。
当采用双动压力机时,还要夹紧板料的压边圈。
对于连续式复合冲模,还要调整带料、带料送进装置以及润滑油。
夹紧和松开构成模具换装时间的一部分序、。
如果采用快速夹紧系统,序的时间也要减少,因为每种快速夹紧系统也同时包含着模具送入和定位的辅助装置。
一种具有回转台面的升降车能够减轻换模劳动强度。
机械式或液压式可沉下球形或滚柱可以减轻较重模具的装卸图。
这种标准组件大多安装在压力机工作台的形槽中。
但也有的夹紧构件,在它的结构中装有弹性的或液压的可沉降滚柱,具有很大的支承力图。
缩短换模时间的另一个可能性是模座的标准化,以便使压力机压力、工作台高度、行程等调校工作合理化。
因而,甚至可以将这些数据预先进行电子计算机编程、存入存储器,用按钮进行数据选择。
下模座和上模座夹紧指令可以同压力机控制装置组合在一起并进行全自动化作业。
通过这些合理化措施换一套复合模可以在几分钟内完成,而且更重要的是不需要专业技工操作。
介绍的所有这些措施当然需要投资并且大多只有对新安装的压力机才可能实施。
由于压力机和模具有很大差别,往往不可能使压力机和模具不改变而采用批量生产的快速夹紧构件。
值得推荐的是同这种构件的制造者直接接触。
对于小批量生产制造者也研制了一种夹紧系统,它能很好地满足要求。
一种简单的计算方法可以帮助迅速确定用液压夹紧和松开节约的时间。
然而,它不仅能计算出折旧时间,而且还能满足使用液压快速加紧系统上述的一系列要求。
表列出机械和液压夹紧在夹紧力和夹紧时间方面的比较。
对比表中第栏和第栏表明,从开始,最大允许预夹紧力靠手工还达不到。
从开始,用手工夹紧则不起作用。
如果象通常夹紧模具那样,采用压铁,则手工操作可达到的夹紧力还要再降嗯。
低到第栏。
表的使用可以用一个简单的实例说明在一台千牛顿的压力机上,在工作台上和滑块内的模具各用个螺栓和压铁夹紧、。
用手工操作夹紧时间总计为又二秒表中第栏。
因夹紧用压铁比用夹紧螺拴,持续时间更长,故上述这个时间还要乘个系数。
因此,把手工作业的夹紧时间提高到秒。
力为千牛顿第栏可用液压使用一个的小螺栓即可达到。
夹紧时间在这种情况下为秒第栏。
用同样时间操作六个夹紧位置,需要的基本上比火秒时间为小。
它可按照下列经验公式计算且总计为秒。
一一一侧一一个液压活塞的时间,一夹紧位置的数目。
结果求出节约时间为秒或分钟。
表中的夹紧时间是依据夹紧行程为毫米。
对于其他行程需要稍加修正。
在正常情况下,提高夹紧力、增加夹紧位里数目以及当很大的夹紧行程时,都会提高液压快速夹紧系统的经济性。
从表中确定的时间仅仅是在夹紧和松开时净节约的时间。
因为采用液压夹紧系统可以得到如上述很多间接的节约,故应各按其快速夹紧系统确定的夹紧时间乘以系数一如果关于购置费、机器设备折旧费和工资费用以及换模数目等其他数据都知道的话,则可确定其经济性。
换模数不应出现重复而是通过采用液压夹紧系统达到期望的尽可能离的数目。
折旧时间。
一尸月一浓压元件的购置费,马克,一安装费和可能发生的换装费,马克多一根据表的直接节约时间,分,一间接节约系数,取一,一成套设备,包括操作人员在内的费用,马克分一予期换模次数,月。
一套液压快速夹紧装置,不像人们想像的那样贵。
一套千牛顿压力机用的简单夹紧装置,带有个夹板每个夹板夹紧力为千牛顿价值约为马克,加上每付换模垫板。
马克,再加上附带一个高压泵约马克。
包括安装费在内,总计不超过马克。
如果在两套模具上配备这种构件,投资约为马克。
倘若采用二分钟、马克分,按换模次计,这个投资是合算的。
具有千牛顿夹紧力的最贵的快速夹紧构件,采用机械夹紧和电子仪器检测夹紧压力,价值低于马克件。
六、结语压力机制造和模具制造中的先进工艺、上升的机床造价和工资费用、更小批量生产以及工作地宜人化等都日益强烈地要求使用模具快速夹紧系统。
由于不了解新型的夹紧构件、偏废了液压系统并错误地介绍它的购价使得这种系统在实践中不幸地仅很少使用。
因为压力机、模具和产品有很大差别,不可能给出包罗万象的解决方案。
本文中介绍的结构目录可帮助选择最佳夹紧构件。
比较机械夹紧系统与液压夹紧系统清楚地表明液压夹紧的优越性。
如果考虑间接的收益,就液压夹紧而言,还要经济合算。
一机械元件的购里费,马克,衰机械和液压夹紧的央紧力和夹紧时间的比较丽溉黔薪舔不赢靡蘸骊瑟蒸彝于两蔽一强度一零笋臀夹蒸时备连二姗一【、,一紧度参且艺。
手工作业夹紧失效,只能采川液压夹紧表注第栏最大允许的预夹紧压力取屈服极限的。
第栏达到最大允许的预夹紧力需要的杠杆压板臂长度是在手工操作力童为牛顿以及摩擦系数为时。
第栏用标准的环形扳手按规范当手工操作力量为牛顿和摩擦系数为。
时手工操作可达到的最大扭矩。
第栏手工操作可达到的预夹紧压力用加长的杠杆长度。
第栏当用压铁一杠杆比夹紧位置比支座见表的夹紧力。
第栏在第栏中给出的夹紧力机械夹紧时的夹紧时间和松开时间,没有考虑各个零件的准备时间。
夹紧行程为毫米。
当使用压铁时此值应乘。
第栏在液压夹紧时的夹紧和松开时间内为了达到表中第栏给出的夹紧力,采用带电子伐的电动泵,其输出容积厘米吕秒,压力为巴,夹紧行程为毫米。
其他的夹紧行程的换算机械的夹紧时间二秒七二按第或栏的夹紧时间。
液压的夹紧时间秒当,当,五二夹紧行程毫米。
较多夹紧位置的换算机械夹紧时间七秒按栏或的夹紧时间液压夹紧时间欠一”一召二夹紧位置的数目。
参考文献七种从略张正修译自灿朱祖鑫、闻仰娇校时,表模具构件目录么么么卜奔却分分主吟却分分。
拉水教拓生生肇认认万万介介介介介介介介介介介镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰镰曝篡篡一鬓鼠鼠鼠鼠鼠鼠鼠鼠鼠鼠鼠鼠鼠鼠鼠鼠鼠鼠鼠鼠鼠鼠鼠鼠鼠鼠鼠,霞霞氛氛扫扫一下三三奋迷迷霭霭霭童童李李力力名名绪构示例例纂纂纂纂,薯薯粤蕊蕊复窟矗矗矗矗矗,母母母母裔裔的的称称称选选选典娜娜冬铸铸嚷位位蒙侧垂垂垂垂垂垂垂垂垂迄迄迄迄迄迄迄迄迄迄米拿拿云币币币币币币币币币币币东东东东东东东东东东东东东东东东东东东东东浮浮二二山山口口二二品品邢邢梦梦汇了乙曰夕次一阅誉时向嗽嗽长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长长,取妇桩咋咋奉奉奉全全平平向向开开爵爵改改改足足嘟嘟亩奋奋件件手手大大无无不不币氏氏才民民民名名构构构众众面面落落铁铁铁铁铁铁铁铁铁铁铁铁铁铁铁铁铁铁柳节节工工工工工工月斤斤斤斤慧慧慧右夸夸夸夸夸夸卜卜烟烟,谈谈谈谈谈谈谈谈谈谈谈谈谈自自自自自自自自自自自自自自自自自自舞舞舞舞舞舞舞舞那那气气气气气气气气气气气气气气气气气气面面面面面面面面面,气气、全全全全手手鑫鑫事事瓤瓤矛矛口书书刊卜白白样样旧旧礴礴材材布氏氏氏泌泌逮逮逮逮面面的的的的的的的的的的的的的的的的的的的的的的口口口动动动冲冲共共礴礴,一圣裸侧冲夹夹压压压压压压压、斗匕匕匕压压芙芙芙嘴吕块,灾势势的的的的的的的的的的的的的的的的的的乏乏乏乏乏这咋硬立立鬓鬓鬓鬓鬓鬓纂纂娘娘娘娘娘娘娘娘娘娘娘娘否否夕气私私奋奋犷犷半全全大用用赞赞赞赞赞赞的的的的的的的瀚瀚丁丁丁丁丁丁丁丁卞卞旦白白白产产成成成成成成去去去去去去去去去去去去去去去去去去去去去去去笼神神神庄庄矛矛矛矛矛矛、网网、目洲洲洲洲洲洲料料料料料矗矗鑫鑫鑫瓤瓤春春否否弓月脚脚乃乃,、自自辉辉旧旧贾贾礴礴面面面面面的的的的的的的的的的的的的的的的的的的的的的的的的的的动动动油油油油样样样样,、吸一、,心心心痊痊痊痊间间间间间间馨馨哪酬否否夕闪网网奉奉自自大大目目赞赞礴礴样样样样按按按按按按按侣欲奋产卜奋奋切切切沙沙沙沙的的的的的的的二日尸心心心万万万万、“、蛋蛋蛋蛋平平愚愚奏奏藤黔黔是是卜和和一自自畔畔象象一褒褒礴礴扩氏氏氏物胜目目蠢蠢蠢蠢面面面面面面面面面面面面面面面面面面面面面面面面面今云口口口雷雷式式裔裔裔裔寸渭块的的翼翼翼翼翼翼翼峭幻幻幻矛矛不不不不不固之之里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里里畜畜畜畜畜向向拳拳,一一麒麒口口翻翻一臼巨巨一月月。
大大彭彭垦垦礴礴书氏氏氏氏霍霍霍霍霍蓄蓄蓄蓄蓄蓄蓄蓄蓄蓄蓄蓄蓄蓄蓄尺尺尺动动动动式式高高高高高康康为为为为矛矛矛矛矛矛、取,、“料料料料料立立笋笋瓤瓤母母是是和书书网卜卜自自礴礴而仗仗杖杖衅衅礴礴礴娜娜面面面面面接接接接接接接接接接接接接接接接接接接接接接一一一,亡动动动或价价望望高高高高高台台台台台勺勺勺勺勺火护、火、幻幻幻一昆昆昆昆昆昆昆矛矛矛矛矛矛矛矛矛矛矛矛矛矛矛矛矛矛矛矛矛矛矛】爹爹平平暴暴蘸蘸蘸蘸蘸蘸蘸蘸蘸蘸蘸蘸蘸蘸多多是是扣七七今今一一奋奋。
一一无无纂纂南南嘴氏氏氏笋,面面面面面面面面盆盆不不不抓抓抓抓抓了妙妙大大大忍忍忍忍忍忍十十十十十十十十十十十十十十十十十十十十十十十十十十十十十刁乙乙乙乙乙乙乙乙乙、勺,、夹夹夹全全车车直直秦秦五粉们们是是书书刀户户上上手手劝、无无不不很很聋长长长洲整时耐耐紧紧紧款款面面搜搜霍霍霍霍霍霍霍霍霍霍霍霍霍霍霍霍霍霍霍霍霍霍霍夕工工工工工,叭叭民民民黔劝仁仁构构构曲匀匀匀自勺勺勺卜件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件件枉枉枉全全平平平衣衣币币否否户沮沮、不不。
夺臼臼劝、用用裂裂召卜卜卜卜棋棋棋灌灌面面面任任“二曰一了奋口动动动声声鑫鑫样样咋了了了了声声声压压压压麦麦麦麦麦麦麦麦麦麦麦麦麦麦麦麦麦麦麦麦麦麦麦麦麦麦心心心压压压弓,炙炙炙炙里里里的的的的的、俱好好好好好好好好好好好好好乡待待待待史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史史熟熟熟熟熟熟黔黔赚丈丈口否否扣邵邵闷官官小小闲闲赞赞样样高高高拍卷位,特特面面面面面面面面面面面面面面面劝劝劝曲曲曲高高高高股街新新心心心声声声声声声释澳澳夜夜夜夜夜夜夜夜夜夜夜夜夜夜夜夜央央一刁口弓弓日一一月卜阵阵不不“几自自小小爵爵葺葺高高报报报黔黔雄雄雄夏夏犷犷纂纂纂又、,劝劝劝劝劝劝高高高高自自自,咫咫备备备备备备备备备备备备拓拓拓拓拓拓高高高高聋聋聋落落落落落落落落落落落落落落落落落落买买买买析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析析叠叠叠纂纂手手手馨馨馨仲仲足足扭矛矛吕不不白白小小里攀攀很很很很课课面面面面面面板板板板板板脚滋妇妇妇仪堆高高高高高,于匕
 升级会员
升级会员 