曲面零件加工.docx
《曲面零件加工.docx》由会员分享,可在线阅读,更多相关《曲面零件加工.docx(20页珍藏版)》请在冰点文库上搜索。
曲面零件加工
任务6曲面零件加工
学习目标
1.能正确分析综合零件数控加工中心工艺性。
2•能正确选用、使用通用工艺装备。
3.能合理选择选用综合加工刀具。
4.能独立完成零件的加工。
5.能正确进行零件的质量检测
6.进一步强化安全意识,并注意加强与人沟通等能力
建议学时
28学时
学习任务描述
有如下生产任务:
1)生产纲领:
单件。
2)毛坯材料:
45#的139X99X20nun钢块。
毛坯尺寸:
85mmX60mmX20mm。
3)选用机床为FANUCOi系统VC1055型加工中心
4)时间定额:
编程时间120min;
实操时间180mino
其余欲
3}
7$9為2
1——-C
B-B
23.14阳
i
%
/
C_C
/?
5
—B-~I
M
45T91
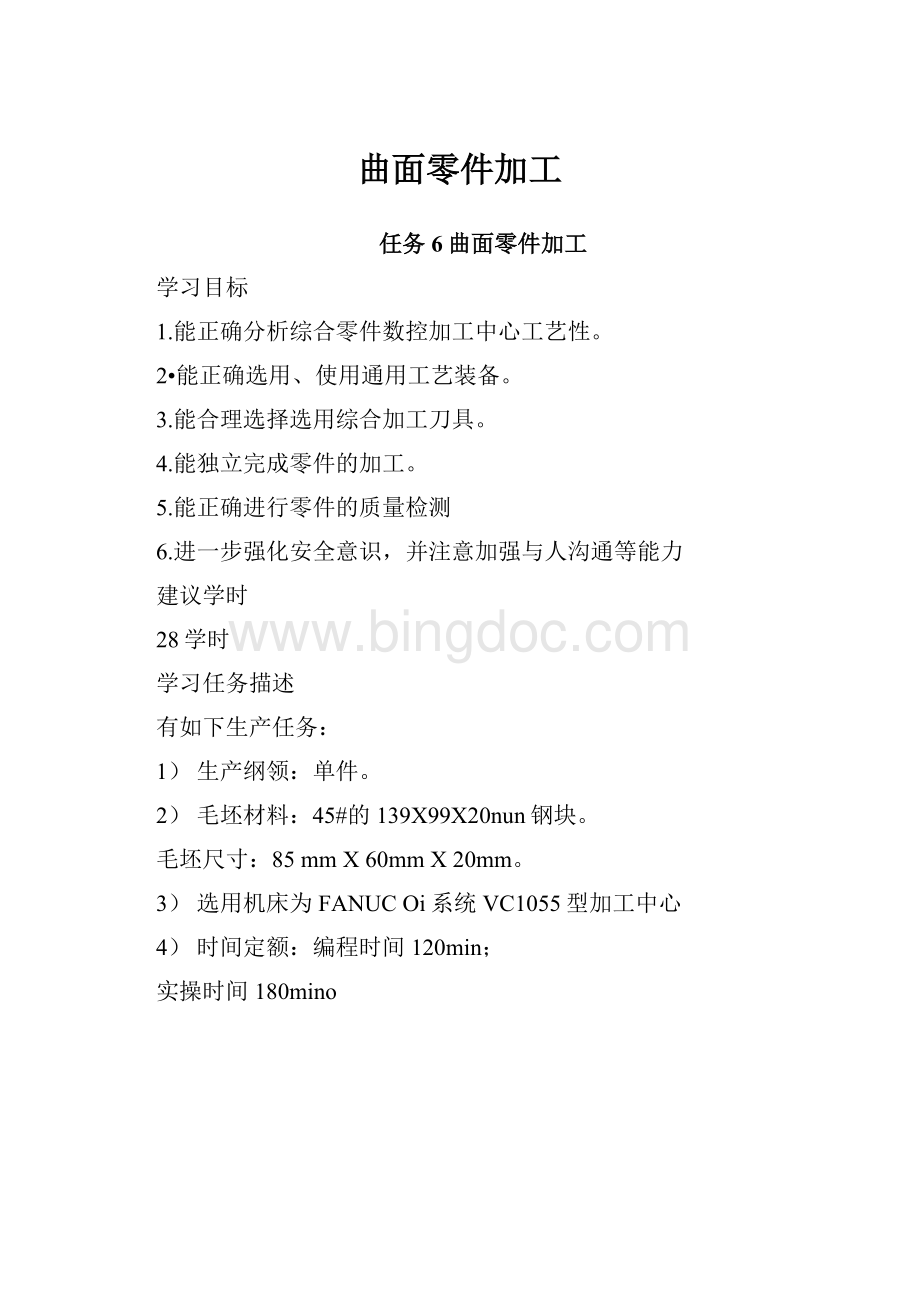
技术要求:
1•未注尺寸公差为IT13
2.去毛刺
工作流程与活动
◊学习活动一:
领取工作任务明确加工内容(3学时)
◊学习活动二:
教师讲解,制定工艺并进行加工、测量(23学时)
1.毛坯结构及精度分析;零件装夹方案分析;加工刀具分析;工序卡填写
(7学时)
2.数控编程(7学时)
1)建立工件坐标系2)基点与节点计算3)程序编制
3.零件的操作加工;测量与误差分析(7学时)
4.清场处理(2学时)
学习活动一:
领取工作任务明确加工内容
Q学习目标
一体化数控教室
学习过程
一.学习准备
教材、笔记本、笔
二、引导问题
K请査阅资料,总结合理标注尺寸的原则有哪些?
2、分析图纸,可能用到的刀具都有哪些?
规格如何?
序号
刀具
规格
数量
★评价与分析
活动过程评价表
班级
姓名学号
日期
年)J日
序号
评价要点
配分
得分
总评
1
能正确穿戴工作服.工作帽、工作鞋、防护眼镜
2()
A口(86J00)
B口(76・85)
C口(60-75)
D口(60以下)
2
能充分做好学习准备
1()
3
能正确说出合理标注尺寸的原则
20
4
能正确分析图纸,合理选择刀具
20
5
能记录相关信息进行归纳、讨论、总结、分析
10
6
能遵守纪律,小组团结协作
10
7
能与老师、同学沟通与交流
10
小结
建议
学习活动二:
教师讲解,制定工艺并进行加工、测量站学习目标
1、掌握平面轮廓图形零件数控加工指令
2、掌握平面轮廓图形零件数控加工程序的编辑
3、掌握平面轮廓零件数控加工指令的输入
4、掌握圆弧零件数控加工方法
5、掌握圆弧零件的测量方法
学习地点
数控车间一体化教室
总W学习过程
1)结构及精度分析
工件毛坯已加工成形总体特征为型腔件。
工件加工特征包括:
1个斜长圆槽、1个带圆角的矩形方槽、2个盲孔、4个M10螺孔、轮廓、曲面。
材料为45o
位置公差有2处,零件精度较高。
2)零件装夹方案分析:
用平口钳装夹工件
3)加工刀具分析。
如下图
数控加工中心工^耒卩
产品名称或代号心
型阱
单位3名椒
夹具名称Q'
平口钳7
序知
刀具规格(mm)*
备注卩
T02
曲0端而読刀。
T2:
Dl=8.5U
02咖
T03Q
T3:
D3=6.54
D4=$Q
T04P
如鎳刀卩
龙3B类中心钻4
Q
T则
"8,5帖头*
Q
TO?
J
^11.8W头Q
&
TtteJ
龙】2餃刀Q
中
T09J
於10倒角铳刀卩
T9:
D9=4P
TIO^
©12咸头诜刀Q
4
TUP
M10丝锥a
Q
4)工序卡
数控加工中心加工工序卡」
产朋称或代号Q
零件名加
S£^
便用设站
名船
平口抑
FABUCOi<加工中心门
序号Q
工艺内容卩
刀具规格
(mm)1
主轴转速
N(r/min)
讲刪
阳
(mm/min)二
背吃刀
kJ
(mm)4
租加工豳
T01*3
如'
350*3
62
并
2Q
稻加工毛腮尺寸"
T0M
如
400*5
炉
0用
3Q
加工主轮廓馳余即
T02Q
9炉
120门
屏
如
租加工主轮廊0.5余量•
T03^
曲2门
1100^
1咖
2Q
5Q
剛工主轮廊至尺寸卫
T03Q
曲2卩
1200^
120卩
0.5^
屏
粗加工左下方脸
T03*3
劲2口
1100^
1咖
馴工左下方凸的
T03*
M12P
120肿
120*
初
粗椿加工左上方凹即
T03『
勘20
1100^
1炉
9P
mi做o般
YrWrV
0.2mm余量"
T妙
8炉
1亦
3
w伽加
TO好
4亦
CL2Q
馳X中也肛茁和
产舲縱代弄
轍辭
—夹耽和
便脱餌
名和
平O
FAffihM加:
[中卜
玮内叡
儡格
(mm)亠
主觸
Htr/ffiiiiy
进齡
(M/oin)«
砌
s対
(iwih
II*3
鞭呗
W
如
5M*
0,2
加
晰中挪
W
1000
2.Of'
1辭
釈XII10皺谢卩
W
W
1嗣
%2X血2荃如*
时
冷
钏
技2X32捱尺寸©
W
0,2
如:
右炯紗
1500P
0水
加IC3倒榊
如
15炉
12M
3*
18-1
WrVt'F
T10P
2002
350-1
0"
IUP
15LI
0.25P
★评价与分析
活动过程评价表
班级
姓名学号
日期
年IJ日
序号
评价要点
配分
得分
总评
1
能正确穿戴工作服、工作帽.工作鞋、防护眼镜
10
A口(86-100)
B口(76-85)
C口(60・75)
D口(60以下)
2
能正确进行分析毛坯结构及精度
10
3
能正确进行零件装夹方卒的分析
10
4
能正确进行加工刀具的分析
20
5
能正确填写工序卡
20
6
能记录相关信息进行归纳、讨论、总结.分析
1(»
7
能遵守纪律,小组团结协作
10
8
能与老师、同学沟通与交流
10
小结
建议
二、数控编程
1)建立工件坐标系
把工件顶面的中心作为工件原点,并以此为工件坐标系编程。
2)基点与节点计算
3)程序编制
编程并填写加工程序单
★评价与分析
活动过程评价表
班级
姓名学号
日期
年)JH
序号
评价要点
配分
得分
总评
1
能正确穿戴工作服、工作帽、工作鞋.防护眼镜
10
A口(86-100)
B口(76-85)
C口(60・75)
D口(60以下)
2
能正确建立工件坐标系
2()
3
能正确计算基点与节点
20
4
能正确进行程序编制
20
5
能记录相关信息进行归纳、讨论、总结、分析
10
6
能遵守纪律,小组团结协作
10
7
能与老师、同学沟通与交流
10
小结
建议
3.零件的加工
4.测量与误差分析
1)去毛刺倒棱。
2)并进行自检自查。
检测各尺寸是否满足精度要求。
检测各形位精度是否满足要求检测表面粗糙度是否满足要求
★评价与分析
活动过程评价表
班级
姓名学号
日期
年H日
序号
评价要点
配分
得分
总评
1
能正确穿戴工作服、工作帽、工作鞋、防护眼镜
1()
A口(86J00)
B口(76・85)
C口(60-75)
D口(60以下)
2
能正确操作机床
1()
3
能完成零件的加工
30
4
能进行正确的测量与误差分析
20
5
能记录相关信息进行归纳、讨论、总结、分析
10
6
能遵守纪律,小组团结协作
10
7
能与老师.同学沟通与交流
10
小结
建议
5.清场处理
1)清除切屑、擦拭机床,使机床与环境保持清洁状态。
2)注意检查或更换磨损坏的机床导轨上的油擦板。
3)检査润滑油、冷却液的状态,及时添加或更换。
4)依次关掉机床操作面板上的电源和总电源。
★评价与分析
活动过程评价表
班级
姓名学号
日期
年)J日
序号
评价要点
配分
得分
总评
1
能正确穿戴工作服.工作帽.工作鞋.防护眼镜
1()
A口(86-100)
B口(76-85)
C口(60・75)
D口(60以下)
2
能淸除切眉、擦拭机床,使机床与环境保持淸洁状态
15
3
能检査或更换磨损坏的机床导轨上的油擦板
15
4
能检査润滑油、冷却液的状态,及时添加或更换
15
5
能依次关掉机床操作而板上的电源和总电源
15
6
能记录相关信息进行归纳、讨论、总结、分析
10
7
能遵守纪律,小组团结协作
10
8
能与老师、同学沟通与交流
10
小结
建议
学习活动三:
评价与反馈
一体化教室
思考总结,并回答问题
1•加工过程中表面粗糙度是如何产生的?
影响表面粗糙的因素有哪些?
如何减小表
10
面粗糙度?
2.你对自己的工作过程满意吗?
请叙述心得体会。
■评价与分析
采用自我评价、小组评价、教师评价三种结合的发展性评价体系:
任务过程评价自评表
班级:
_姓名:
・__年__月_—日
评价项目及标准
配分
等级评定
A
B
C
D
职业
能力
1.领取工作任务明确加工内容
10
2.制定加工工艺
10
3.编写数控程序
15
4.输入加工程序
5
5.零件加工
30
学习
过程
1>出勤情况。
2、遵守纪律情况。
3、计划落实情况,有无提问与记录。
4、有无安全总识。
5、是否主动参与情况。
20
核心
能力
1.能否有效沟通。
2>使用基本的文明礼貌用语。
3、能否与组员主动交流、积极合作。
久能否自我学习及自我管理。
10
合计
100
简要自我评述
学习
建议
等级评泄:
A:
优(得分/配分〉90%)B:
好(得分/配分>80%)
C:
一般(得分/配分〉60%)D:
有待提髙(得分/配分<60%)
任务过程评价互评表
被评人姓名:
年—月—日评价人:
评价项目及标准
配分
等级评定
A
B
C
D
职业
能力
1.领取工作任务明确加工内容
10
2.制定加工工艺
10
3•編写数控程序
15
4.输入加工程序
5
5.零件加工
30
学习
过程
K出勤情况。
2、遵守纪律情况。
3、计划落实情况.有无提问与记录。
4、有无安全总识。
5、是否主动参与情况。
20
核心
能力
K能否有效沟通。
2、使用基本的文明礼貌用语。
3、能否与组员主动交流、积极合作。
4、能否自我学习及自我管理。
10
合计
100
互评
意见
学习
建议
等级评泄:
A:
优(得分/配分〉90%)B:
好(得分/配分〉80%)
C:
一般(得分/配分>60%)D:
有待提高(得分/配分V60%)
活动过程教师评价量表
班级
日月期日名姓
R
分得
數师评价
SW
20
50
10
n
自评
综介
评价
E
n
互评
综合评价
E
计合
00
1X
建议
任务评价汇总表
班级:
学生姓名:
项目
自我评价(20%)
小组评价(20%)
教师评价(60%)
合计
得分
 升级会员
升级会员 