输出轴工序卡片.docx
《输出轴工序卡片.docx》由会员分享,可在线阅读,更多相关《输出轴工序卡片.docx(15页珍藏版)》请在冰点文库上搜索。
输出轴工序卡片
输出轴工序卡片
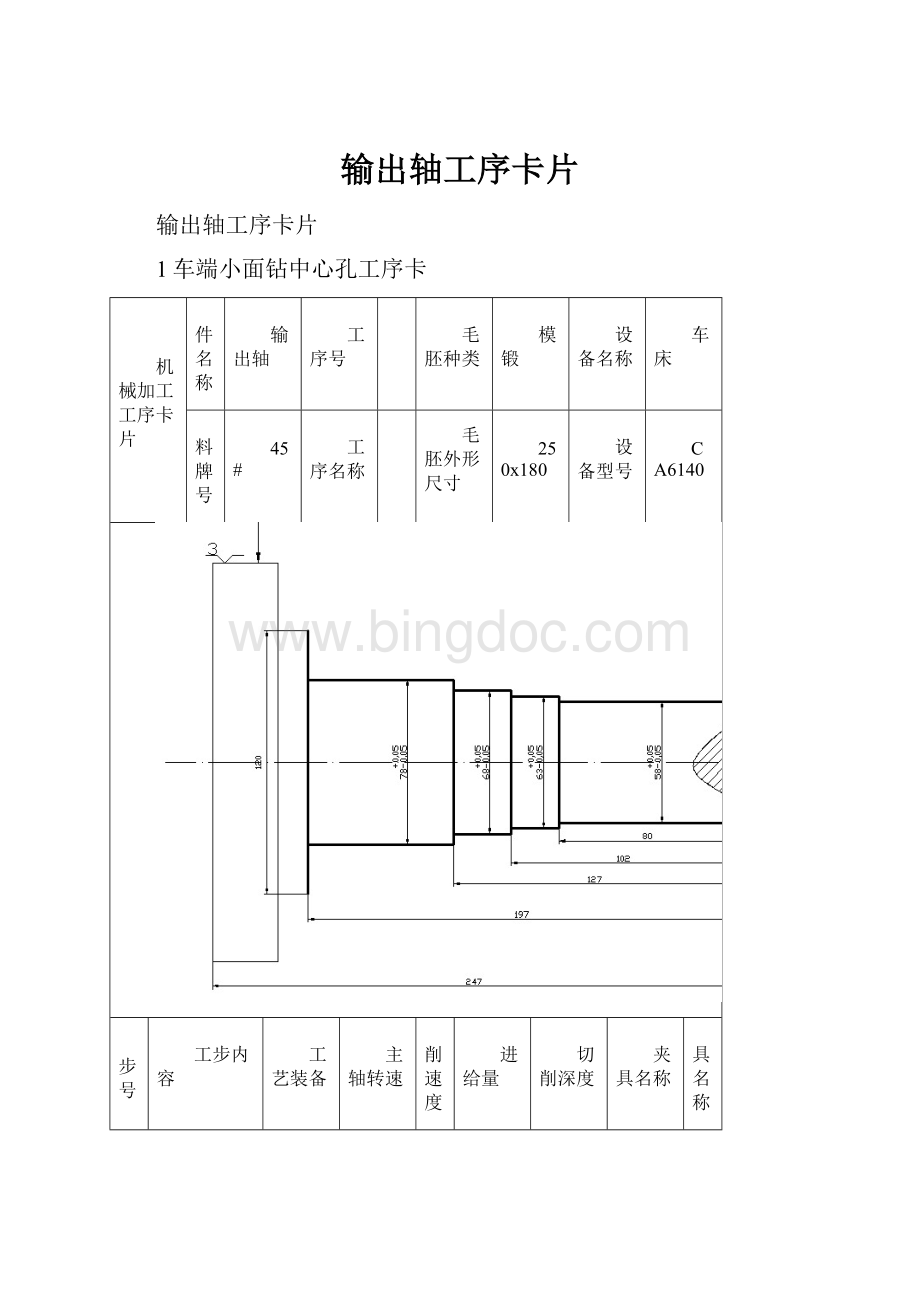
1车端小面钻中心孔工序卡
机械加工工序卡片
零件名称
输出轴
工序号
3
毛胚种类
模锻
设备名称
车床
材料牌号
45#
工序名称
车
毛胚外形尺寸
250x180
设备型号
CA6140
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
夹大端外圆,粗车小断面
95°外圆车刀
2
三抓卡盘,中心架,顶针
游标卡尺,米尺
2
夹大端外圆,精车小端面
95°外圆车刀
1
3
夹大端外圆,钻中心孔B2.5/GB145-59
中心钻
4
夹大端外圆,顶小端中心孔,粗车Φ58外圆柱面
95°外圆车刀
12
5
夹大端外圆,顶小端中心孔,粗车Φ63外圆柱面
95°外圆车刀
7
6
夹大端外圆,顶小端中心孔,粗车Φ68外圆柱面
95°外圆车刀
2
7
夹大端外圆,顶小端中心孔,粗车Φ78外圆柱面
95°外圆车刀
2
2车大端外圆,大端面及内肩孔
机械加工工序卡片
零件名称
输出轴
工序号
4
毛胚种类
模锻
设备名称
车床
材料牌号
45#
工序名称
车
毛胚外形尺寸
250x180
设备型号
CA6140
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
粗车大端外圆
95°外圆车刀
2.5
三抓自定心卡盘,顶针
游标卡尺,专用量规,米尺
2
粗车大端端面
95°外圆车刀
2
3
粗车Φ47的孔
内孔车刀
47
4
粗车Φ77的孔
内孔车刀
30
5
粗车Φ101的孔
内孔车刀
24
6
3精车各外圆
机械加工工序卡片
零件名称
输出轴
工序号
6
毛胚种类
模锻
设备名称
车床
材料牌号
45#
工序名称
车
毛胚外形尺寸
250x180
设备型号
CA6140
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
精车Φ55.3的外圆,倒角
95°外圆车刀
2.7
三抓自定心夹盘,顶针
游标卡尺
2
精车Φ60.3的外圆,倒角
95°外圆车刀
2.7
3
精车Φ65.3的外圆,倒角
95°外圆车刀
2.7
4
精车Φ75.3的外圆,倒角
95°外圆车刀
2.7
5
6
4精车Φ176外圆和内孔,车端面,钻中心孔
机械加工工序卡片
零件名称
输出轴
工序号
7
毛胚种类
模锻
设备名称
车床
材料牌号
45#
工序名称
车
毛胚外形尺寸
250x180
设备型号
CA6140
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
半精车Φ176外圆,倒角
内孔车刀
1.5
三抓自定心夹盘,顶针
游标卡尺,专用量规
2
精车大端面
内孔车刀
1
3
半精车Φ50的内孔,倒角
内孔车刀
3
4
半精车Φ79的内孔,倒角
内孔车刀
2
5
半精车Φ104的内孔,倒角
内孔车刀
3
6
5车30°斜面
机械加工工序卡片
零件名称
输出轴
工序号
毛胚种类
模锻
设备名称
车床
材料牌号
45#
工序名称
毛胚外形尺寸
250x180
设备型号
CA6140
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
粗车Φ176的左端面
95°外圆车刀
1
三爪自定心夹盘,顶针
游标卡尺,专用量规
2
粗车Φ116的斜面
95°外圆车刀
4
3
4
5
6
5钻10xΦ20mm的孔
机械加工工序卡片
零件名称
输出轴
工序号
毛胚种类
模锻
设备名称
立式钻床
材料牌号
45#
工序名称
毛胚外形尺寸
250x180
设备型号
Z525
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
钻10XΦ18的孔
Φ18的钻头
18
立式钻床专用夹具
专用量具
2
3
4
5
6
6磨小端外圆
机械加工工序卡片
零件名称
输出轴
工序号
10
毛胚种类
模锻
设备名称
磨床
材料牌号
45#
工序名称
磨
毛胚外形尺寸
250x180
设备型号
M7130
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
磨Φ55的外圆
外圆磨盘
0.3
顶针,磨床专用夹具
游标卡尺,千分尺
2
磨Φ60的外圆
外圆磨盘
0.3
3
磨Φ65的外圆
外圆磨盘
0.3
4
磨Φ75的外圆
外圆磨盘
0.3
5
6
7车精车Φ80的内孔
机械加工工序卡片
零件名称
输出轴
工序号
11
毛胚种类
模锻
设备名称
车床
材料牌号
45#
工序名称
车
毛胚外形尺寸
250x180
设备型号
CA6140
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
精车Φ80的内孔
内孔车刀
1
三抓自定心夹盘,顶针
游标卡尺,专用量规
2
3
4
5
6
8镗10XΦ20孔到图纸要求
机械加工工序卡片
零件名称
输出轴
工序号
12
毛胚种类
模锻
设备名称
车床
材料牌号
45#
工序名称
镗
毛胚外形尺寸
250x180
设备型号
CA6140
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
粗镗10XΦ19.8的内孔
Φ19.8的镗刀
1.8
三抓自定心夹盘,顶针
游标卡尺,专用量规
2
精镗10XΦ20的内孔
Φ20的镗刀
0.2
3
4
5
6
9铣键槽
机械加工工序卡片
零件名称
输出轴
工序号
13
毛胚种类
模锻
设备名称
卧式铣床
材料牌号
45#
工序名称
铣
毛胚外形尺寸
250x180
设备型号
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
粗铣15X49的键槽
铣刀
15X49
卧式铣床专用夹具,顶针
游标卡尺,专用量具
2
精铣16X50的键槽
铣刀
1
3
4
5
6
10钻斜孔两处Φ8
机械加工工序卡片
零件名称
输出轴
工序号
14
毛胚种类
模锻
设备名称
立式钻床
材料牌号
45#
工序名称
钻
毛胚外形尺寸
250x180
设备型号
Z525
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
钻2XΦ8的孔
Φ8的钻头
8
钻床专用夹具
专用量具
2
3
4
5
6
 升级会员
升级会员 