齿轮 课程设计.docx
《齿轮 课程设计.docx》由会员分享,可在线阅读,更多相关《齿轮 课程设计.docx(18页珍藏版)》请在冰点文库上搜索。
齿轮课程设计
东华理工大学长江学院
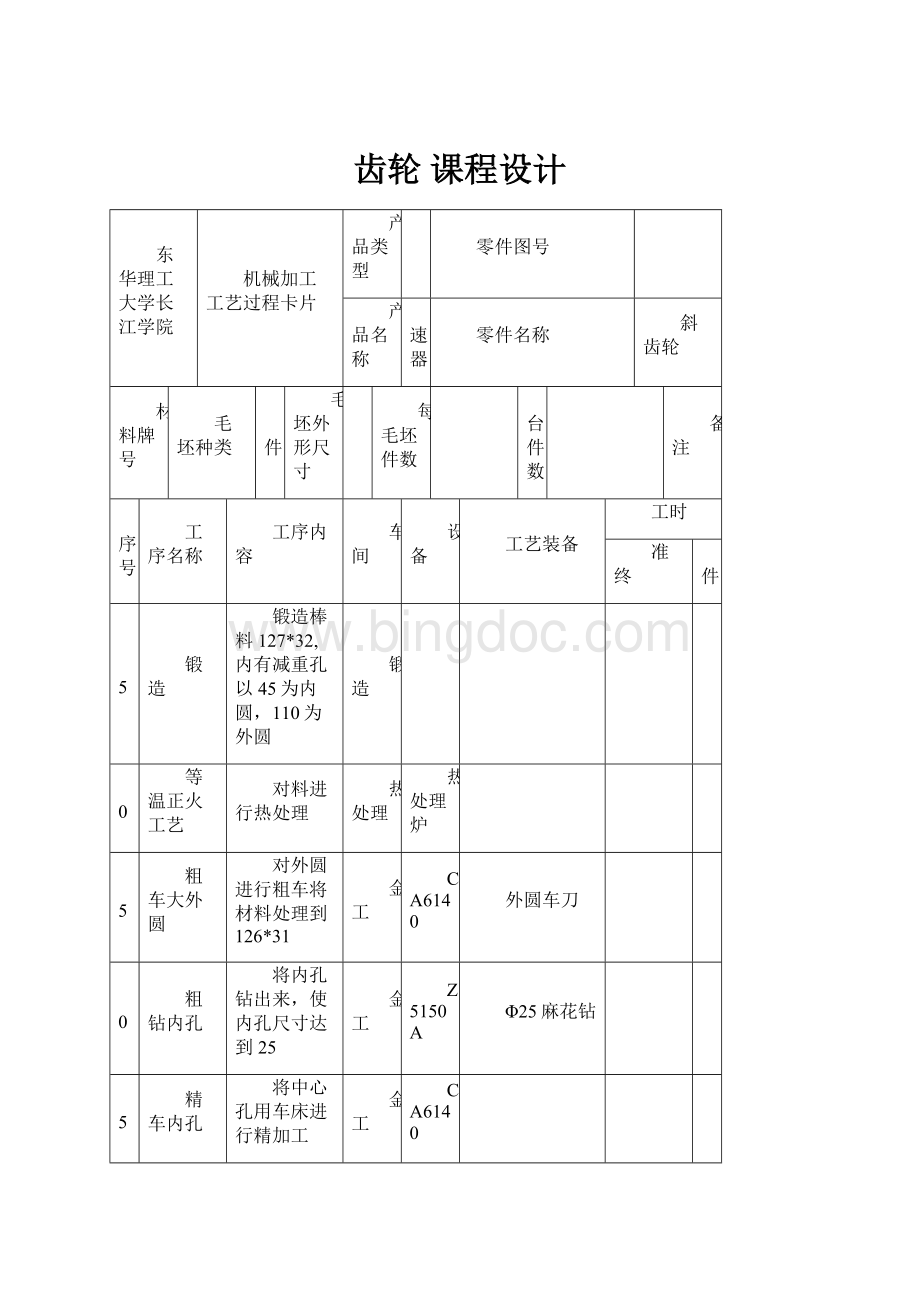
机械加工工艺过程卡片
产品类型
零件图号
产品名称
减速器
零件名称
斜齿轮
材料牌号
毛坯种类
锻件
毛坯外形尺寸
每毛坯件数
每台件数
备注
工序号
工序名称
工序内容
车间
设备
工艺装备
工时
准终
单件
05
锻造
锻造棒料127*32,内有减重孔以45为内圆,110为外圆
锻造
10
等温正火工艺
对料进行热处理
热处理
热处理炉
15
粗车大外圆
对外圆进行粗车将材料处理到126*31
金工
CA6140
外圆车刀
20
粗钻内孔
将内孔钻出来,使内孔尺寸达到25
金工
Z5150A
Φ25麻花钻
25
精车内孔
将中心孔用车床进行精加工
金工
CA6140
30
精车大外圆
对端面和外圆进行精加工,使精度达到125*30
35
插键槽
用插拉机床插出一个30*6的键槽
金工
插拉机床
40
加工齿轮
用滚齿法加工齿轮,一共79个键
金工
滚齿铣刀
45
磨端面
将端面的粗糙度磨到Ra=3.2
金工
M7432
50
磨齿
磨齿顶圆φ122r6
金工
外圆齿轮
55
清洗
清除飞边,毛刺等
清洗
60
检验
齿圈径向跳动,端面跳动,公法线长度,公差
检验中心
内径百分表
编制
抄写
校对
审核
批准
机械加工工艺过程卡
东华理工大学
机械加工工序卡
东华理工大学长江学院
1130102
产品名称
减速器
零件名称
斜齿轮
共10页
第1页
车间
工序号
工序名称
材料牌号
锻造间
05
锻造
锻件
毛坯种类
毛坯外形尺寸
毛坯可削件数
每台件数
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序公式
准终
辅助
工序号
工步内容
工艺准备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
05
机动
辅助
201130010232
设计日期
校对日期
审核
会签
标准化
2013/12/28
机械加工工序卡
产品型号
产品圈号
吴正明
东华理工大学
机械加工工序卡
东华理工大学长江学院
1130102
产品名称
减速器
零件名称
斜齿轮
共10页
第1页
车间
工序号
工序名称
材料牌号
锻造间
10
锻造
锻件
毛坯种类
毛坯外形尺寸
毛坯可削件数
每台件数
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序公式
准终
辅助
工序号
工步内容
工艺准备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
10
机动
辅助
201130010232
设计日期
校对日期
审核
会签
标准化
2013/12/28
机械加工工序卡
产品型号
产品圈号
吴正明
东华理工大学
机械加工工序卡
东华理工大学长江学院
1130102
产品名称
减速器
零件名称
斜齿轮
共10页
第1页
车间
工序号
工序名称
材料牌号
锻造间
05
锻造
锻件
毛坯种类
毛坯外形尺寸
毛坯可削件数
每台件数
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序公式
准终
辅助
工序号
工步内容
工艺准备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
15
机动
辅助
201130010232
设计日期
校对日期
审核
会签
标准化
2013/12/28
机械加工工序卡
产品型号
产品圈号
吴正明
东华理工大学
机械加工工序卡
东华理工大学长江学院
1130102
产品名称
减速器
零件名称
斜齿轮
共10页
第1页
车间
工序号
工序名称
材料牌号
锻造间
05
锻造
锻件
毛坯种类
毛坯外形尺寸
毛坯可削件数
每台件数
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序公式
准终
辅助
工序号
工步内容
工艺准备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
20
机动
辅助
201130010232
设计日期
校对日期
审核
会签
标准化
2013/12/28
机械加工工序卡
产品型号
产品圈号
吴正明
东华理工大学
机械加工工序卡
东华理工大学长江学院
1130102
产品名称
减速器
零件名称
斜齿轮
共10页
第1页
车间
工序号
工序名称
材料牌号
锻造间
05
锻造
锻件
毛坯种类
毛坯外形尺寸
毛坯可削件数
每台件数
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序公式
准终
辅助
工序号
工步内容
工艺准备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
25
机动
辅助
201130010232
设计日期
校对日期
审核
会签
标准化
2013/12/28
机械加工工序卡
产品型号
产品圈号
吴正明
东华理工大学
机械加工工序卡
东华理工大学长江学院
1130102
产品名称
减速器
零件名称
斜齿轮
共10页
第1页
车间
工序号
工序名称
材料牌号
05
锻造
锻件
毛坯种类
毛坯外形尺寸
毛坯可削件数
每台件数
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序公式
准终
辅助
工序号
工步内容
工艺准备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
30
机动
辅助
201130010232
设计日期
校对日期
审核
会签
标准化
2013/12/28
机械加工工序卡
产品型号
产品圈号
吴正明
东华理工大学
机械加工工序卡
东华理工大学长江学院
1130102
产品名称
减速器
零件名称
斜齿轮
共10页
第1页
车间
工序号
工序名称
材料牌号
锻造
锻件
毛坯种类
毛坯外形尺寸
毛坯可削件数
每台件数
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序公式
准终
辅助
工序号
工步内容
工艺准备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
35
机动
辅助
201130010232
设计日期
校对日期
审核
会签
标准化
2013/12/28
机械加工工序卡
产品型号
产品圈号
吴正明
东华理工大学
机械加工工序卡
东华理工大学长江学院
1130102
产品名称
减速器
零件名称
斜齿轮
共10页
第1页
车间
工序号
工序名称
材料牌号
锻造
锻件
毛坯种类
毛坯外形尺寸
毛坯可削件数
每台件数
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序公式
准终
辅助
工序号
工步内容
工艺准备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
40
机动
辅助
201130010232
设计日期
校对日期
审核
会签
标准化
2013/12/28
机械加工工序卡
产品型号
产品圈号
吴正明
东华理工大学
机械加工工序卡
东华理工大学长江学院
1130102
产品名称
减速器
零件名称
斜齿轮
共10页
第1页
车间
工序号
工序名称
材料牌号
锻造
锻件
毛坯种类
毛坯外形尺寸
毛坯可削件数
每台件数
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序公式
准终
辅助
工序号
工步内容
工艺准备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
45
机动
辅助
201130010232
设计日期
校对日期
审核
会签
标准化
2013/12/28
机械加工工序卡
产品型号
产品圈号
吴正明
东华理工大学
机械加工工序卡
东华理工大学长江学院
1130102
产品名称
减速器
零件名称
斜齿轮
共10页
第1页
车间
工序号
工序名称
材料牌号
锻造间
05
锻造
锻件
毛坯种类
毛坯外形尺寸
毛坯可削件数
每台件数
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序公式
准终
辅助
工序号
工步内容
工艺准备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
50
机动
辅助
201130010232
设计日期
校对日期
审核
会签
标准化
2013/12/28
机械加工工序卡
产品型号
产品圈号
吴正明
东华理工大学
机械加工工序卡
东华理工大学长江学院
1130102
产品名称
减速器
零件名称
斜齿轮
共10页
第1页
车间
工序号
工序名称
材料牌号
锻造间
05
锻造
锻件
毛坯种类
毛坯外形尺寸
毛坯可削件数
每台件数
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序公式
准终
辅助
工序号
工步内容
工艺准备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
55
机动
辅助
201130010232
设计日期
校对日期
审核
会签
标准化
2013/12/28
机械加工工序卡
产品型号
产品圈号
吴正明
东华理工大学
机械加工工序卡
东华理工大学长江学院
1130102
产品名称
减速器
零件名称
斜齿轮
共10页
第1页
车间
工序号
工序名称
材料牌号
锻件
毛坯种类
毛坯外形尺寸
毛坯可削件数
每台件数
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序公式
准终
辅助
工序号
工步内容
工艺准备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
60
机动
辅助
201130010232
设计日期
校对日期
审核
会签
标准化
2013/12/28
机械加工工序卡
产品型号
产品圈号
吴正明
东华理工大学
 升级会员
升级会员 