发电机转子锻件.docx
《发电机转子锻件.docx》由会员分享,可在线阅读,更多相关《发电机转子锻件.docx(9页珍藏版)》请在冰点文库上搜索。
发电机转子锻件
发电机转子锻件工艺分析
一、讨论题目及技术要求
1.题目:
发电机转子锻件锻造工艺
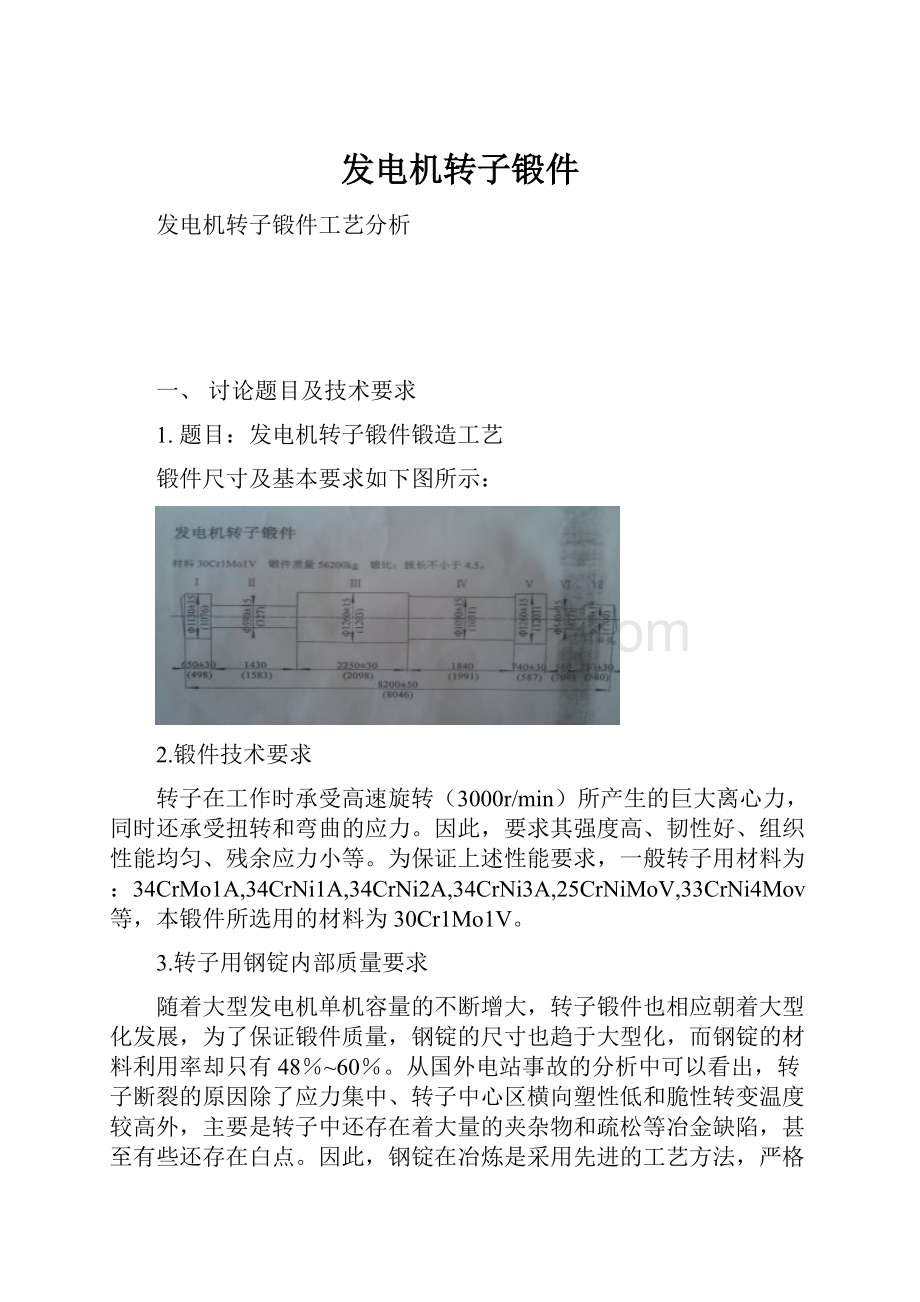
锻件尺寸及基本要求如下图所示:
2.锻件技术要求
转子在工作时承受高速旋转(3000r/min)所产生的巨大离心力,同时还承受扭转和弯曲的应力。
因此,要求其强度高、韧性好、组织性能均匀、残余应力小等。
为保证上述性能要求,一般转子用材料为:
34CrMo1A,34CrNi1A,34CrNi2A,34CrNi3A,25CrNiMoV,33CrNi4Mov等,本锻件所选用的材料为30Cr1Mo1V。
3.转子用钢锭内部质量要求
随着大型发电机单机容量的不断增大,转子锻件也相应朝着大型化发展,为了保证锻件质量,钢锭的尺寸也趋于大型化,而钢锭的材料利用率却只有48%~60%。
从国外电站事故的分析中可以看出,转子断裂的原因除了应力集中、转子中心区横向塑性低和脆性转变温度较高外,主要是转子中还存在着大量的夹杂物和疏松等冶金缺陷,甚至有些还存在白点。
因此,钢锭在冶炼是采用先进的工艺方法,严格控制硫磷和其他有害元素的含量。
硫、磷含量应控制在0.01%~0.015%以下,钢中氢气含量应低于2
/100g。
浇筑也应采用真空或其他先进方法,以降低有害气体含量,减少疏松程度。
4.转子锻件的生产流程
为了能使转子达到技术标准中的各项规定,在转子的生产过程的每一环节,都应有严格的技术规范和检测措施,用以保证转子锻件的质量。
转子锻件的生产流程如下:
冶炼—铸锭—加热—锻造—第一次热处理(锻后冷却及锻件热处理)—锻件外观检查—切取低倍试片—毛坯超声探伤—锻件初加工—超声波探伤—加工热处理吊卡头—第二次热处理—(调质)—切取性能试样、钻中心孔—检查内孔质量—超声波探伤—外观尺寸检查—合格件交付。
二、发电机转子锻件生产流程
1.钢锭的选型
1)冶炼方法
钢锭中的主要有害元素是硫、磷、氢。
所以,冶炼工艺的的主要任务是,保证钢液的化学成分符合钢种的要求,提高钢液纯净度或最大程度地减少硫、磷、非金属夹杂物及气体的含量。
发电机转子锻件所用的钢锭,主要是用双联法冶炼,即先将原料在碱性平炉中冶炼,去除硫、磷夹杂元素,其优点是对炉料要求不高,然后再将半成品钢液转入酸性平炉中精炼。
这种冶炼方法的主要优点是,碱性炉渣可以去除大量的硫、磷元素。
氢在碱性炉渣中的溶解度和扩散能力较大,因此碱性平炉钢液中含量高达6~8ppm。
钢中非金属夹杂物主要是氧化物和硫化物。
酸性平炉是用酸性炉渣炼钢,应先进行精炼,氢在酸性炉渣中得溶解度和扩散能力较小,钢中的非金属夹杂物主要是硅酸盐,且呈球状分布。
钢锭用真空浇注法浇注。
2)锭型及钢锭规格尺寸
坯料质量计算
钢锭的利用率
式中
切头质量
式中D≈1.260m
钢锭质量
代入数值,算得
由《锻压手册》查得,应选用重量为140t的钢锭,钢锭的规格及具体尺寸如下图所示
钢锭图示
钢锭尺寸
钢锭总重量/t
金属重量分配/Kg
钢锭尺寸/mm
冒口
锭身
底部
140
30100
106820
3080
1949
2207
2314
2079
1556
665
646
1321
3361
214
426
5382
2.钢锭加热规范
根据材料特性查手册确定始锻温度为1250℃、终锻温度为800℃。
坯料是从炼钢车间铸锭脱模后直接送到锻压车间的热锭,表面温度较高,处于良好的塑性状态,温度应力小,装炉温度不受限制,入炉后便可以较大的加热速度进行加热。
选用的加热设备及说明如下表:
加热设备
坯料尺寸形状
钢锭
批量
单件小批
车底炉
适用的工艺范围
大型自由锻
特点
炉底可进出运动,装出料方便
由于热钢锭表面温度一般不低于600℃),可确定装料炉温为1200℃,由材料特性得最高加热温度为1250℃,终锻温度为750℃。
由《锻压手册》查得加热速度
加热时间
保温时间
锻件加热曲线
3.锻造工艺
1)确定锻造方法
锻件尺寸愈大钢锭中的,冶金缺陷愈严重,锻造改善缺陷愈困难。
因此,为生产出质量合格的大型锻件,就应根据锻件组织性能的具体要求,正确选用恰当的变形工艺,通过选择工具结构,改进操作方法,以及利用坯料不均匀的温度场和应力场等,是坯料锻透,内部空洞类缺陷得到焊合,从而达到改善锻件的内部质量和提高锻件力学性能的目的。
提高大型锻件质量的实践证明,拔长和镦粗是两个最基本也是最重要的变形工步。
在改进钢锭变形的新工艺方法中,应始终以这两种变形工步为基础,改变变形钢锭的受力状态。
锻造发电子转子锻件选用JTS锻造法,亦称为中心压实法、表面降温锻造法、硬壳锻造法。
工艺特点是:
将钢锭倒棱后,锻成边长一定的方截面坯,然后加热到1220~1250℃(始锻温度)保温后,从炉中取出,表面采用空冷、吹风或喷雾冷却到720~750℃(终锻温度),钢锭表面形成一层“硬壳”,温度低、抗力大、不易变形;而被“硬壳”包围的心部,温度、抗力小、容易变形,因此,当对钢锭沿其轴线方向锻压时,心部处在强烈的三向压应力作用下,得到类似闭式模锻一样的强力变形,这样有利于锻合中心的孔隙缺陷,如果翻转90°再压一遍,中心压实效果更佳。
2)选取锻造设备
采用水压机锻造时,锻件成形所需最大变形力按下式计算:
式中P————变形力(N);
P————坯料与工具接触面上的平均单位流动应力(Mpa);
F————坯料与工具的接触面在水平方向上的投影面积(
);
平均单位流动应力p按下式计算:
式中D,H———分别为锻造终了时锻件的直径和高度;
————在相应变形温度下和速度下的真实流动应力(Mpa);
————摩擦因数,热锻时取0.3~0.5。
代入数值,算得
p=102Mpa
P=8900t
由《锻压手册》查得所选取的设备为120000kN水压机。
发电机转子锻造工艺卡
零件名称
发电机转子
钢号
30Cr1Mo1V
锻件重量
56200kg
锻件级别
特
钢锭重量
140t
设备
120000kN水压机
钢锭利用率
51.5%
锻造比
4.5
每钢锭制锻件
1
每锻件制零件
1
3)发电机转子锻造
1.冒口端压钳把至ø1300,温度为1250℃~750℃。
2.水口端切把至ø1300mm,温度为1250℃~750℃。
3.拔长压方1800mm×1800mm
采用上下宽平砧,大压下量第一遍为≤300mm,应取≥500mm
4.冒口端压钳把ø1350mm
剁切水口冒口,温度为1250℃~750℃。
5.表面降温锻造
采用鼓风喷水将方坯强冷到750℃,在平台上用小砧按1—2—3—4顺序压一趟,翻转90°再顺序压一趟,温度为1220℃~750℃。
6.由四方倒八方拔长,采用上下宽平砧,压下量第一遍≤200,以后可适当增大
修整水口端钳把ø1250mm,温度为1220℃~750℃。
7.坯料中间等温退火处理进行多次重结晶,以便超声波探伤检查。
8.将八方拔至ø1300mm
水口端压痕,压出Ⅰ、Ⅱ端,切除水口余料
冒口端压痕,切除冒口余料,温度为1220℃~750℃。
9.拔长冒口端至ø800mm
冒口端分段压痕,压出Ⅳ、Ⅴ、Ⅵ、Ⅶ段
修整、校直到锻件图尺寸,温度为1250℃~750℃。
4.锻件锻后热处理及冷却
1)基本要求
大锻件锻后冷却和热处理方式,包括锻后冷却、退火(低温退火、中间退火、完全退火、等温退火等)正火及回火,调质,还有等温冷却及起伏等温退火等。
大锻件热处理通常与锻后冷却结合在一起进行。
2)热处理及冷却
锻件热处理及冷却曲线
ž热处理工艺说明:
ž进行第一次过冷的目的是,使残余奥氏体迅速完全转变为贝氏体,并扩散锻件表层的氢。
接着加热到650-700℃保温,用以减少温度应力。
然后继续加热到重结晶温度约为880~900℃,重结晶作用是细化晶粒,还可以使心部氢向表层扩散。
炉冷后第二次过冷,温度降为280~320℃,将奥氏体快速转变为细小而均匀的贝氏体,同时使表层氢向表面扩散。
而后加热到630-660℃做长期保温,除继续使氢扩散之外,还能降低组织应力。
由于这时钢具有一定塑性,可以较快冷却到400℃。
以后因钢塑性低及接近马氏体转变温度,则应缓慢冷却到350℃后再出炉,出炉温度约为150℃。
5.经检验合格,交付。
参考文献:
[1]姚泽坤.《锻造工艺学与模具设计》.西北工业大学出版社
[2]张志文.《锻造工艺学》.机械工业出版社
[3]《锻压手册》.机械工业出版社
 升级会员
升级会员 