PLC课程设计装配流水线控制.docx
《PLC课程设计装配流水线控制.docx》由会员分享,可在线阅读,更多相关《PLC课程设计装配流水线控制.docx(18页珍藏版)》请在冰点文库上搜索。
PLC课程设计装配流水线控制
1概述
在PLC问世之前,工业控制领域中是继电器控制占主导地位,继电器控制系统有着十分明显的缺点。
体积大、功耗多、可靠性差、寿命短、运行速度慢、适应性差,尤其当生产工艺发生变化时,就鼻息重新设计、重新安装,造成时间和资金的严重浪费。
为了改变这种现状,1969年美国数字设备公司(DEC)研制出了世界上第一台PLC。
随着PLC的不断发展增加了网络通信功能,发展了各种智能模块,增加了外部诊断功能。
使PLC成为了现在工业控制领域的三大支柱之一。
本课题是用PLC控制装配流水线控制。
用PLC控制装配流水线具有程序设计简单、易于操作和理解、能够实现多种功能等优点。
此系统主要能够实现顺次启动和停止,完成工件移位以及功能紧急故障处理等功能。
2硬件设计
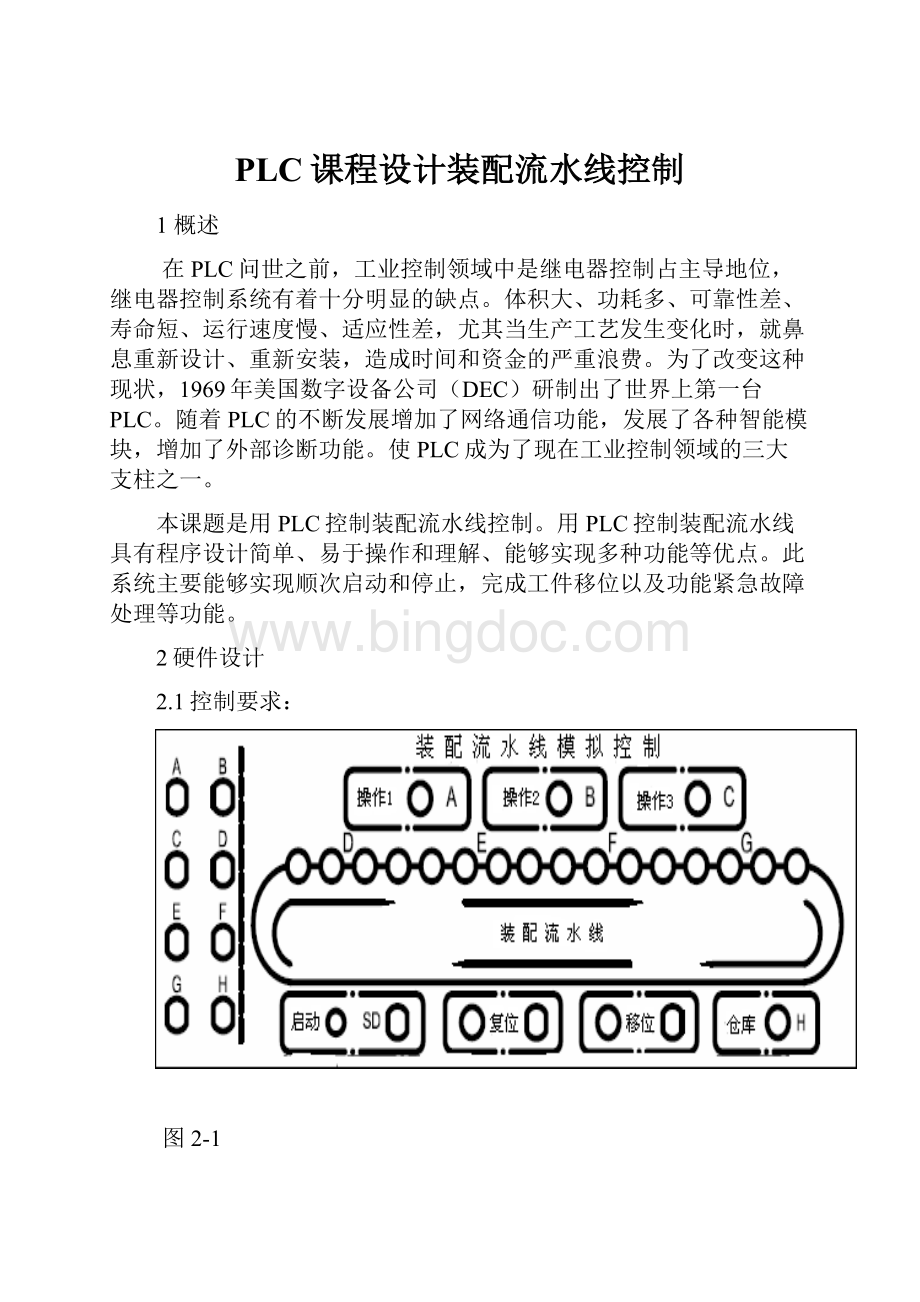
2.1控制要求:
图2-1
功能说明:
装配流水线控制传送系统,用异步电动机带动传送带,控制过程如下:
启动时先按下SD按钮,起动整个传送系统,工件开始在传送带移位。
停止时按下复位按钮,装配流水线停止工作,系统初始化重新开始运行。
A,B,C三个灯模拟的是三个操作,D,E,F,G四组灯模拟的是传送带。
传送带共有十六个工位,工件从1号位装入,分别在A(操作1)、B(操作2)、C(操作3)三个工位完成三种装配操作,经最后一个工位后送入仓库;D,E,F,G均是四个灯一组的模拟传送带,这些工位均用于传送工件。
工件在传送带上开始传送,经过DEFG传送之后进行A操作,再经过DEFG传送之后进行B操作,再经过DEFG传送之后进行C操作,然后经过DEFG传送到仓库。
按下启动按钮整个系统开始工作,按下复位按钮整个系统开始恢复到初始化状态,按下移位按钮系统开始传送工件经过ABC三个操作之后最后到达仓库。
2.2选择PLC型号
PLC的选择主要应从PLC的机型、容量、I/O模块、电源模块、特殊功能模块、通信联网能力等方面加以综合考虑。
PLC机型选择的基本原则是在满足功能要求及保证可靠、维护方便的前提下,力争最佳的性能价格比。
选择时应主要考虑到合理的结构型式,安装方式的选择,相应的功能要求,响应速度要求,系统可靠性的要求,机型尽量统一等因素。
2.2.1基本单元
S7-200系列PLC中可提供4种不同的基本型号的8种CPU供选择使用,其输入输出点数的分配见下表:
S7-200系列PLC中CPU22X的基本单元
表2.1-1
型号
输入点
输出点
可带扩展模块数
S7-200CPU221
6
4
—
S7-200CPU222
8
6
2个扩展模块
S7-200CPU224
14
10
7个扩展模块3
S7-200CPU226
24
16
7个扩展模块
S7-200CPU226XM
24
16
7个扩展模块
2.2.2个人计算机(PC)或编程器
个人计算机(PC)或编程器装上STEP7-Micro/WIN32编程软件后,机可供用户进行程序的编制、编辑、调试和监视等。
要求个人计算机(PC)的配置:
CPU80586或更高的处理器,16MB内存(最低要求为:
CPU80486,8MB内存);VGA显示器(分辨率1024*768像素);硬盘空间至少50MB;MicrosoftWindows所支持的鼠标。
STEP7-Micro/WIN32编程软件是基于Windows的软件,它支持32位Windows95,Windows98和WindowsNT4.0使用环境。
它的基本功能是创建、编辑、调试用户程序、组态系统等。
本实验采用S7—200CPU226的可编程控制器
2.3输入/输出接线列表
表2.3-1
面板
启动
复位
移位
A
B
C
PLC
I0.0
I0.2
I0.1
Q0.0
Q0.1
Q0.2
面板
D
E
F
G
H
PLC
Q0.3
Q0.4
Q0.5
Q0.6
Q0.7
其中I0.0为系统启动按钮,I0.1为移位按钮,I0.2为复位按钮,Q0.1、Q0.2、Q0.3位ABC三个操作的输出,Q0.3、Q0.4、Q0.5、Q0.6为模拟传送带的输出,Q0.7位模拟的仓库输出。
2.4系统设计流程图
PLC本身有多种程序设计语言,如梯形图语言、指令语句表语言、功能表语言等。
其中梯形图语言沿袭传统的电气符号控制图,但简化了符号,编程容易且直观。
根据设计要求具体流程图如下:
程序启动按下开始按钮I0.0
流水线开始工作
传送带D指示灯Q0.3亮
1秒之后传送带E指示灯Q0.4亮,Q0.3灭
1秒之后传送带F指示灯Q0.5亮,Q0.4灭
1秒之后传送带G指示灯Q0.6亮,Q0.5灭
1秒之后传送带A指示灯Q0.0亮,Q0.6灭
3秒之后传送带D指示灯Q0.3亮,Q0.0灭,
3秒之后传送带B指示灯Q0.1亮,Q0.0灭
3秒之后传送带C指示灯Q0.2亮,Q0.0灭
3秒后一轮完成,返回一开始的传送带E指示灯Q0.1亮,Q0.7灭
闭合移位开关,传送带有DEFG依次点亮
按下复位按钮I0.1,系统复位
再次按下启动按钮,程序再次启动
图2.4-1
3软件设计
3.1设计梯形图
图3.1-1梯形图
3.2设计语句表
Network1
LDI0.0
ANM0.1
TONT37,+10
Network2
LDT37
=M0.1
Network3
LDI0.1
OM0.5
=M10.0
Network4
LDM0.2
=M10.6
Network5
LDM0.3
=M12.4
Network6
LDM0.4
=M13.2
Network7
LDM0.1
SHRBM10.0,M10.1,+5
SHRBM10.6,M10.7,+5
SHRBM12.4,M12.5,+5
SHRBM13.2,M13.3,+5
Network8
LDM10.5
OM11.3
OM13.1
OM13.7
EU
=M1.0
Network9
LDM1.1
ANT58
OM10.0
=M1.1
TONT47,+50
Network10
LDM1.1
ANT47
OM1.2
=M20.0
Network11
LDM20.4
TONT48,+80
ANT48
=M1.2
Network12
LDM1.0
SHRBM20.0,M20.1,+4
Network13
LDM20.1
TONT39,+30
Network14
LDT39
TONT40,+15
ANT40
=M0.2
Network15
LDM20.2
TONT41,+30
Network16
LDT41
TONT42,+15
ANT42
=M0.3
Network17
LDM20.3
TONT43,+30
Network18
LDT43
TONT44,+15
ANT44
=M0.4
Network19
LDM20.4
TONT45,+30
Network20
LDT45
TONT46,+15
ANT46
=M0.5
Network21
LDM10.1
OM10.7
OM12.5
OM13.3
=Q0.3
Network22
LDM10.2
OM11.0
OM12.6
OM13.4
=Q0.4
Network23
LDM10.3
OM11.1
OM12.7
OM13.5
=Q0.5
Network24
LDM10.4
OM11.2
OM13.0
OM13.6
=Q0.6
Network25
LDM20.1
ANT39
=Q0.0
Network26
LDM20.2
ANT41
=Q0.1
Network27
LDM20.3
ANT43
=Q0.2
Network28
LDM20.4
ANT45
=Q0.7
Network29
LDI0.2
RM10.1,1
RM11.3,1
RM12.5,1
RM13.7,1
RM20.1,1
RM20.4,1
Network30
LDI0.2
TONT58,+1
4调试结果
图4-1
按下启动按钮,装配流水线模拟控制系统正常启动。
按下复位按钮,装配流水线模拟控制系统恢复到初始化状态。
按下移位按钮,工件开始在传送带上传动,经过DEFG之后到达A,进行操作1;经过DEFG之后到达B,进行操作2;经过DEFG之后到达C,进行操作3;经过DEFG之后到达H,进入仓库;完成一个工件的装配操作并且进入仓库。
在接着DEFG—A—DEFG——B—DEFG—C—DEFG—H按此顺序循环操作!
5结束语
PLC的诞生给工业控制卡领域带来了空前的发展。
改变了空也控制领域继电器站住带地位的格局。
推动了生产力的发展。
为国民经济建设做出了巨大的贡献。
随着PLC在工业控制领域的广泛推广,控制领域对PLC技术也提出了新的发展要求,进一步推动了PLC技术的发展。
所以作为当代大学生,做为自动化专业的学生,熟悉的掌握PLC应用技术生存黎明的根本。
通过本次亲身实践,我获益良多,不仅巩固了以前学习的知识,学到了很多在书本上所没有学到过的知识。
而且通过这次课程设计使我懂得了理论与实际相结合是很重要的,只有理论知识是远远不够的,只有把所学的理论知识与实践相结合起来,从理论中得出结论,才能真正的学到知识,从而提高自己的实际动手能力和独立思考的能力。
最后感谢老师的授课和教导!
6参考文献
1何衍庆等编著.编程序控制器原理及应用技巧.北京:
化学工业出版社,2000
2刘顺禧等编著.电气控制技术.北京:
北京理工大学出版社,2000
3陈金华等编著.可编程控制器(PC)应用技术.北京:
电子工业出版社,1995
4廖常初主编.PLC编程及应用.北京:
机械工业出版社,2002
5陈在平,赵相宾主编.可编程序控制器技术与应用设计.北京:
机械工业出版社,2002
6吴中俊、黄永红.可编程序控制器原理及应用.北京:
机械工业出版社,2003
 升级会员
升级会员 