CA车床手柄座加工工艺及夹具设计工艺卡片Word文件下载.docx
《CA车床手柄座加工工艺及夹具设计工艺卡片Word文件下载.docx》由会员分享,可在线阅读,更多相关《CA车床手柄座加工工艺及夹具设计工艺卡片Word文件下载.docx(15页珍藏版)》请在冰点文库上搜索。
规格
1
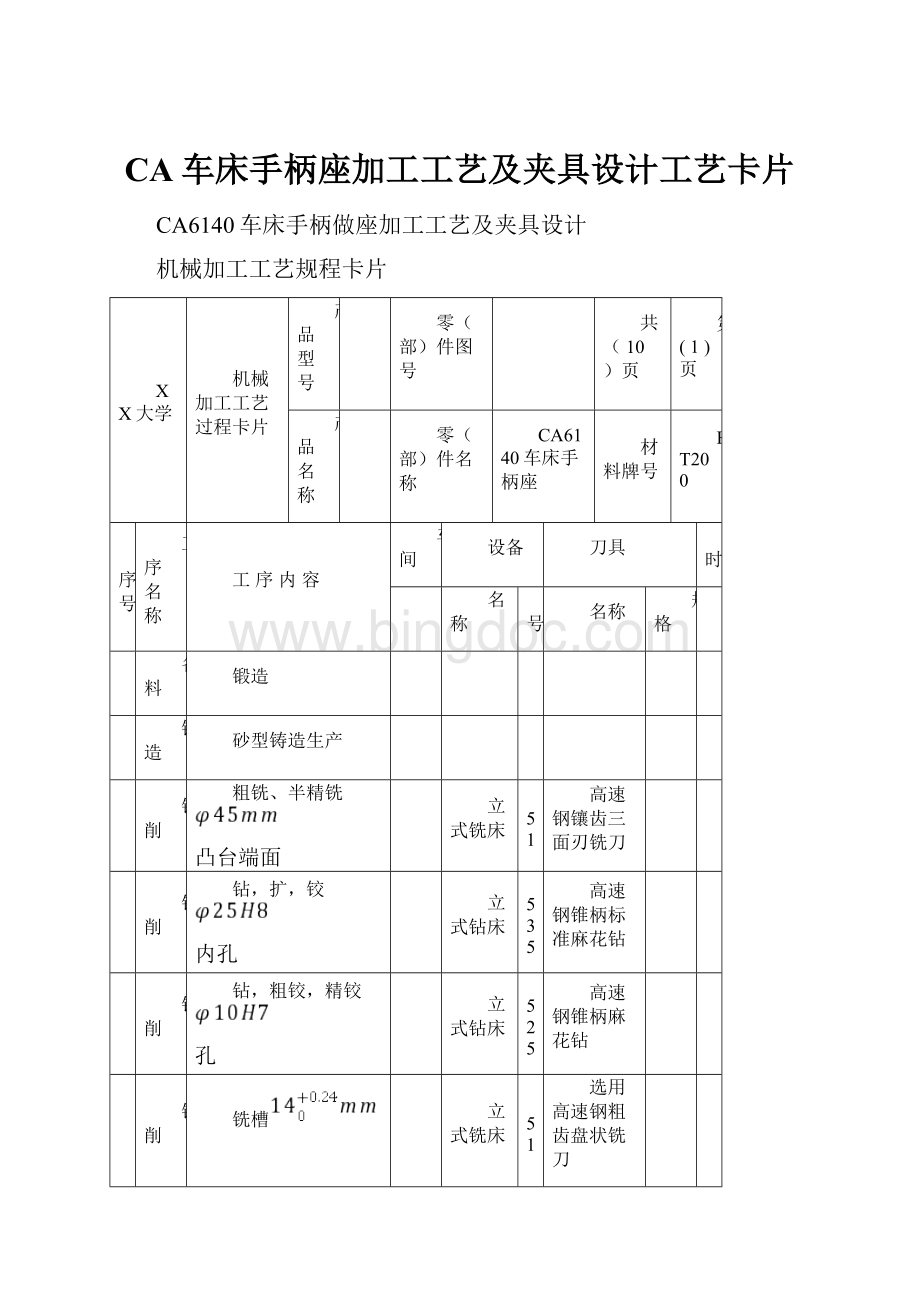
备料
锻造
2
铸造
砂型铸造生产
3
铣削
粗铣、半精铣
凸台端面
立式铣床
X51
高速钢镶齿三面刃铣刀
4
钻削
钻,扩,铰
内孔
立式钻床
Z535
高速钢锥柄标准麻花钻
5
钻,粗铰,精铰
孔
Z525
高速钢锥柄麻花钻
6
铣槽
选用高速钢粗齿盘状铣刀
7
钻、粗铰、精铰
螺纹孔
8
钻
底孔,攻螺纹孔
9
锥销通孔
高速钢麻花钻
10
拉削
插键槽
卧式插床
11
钻槽底通孔钻
18
检验入库
标记
签字
处数
审核
日期
XX大学
机械加工工序卡片
铣
零件名称
零件号
83115
零件重量
0.73kg
同时加工
零件数目
材料
毛坯
牌号
硬度
型式
重量
HBS151-229
模锻件
夹具
辅助工具
专用夹具
工步
安装及工步说明
量具
主轴转速
切削速度
进给量
切削深度
走刀长度
基本工时
r/min
m/min
mm/r
mm
min
粗铣
卡板
160
20
0.15
3.5
0.43
半精铣
0.65
设计
共10页
第2页
钻,扩,绞
831015
钻孔
卡尺
195
14.08
83.9
11.5
54
0.64
扩孔
高速钢锥柄扩孔钻
68
5.29
49.0
0.9
1.1
铰
高速钢锥柄机用铰刀
5.34
83.0
0.1
第3页
钻,绞
960
29.54
163.2
4.9
50
0.31
粗铰
6.1
253.5
0.08
48
0.19
精铰
6.12
156
0.02
第4页
的槽
高速钢粗齿盘状铣刀
375
14.72
0.2
37
9.6
第5页
钻,粗绞,精绞
272
11.10
98
6.5
35
0.36
140
6.13
113.4
0.475
精绞
6.15
86.8
1.0
0.40
第6页
底孔
攻螺纹
545
14.55
152.6
4.25
16
0.10
高速钢机用丝锥
螺纹
量规
6.8
340
0.75
0.05
第7页
的圆锥孔
1360
20.5
136
2.5
13
0.096
的孔
高速钢锥柄机用机用铰刀
392
235.2
第8页
插刀
52
0.6
第9页
1326
132.6
10.2
2.4
0.075
6.77
0.35
0.043
第10页
II
第页
 升级会员
升级会员 