线缆发泡技术.docx
《线缆发泡技术.docx》由会员分享,可在线阅读,更多相关《线缆发泡技术.docx(13页珍藏版)》请在冰点文库上搜索。
线缆发泡技术
線纜發泡技朮
1、前言
通信網絡之完整性,除了機房內之軟硬體及其周邊附屬設備外,通信電纜扮演著送信與受信二端間連絡主要傳輸媒介。
通信電纜不僅品質需符合未來整體服務數位網絡(ISDN)之要求外,所占用之空間也不容忽視,二者更是息息相關。
近十年來欲使通信網絡傳輸更快速,除了設備增強外,通信電纜也做了重大變革,紛紛采用發泡聚乙烯為絕緣材料,促使電纜特性更能符合較佳通信效果。
其中電氣特性如靜電容量、電容不平衡、遠(近)端串音及衰減等與材料發泡方式更是立竿見影。
2、發泡的目的
一般材料發泡的目的在于使制品輕量化,并加強制品隔熱性與可擾性,及降低材料成本。
而線纜用材料發泡的目的,則在降低材料的介質常數。
3、材料發泡方式
為了增加傳輸容量及速率,降低材料介質常數(DielectricConstant)系最佳途徑,而使用發泡PE材料則可達成此目的,其材料發泡方式一般區分為二種方式:
(1)化學發泡方法
(2)物理發泡(氮氣發泡)
4、傳統化學發泡
于PE絕緣材料制料過程中,混合適當比例熱效應發泡劑,其使于芯線制程時,利用溫度促使發泡劑產生化學分解變化,于PE材料內部形成氣泡,此項材料對溫度反應相當靈敏(±1℃),溫控設備稍受外界影響,其發泡度變化極大,目前此項方式發泡度可達到40-50%,且此發泡材料須置放于干燥環境內,否則水分進入材料后于押出易導致芯線電容,外徑不穩定,此二項于通信電纜遠(近)端將造成不良影響。
為減小介質常數,其所用基材應為低介質常數的材料,目前線纜最常用者為PE。
在特殊的場合,也有利用PP、PS及TEFLON為基材的。
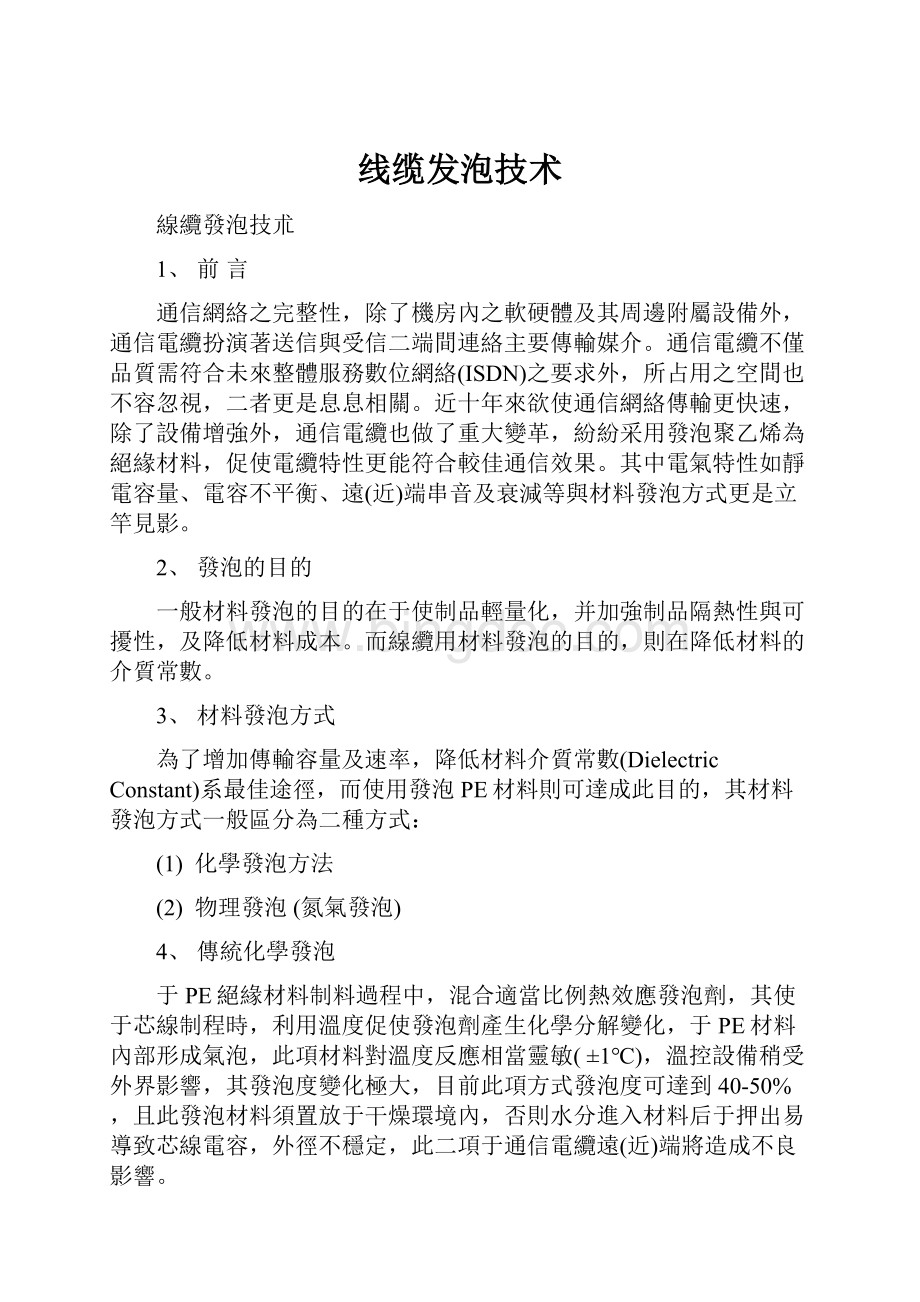
4.1PE發泡度與介電常數,波長短縮率,時間延遲關系圖
時間延遲
ε
Vp
100
5.0
____________________________________________________________
90
4.6
4.8
80
4.4
介電常數
70
4.2
50
60
4.0
波長短縮率
40
3.8
時間遲延
30
3.6
20
3.4
2.2
2.0
1.8
1.6
1.4
1.2
2.4
10
3.2
1.0
3.0
100
80
60
40
20
0
發泡度
發泡度%_介電常數_時間延遲ns/M_波長短縮率%__0_2.32_5.08_65.6__10_2.155_4.90_68.1__20_2.008_4.72_70.6__30_1.857_4.57_73.0__40.5_1.718_4.37_76.3__50_1.587_4.20_79.4__60_1.460_4.03_82.7__70_1.338_3.86_86.5__80_1.224_3.69_90.4__90_1.149_3.58_93.3__100_1.000_3.00_100.0__
4.2PE發泡之特性關系表
發泡度、絕緣厚度、及破壞電壓的關系,
則如下所列
發泡度%_絕緣厚度mm_破壞電壓KV__50_1.0_8.8~10.4__50_0.45_2.2~4.6__60_1.0_2.6~3.2__60_0.7_1.4~2.7__
發泡度與材料抗張特性的關系如下表列
發泡度
%
抗張強度
KG/MM2
伸長率
%
17
1.10
490
18
1.17
500
27
0.85
490
33
0.78
350
39
0.65
370
40
0.55
280
45
0.53
300
47
0.46
260
50
0.30
150
0
1.5
550
在靜電容量要求一定的場合,降低絕緣材料的實效介質常數,則芯線徑便可減小。
此時,一定尺寸的線纜管中,就可多設線路,在多心線纜場合有很大的優點。
材料發泡,則強度下降,故薄絕緣場合發泡度只限于20-30%,厚絕緣時則約達50%左右,屬于較低發泡的類別。
4.3發泡度的測定方法
線纜發泡層的發泡度,可利用普通的密度測定法計測,所謂發泡度乃指發泡體中含多少百分比的氣體,可應用下式表示之
期中,d=發泡體密度
d0=基材原有的密度
1、密度測定法
2、線纜發泡層密度的簡便方法
3、電容值測定方法:
浸于水中測其電容值
4、請參考9.0詳細說明
4.4押出發泡法
發泡劑的類別
揮發性發泡劑
化學發泡劑
4.5目前市售發泡PE之發泡劑
1、高密度用尿素類
2、低密度用碳酸類
大部分發泡劑的分解生成物都具有吸濕性,生成的氣體亦常含水分,故在要求低損失的場合,押出線必須施行干燥手續。
4.6發泡押出用押出機
押出機的L/D約20-28,并有較長的供料段,壓縮比約2.0-2.5,押出機在設計上應注意下列各點:
(1)設計小壓縮比的螺杆﹔
(2)設置反壓調節器,以控制適當的反壓﹔
(3)機頭與眼模部阻力盡量減小﹔
(4)螺旋廊寬減小。
4.7押出條件
發泡線押出的時候,其押出條件受押出機尺寸,螺杆構造、螺杆回轉數及發泡劑濃度等要因素影響,很難得到通用的原則,重點在如何使材料迅速熔融,并使分解氣溶于材料中,直到出眼模口后才開始發泡。
押出條件例如壓力、溫度、及押出時間等發生變化,則押出成品特性亦發生很大變化。
押出溫度系指熔融材料的實際溫度,當溫度不同的時候,押出線的發泡特性亦起變異,溫度在某一特定范圍的時候,發泡特性最良好,高或低于此項范圍,都無法得到品質良好的押出線。
押出時材料在螺缸的停留時間,稱為押出時間,對發泡特性亦有相當大的影響,材料在螺缸停留時間亦應保持在某一特定范圍內,才能押出特性良好的發泡線來。
綜上所敘,可知發泡押出作業實為一項需要相當高技朮水准的作業,押出條件設定稍有不慎,就很難制造出品質良好的發泡電線,作業人員應從不斷體會中獲得良好的經驗,精益求精,才能達到提高水准、高品質的境界。
4.8發泡情形如下圖
4.9押出條件的影響
(1)押出溫度的影響
采用添加發泡劑進行押出發泡的時候,押出溫度條件對發泡特性的良莠占有決定性地位,押出溫度如能與發泡劑分解溫度充分配合,必可制造出特性良好的成品。
低溫押出氣泡數很少,溫度上升則氣泡分布逐漸均勻,發泡度漸行提高,在到達某溫度的時候,發泡度最高,并得到極細微的氣泡構造﹔溫度再上升則氣泡粗大化,并有氣泡破裂現象,形成不均勻的氣泡構造。
此項最適當溫度條件,端視材料別而異,除利用實驗來決定外,實別無良途可循。
(2)螺杆回轉數的影響
螺杆回轉數對發泡狀態也有相當影響性。
回轉數增加的時候,發泡度也逐漸增加,氣泡構造更形微細,直至達到某限度為止。
超過此限度后,效果反而下降,故如何決定適當的螺杆回轉數,誠極重要。
4.10外眼形狀的影響
押出發泡用眼模,在設計時必須考慮外眼出口后的膨脹性,若以A表示材料發泡前后的斷面積比,則
此處Dd=外眼孔徑
Dcw=完成線外徑
Dw=導體或芯線外徑
發泡押出外眼孔徑計算
一般薄層押出的時候,膨脹比約等于2,厚層押出則膨脹比約等于4,押出發泡外眼孔徑,可利用前式變形,求出如下
若A=2,則
_
 升级会员
升级会员 