开清棉工艺设计样本.docx
《开清棉工艺设计样本.docx》由会员分享,可在线阅读,更多相关《开清棉工艺设计样本.docx(15页珍藏版)》请在冰点文库上搜索。
开清棉工艺设计样本
24.3texT开清棉工艺设计
组员:
一、原料特点和成纱质量要求
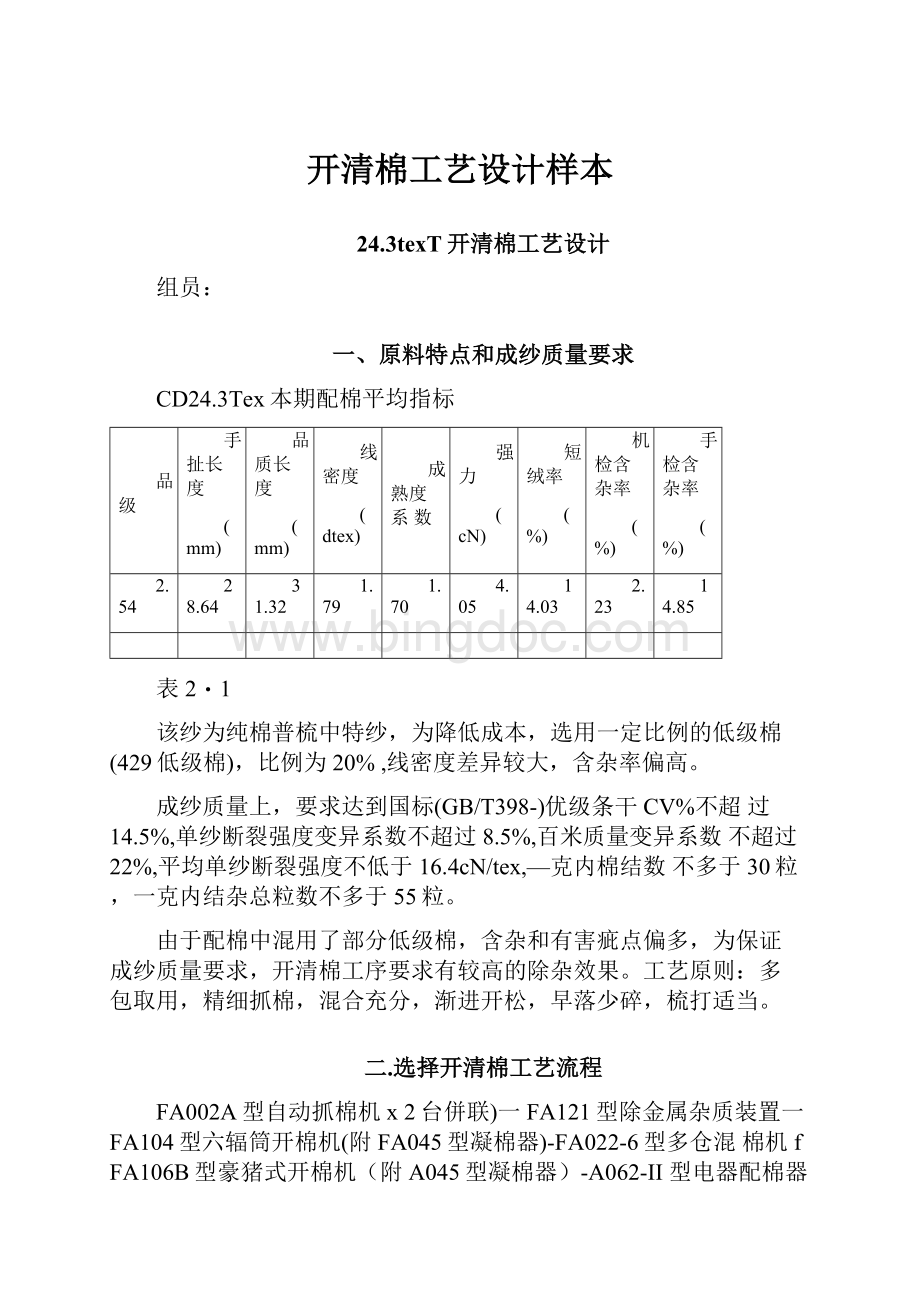
CD24.3Tex本期配棉平均指标
品级
手扯长度
(mm)
品质长度
(mm)
线密度
(dtex)
成熟度系数
强力
(cN)
短绒率
(%)
机检含杂率
(%)
手检含杂率
(%)
2.54
28.64
31.32
1.79
1.70
4.05
14.03
2.23
14.85
表2・1
该纱为纯棉普梳中特纱,为降低成本,选用一定比例的低级棉(429低级棉),比例为20%,线密度差异较大,含杂率偏高。
成纱质量上,要求达到国标(GB/T398-)优级条干CV%不超过14.5%,单纱断裂强度变异系数不超过8.5%,百米质量变异系数不超过22%,平均单纱断裂强度不低于16.4cN/tex,—克内棉结数不多于30粒,一克内结杂总粒数不多于55粒。
由于配棉中混用了部分低级棉,含杂和有害疵点偏多,为保证成纱质量要求,开清棉工序要求有较高的除杂效果。
工艺原则:
多包取用,精细抓棉,混合充分,渐进开松,早落少碎,梳打适当。
二.选择开清棉工艺流程
FA002A型自动抓棉机x2台併联)一FA121型除金属杂质装置一FA104型六辐筒开棉机(附FA045型凝棉器)-FA022-6型多仓混棉机fFA106B型豪猪式开棉机(附A045型凝棉器)-A062-II型电器配棉器一[FA046型振动棉箱給棉机(附A045型凝棉器)一FA141A型单打手成卷机]x2台
该流程有3个开清点,2个混合点,能够满足加工含杂率为2.5%左右的原棉开松除杂的要求。
三•配置开清棉各单机主要工艺参数
(1)两个圆盘抓棉机采取并联方式,即两只圆盘抓棉机同时生产,这样可减少抓棉打手伸出助条的距离,减少抓棉小车间歇下降的动程,实现多包取用,精细抓棉。
表2-2
FA002型自动抓棉机
产量[kg/(台・h)]
800
堆放棉包质量(kg)
4000(2台并联)
打手直径(mm)
385
打手刀片形式
锯齿刀片,抓取角10°,刀尖角60°,
厚4mm
刀片排列方式
31片组合,从里到外,刀片由稀到密分
为3组
小车运转速度(r/min)
0.59~2.96
打手转速(r/min)
740
刀片伸出助条的距离(mm)
2.5~7.5
打手每次下降的距离(mm)
2~6
(2)FA104型六车昆筒幵棉机属于自由打击开棉,尘棒间的隔距从大到小,觀筒与尘棒间的隔距由小到大。
表2-3
FA104型六馄筒开棉机
产量[kg/(台・h)]
800
适合加工的原料
棉
幅筒形式及排列倾
角
四排圆锥体角钉,向上倾角45°
车昆筒直径(mm)
455
幅筒转速(r/min)
第一档:
44&492,545,572,632,698;第二档:
均为
400;第三档:
均为492
尘棒形式及安装角
振动式扁钢尘棒,±15°
尘棒根数
第一、二、三组为35根;第四、五组为39根
尘棒隔距(mm)
第一、二、三组为10根;第四、五组为8根
给棉罗拉转速
(r/min)
5.40,4.95,4.50,4.05
幅筒与尘棒的隔距
(mm)
一二、三组为8;第四、五组为12
馄筒角钉与剥棉刀
的隔距(mm)
以小为宜,一般为1.5mm左右
(3)FA022-6型多仓混棉机,利用多个棉仓以棉流不同时喂入,同时输出,形成时间差混合来达到混合的目的。
表2-4
FA022-6型多仓混棉机
产量[kg/(台・h)]
500
机幅(mm)
1400
打手
形式
六翼齿形钢板
直径(mm)
420
转速(r/min)
260,330
罗拉
形式
六翼钢板
直径(mm)
200
转速(r/min)
0.1,0.2,0.3
梳棉风机
直径(mm)
500
转速(r/min)
1200,1440,1728
罗拉间隔距(mm)
30
罗拉与打手间隔距(mm)
11
⑷FA141型清棉成卷机适当加大风扇速度与综合打手速比,提高风扇速度,放大尘棒与尘棒之间的隔距,提高FA141进一步排除细杂的能力。
表2-5
FA141型清棉成卷机
产量
成卷质量
成卷时间
成卷长
棉卷罗拉直
棉卷罗拉转速
[kg/(台h)]
(g)
min
度(kg)
径(mm)
(r/min)
250
13~30
3~10
30~80
230
10-15
243.61
15
3.26
34
230
14
4.计算棉卷规格和成卷机主要技术参数
因为所纺纱线线密度为24.3tex,因此根据上表可选择如下参数:
棉卷干重量G干=410g/m,棉卷公定回潮率G公=8.5%,实际回潮率W实=7.6%,棉卷伸长率8=3%,时间效率“=90%,棉卷罗直径D=230mm棉卷罗拉转速n=14r/min,棉卷总质量M总=15Kgo
五、棉卷湿重G湿二棉卷干重量G干*(1+实际回潮率W实)
=410g/m*(1+7.6%)=441.16g/m;
2棉卷公定回潮率时G公二棉卷干重量G干*(1+棉卷公定回潮率G公)=410g/m*(1+8.5%)=444.85g/m;
3棉卷实际长度二棉卷总质量M总*1000/棉卷湿重G湿
=15Kg*1000/441」6g/m=34.00m;
4棉卷计算长度二棉卷实际长度*/(1+棉卷伸长率8)=
34.00m/(l+3%)=33.00m
5落棉时间二棉卷计算长度/棉卷罗拉线速度二棉卷计算长度/(棉卷罗直径D*棉卷罗拉转速n*7T)=33.00m*1000/(230mm*14r/min*3.14)=3.26min;
6理论产量二兀*棉卷罗直径D*棉卷罗拉转速n*60*棉卷公定回潮率时定量G公*(1+棉卷伸长率8)/(1000*1000)=3.14*230mm*14r/min*60*(l+3%)/1000/1000=270.68[kg/冶.h)]
7实际产量二理论产量*时间效率4=270.68[kg/(台.h)]*90%=243.61[kg/(台.h)]
8棉卷线密度二棉卷干重量G干*(1+棉卷公定回潮率G公)*1000=棉卷公定回潮率时G公*1000=444.85g/m*1000=444850tex
五.完成开清棉工艺单设计
表2-6
原料混用成分
原棉
品级
手扯长度(mm)
品质长度(mm)
实际回潮率(%)
线密度
(dtex)
成熟度系数
含杂
率
(%)
手检含朵(粒/g)
短绒率
(%)
2
•
5
4
28.6
4
31.32
7.6
1.79
1.7
2.23
14.8
5
14.03
开清棉工艺流程
上包图1
开清棉匸艺流程
棉卷技术规格
机型
公定
回潮
率(%)
实际
回潮
率(%)
棉卷
线密
度
(te
X)
定量(g/m)
棉卷长度
(m)
湿重
干重
计算
实际
棉卷净重(kg)
FA14
8.5
7.6
4448
50
441.16
410
33
34
15
落
卷
时
间
(m
in)
r?
6
主耍隔距
开清棉匸艺
主要速度
机型
刀片伸出助条的距离
(mm)
打手间歇下降量
\mm;次)
打手转速(r/min)
抓棉小车行走速度
(m/min)
kg/(台/h)
kg(
台/
班)
kg(台
/夭)
FA00
2
740
2.3
800
机型:
FA104加工原料:
棉产量:
800
六
筒开棉机
多仓混棉机
給棉机
主要隔距
主要速度
尘棒隔距(mm)
第一、二、三组为10
根,第四、五组为8
根
车昆筒转速
(r/min)
492
辐筒与尘棒的隔距
(mm)
第一、二、三组为8根,第四、五组为12
根
給棉罗拉转速(r/mi
n)
5.4
辐筒角钉与剥棉刀的隔距
(mm)
以小为宜,般为
1.5mm左右
机型:
FA022-6加工原料:
棉产量:
500
主要隔距
主要速度
罗拉间隔距(mm)
30
打手转速(r/min)
260
罗拉与打手间隔距
(mm)
11
罗拉转速(r/min)
0.1
输棉风机转速(r/min)
1200
机型:
FA046型振动棉箱給棉机
主要隔距
主要速度
角钉帘〜均棉罗拉
(mm)
20
输棉帘线速度(m/min)
14.6
角钉帘〜剥棉打手
(mm)
1
角钉帘线速度(m/min)
70
振动棉箱适中,振
12
均棉罗拉转速
(r/min)
272
动板振幅(mm)
剥棉打手速度(r/min)
429
开棉机
原料
机型
主要隔距
主要速度
产量
给棉罗拉〜打手
(mm)
打手~尘棒(mm)
尘棒~尘棒
给棉罗拉转速
(r/m
in)
打手转速(r/min)
kg/冶/h)
进口
出口
进口
中间
出口
棉
FA10
6B
6
14
16
14
12,10
8
45
540
800
清棉机
原料
机型
主要隔距
主要速度
定额产量
夭平罗拉~打手(mm)
打手~尘棒
(mm)
尘棒~尘棒
夭平罗拉转速
(r/m
in)
风机转速(r/min)
综合打手转速
(r/m
in)
棉卷罗拉转速(r/min)
kg/冶/h)
进口
出口
棉
FA14
1
9.5
8
18
7
20
1200
915
15.3
6
243
・61
分析:
棉卷中索丝太多的原因
1、物料方⑥:
(1)籽棉含水过高。
棉纤维含水相这高,其刚性减弱,可挠性增强,易互相缠绕;
(2)空气相对湿度较大。
由于湿度大,籽棉易迅速吸水,含水升高。
2、操作方面:
(1)喂棉量过大喂轧不平衡;
(2)棉籽梳倾斜度太小,排籽不畅,造成籽棉卷太紧。
(3)喂棉不均匀,籽棉卷时松时紧。
3、安装与调试方廂:
(1)锯筒与毛刷滚筒未啮合,锯筒上轧下的纤维未及时刷去,形成棉结和索丝,喂轧不平衡,造成籽棉卷太紧;
(2)锯筒与毛刷滚筒线速比偏低,刷棉不利,喂轧不平衡,造成籽棉卷太紧,锯筒缠花,形成索丝和棉结;(3)压力角、锯角过大,锯齿钩扯纤维时,纤维易卡在齿根内,毛刷滚筒不能顺利刷棉;(4)毛刷条磨损过重,刷棉效果较差。
4.机件规格与技术要求方面:
(1)锯筒上毛刺.钩齿太多,纤维易缠绕在锯筒上,形成索丝和棉结;
(2)锯片缺齿太多,在无锯齿处尾端的锯齿轧花时,一次钩花量太多,形成棉结和索丝;(3)输送设备有毛刺,不光滑,将成束纤维形成索丝和棉结;(4)毛刷滚筒不平衡,轴弯曲,刷棉不匀。
 升级会员
升级会员 