铣加工--机械加工工艺卡片.doc
《铣加工--机械加工工艺卡片.doc》由会员分享,可在线阅读,更多相关《铣加工--机械加工工艺卡片.doc(2页珍藏版)》请在冰点文库上搜索。
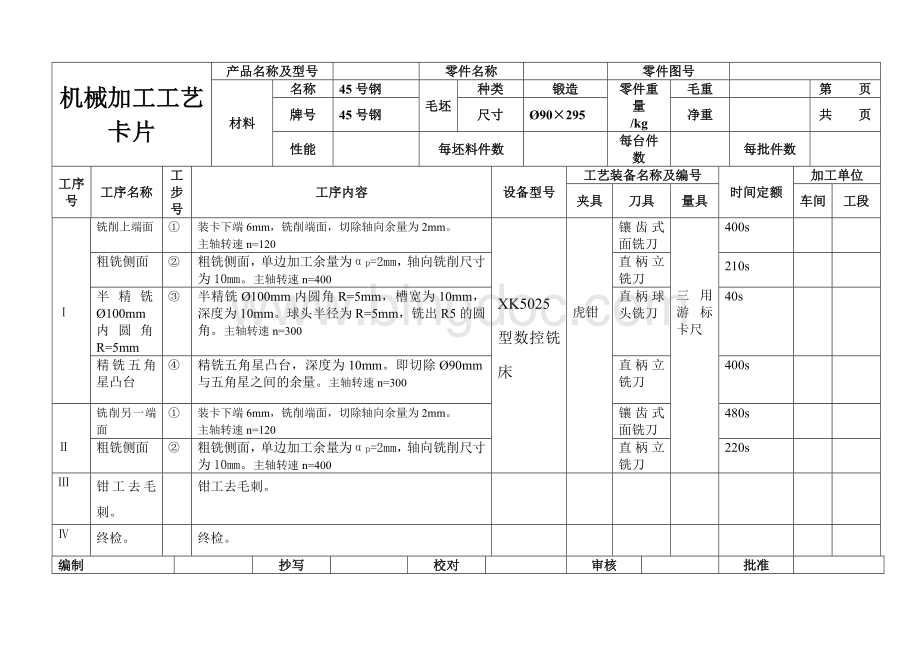
机械加工工艺卡片
产品名称及型号
零件名称
零件图号
材料
名称
45号钢
毛坯
种类
锻造
零件重量
/kg
毛重
第页
牌号
45号钢
尺寸
Ø90×295
净重
共页
性能
每坯料件数
每台件数
每批件数
工序号
工序名称
工步号
工序内容
设备型号
工艺装备名称及编号
时间定额
加工单位
夹具
刀具
量具
车间
工段
Ⅰ
铣削上端面
①
装卡下端6mm,铣削端面,切除轴向余量为2mm。
主轴转速n=120
XK5025型数控铣床
虎钳
镶齿式面铣刀
三用游标卡尺
400s
粗铣侧面
②
粗铣侧面,单边加工余量为αp=2mm,轴向铣削尺寸为10mm。
主轴转速n=400
直柄立铣刀
210s
半精铣Ø100mm内圆角R=5mm
③
半精铣Ø100mm内圆角R=5mm,槽宽为10mm,深度为10mm。
球头半径为R=5mm,铣出R5的圆角。
主轴转速n=300
直柄球头铣刀
40s
精铣五角星凸台
④
精铣五角星凸台,深度为10mm。
即切除Ø90mm与五角星之间的余量。
主轴转速n=300
直柄立铣刀
400s
Ⅱ
铣削另一端面
①
装卡下端6mm,铣削端面,切除轴向余量为2mm。
主轴转速n=120
镶齿式面铣刀
480s
粗铣侧面
②
粗铣侧面,单边加工余量为αp=2mm,轴向铣削尺寸为10mm。
主轴转速n=400
直柄立铣刀
220s
Ⅲ
钳工去毛刺。
钳工去毛刺。
Ⅳ
终检。
终检。
编制
抄写
校对
审核
批准
 升级会员
升级会员 