矿热炉出铁口开口机设计开题报告 62.docx
《矿热炉出铁口开口机设计开题报告 62.docx》由会员分享,可在线阅读,更多相关《矿热炉出铁口开口机设计开题报告 62.docx(14页珍藏版)》请在冰点文库上搜索。
矿热炉出铁口开口机设计开题报告62
毕业设计(论文)开题报告
题目:
矿热炉出铁口开口机设计
1毕业设计(论文)综述(题目背景、研究意义及国内外相关研究情况)
1.1题目背景、研究意义
矿热炉出铁口经常经受着高温铁水和熔渣的冲刷和浸蚀作用,因此对出铁口的正确维护是十分重要的。
否则,不仅会严重影响正常生产,还可能引起事故,危害炉前工人和设备的安全。
随着矿热炉冶炼的强化、炉容不断扩大和各种新技术在矿热炉生产中的应用,矿热炉的生产能力有了大幅度的增长,正确维护出铁口就显得更为重要。
要求炮泥非常坚固,因此无水炮泥等坚硬耐火泥料在国内外矿热炉上获得了广泛的应用。
此时,出铁口的强度提高了,但同时增加了打开出铁口的难度,这相应地提高了对出铁口开口机的要求。
所以大力提高打开出铁口操作的机械化水平及研制新型的高效能开口机具有重要的意义[1]。
开铁口机是矿热炉炉前关键设备之一,其运行效果直接影响到矿热炉安全生产。
随着矿热炉强化冶炼工艺技术的进步,矿热炉利用系数、产量大幅度提高,铁口维护工作日益重要。
而保持适宜的铁口角度,使炉缸具有适当的死铁层,有利于保护炉底;渣铁较易出净,泥包比较坚固,铁口深度波动较小,有利于维护铁口[2]。
本题目来自工程实际,具有很高的实用价值,涉及到机械、液压和结构设计方面的知识,通过本课题,对现有开口机存在的问题进行改良设计,优化开口机的现有结构,设计出适用、可靠的新型开口机。
延长了开口机的使用寿命。
通过对上述部分结构改良,并对具体工程项目的设计过程能有更进一步的了解,为以后的工作打下基础。
1.2国内相关研究情况
在我国的矿热炉上,目前广泛使用的是吊挂型电动式开口机,它是50年代设计的产品。
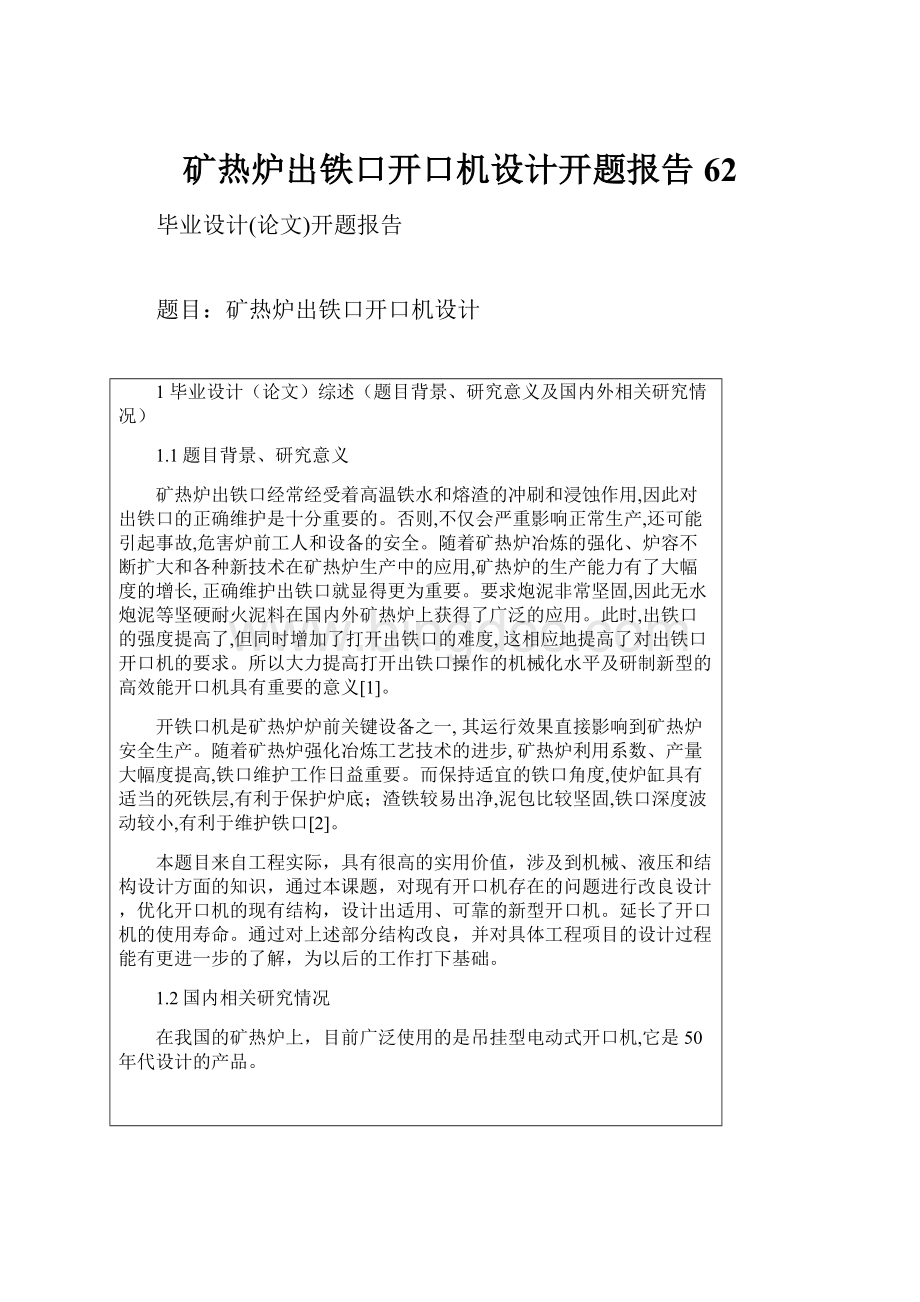
1-座子2-转臂3-送进传动机构4-钢绳5-小车
6-吊杆7-电动机8-减速器9-钻杆
图1.1吊挂型电动开铁口机
它一般由9部分组成,如图1.1所示其中送进机构转臂2为一工字钢,它的一端沿水平方向铰接在固定的座子1上,此座子固定在矿热炉炉皮上。
转臂2的另一端装有送进机构3,借助于该传动机构和钢丝绳4拖动小车5在工字钢的下翼缘上移动。
钻机本体通过可调吊杆6悬在小车上,它由电机7、减速机8和钻杆5组成。
钻杆可装在减速机的输出轴上,能随时拆装[3]。
此类开口机的结构简单,易制造、安装和调整,送进机构3还可以放在地面上以减轻转臂负荷.此类开口机使用很广泛,但机械化程度不高,在操作上仍需人工辅助对正后才能开钻,更换钻杆也需人工操作这类开口机,在钻开铁口的过程中,其钻杆的中线与水平面间的夹角随钻进深度的增大而加大,钻头前端在出铁口内形成弧形运动轨迹如图1.2,钻孔质量低以这种设备开铁口,劳动强度大,速度慢,且不安全,曾多次出现人员伤亡和生产事故。
所以,这种开口机与现代化矿热炉生产发展水平是非常不相适应的[3]。
1-机体2-钻杆3-出铁口孔道
4-铁口泥包5-炉墙渣皮6-炉墙
图1.2钻头轨迹示意图
多年来,三峡工业设计研究院一直从事开口机国产化的研究与开发。
2006年2月三峡工业设计研究院与水钢、鄂钢就降低铁口污染,降低钻头、钻杆、油料消耗,提高正点率、开口率、出铁率、出铁均匀率,共同联合研制了“低耗、环保、高效”开口机,并于4月19日成功用于水钢3号矿热炉(1350m3),取得了良好效果[4]。
十几年来,三峡工业设计研究院设计改造了适合中国炉况具有独立自主知识产权的电动、全气动、液气结合式、全液压等四大系列、十二种机型的开口机,被炼铁界称为“开口机的世界”。
1)20世纪80年代末期,国内引进DDS公司第一代开口机(CHQ1000)用于湘钢3BF,采用矮柱双轨式,在同一行走梁上并排挂两台开口机,集冲钻为一体,广泛应用于国内1000m3以下矿热炉。
2)20世纪90年代初期,DDS公司第二代开口机(CHQ2000)在武钢3BF使用,采用冲钻分离式,此机与CHQ1000型相比,转速提高了25﹪,扭矩提高了30﹪,冲击功提高了40﹪。
3)1998年12月,DDS公司第三代开口机(CHQ2000L)在昆钢6BF使用,开口机转臂为低柱斜座式,此结构稳定性强,离地面空间小,便于设备检修及备件拆换。
此外,该机还根据国外开口工艺增设了逆打装置,1999年10月三峡工业设计研究院将其国产化,并迅速在国内1000m3以上至2000m3以下矿热炉推广。
4)20世纪末,DDS公司与PW公司重组,组建为TMT公司。
21世纪初,该公司生产的HS573-GH型全液压开口机,随着炉前设备的引人,先后在武钢6BF、7BF,马钢新区1BF、2BF,韶钢6BF,太钢5BF,本钢6BF、7BF、8BF和宝钢4BF使用[5]。
自2004年,包钢矿热炉开口机气改液技术改造工程完成后,该系统一直运行平稳,安全可靠,完全满足了炼铁生产工艺的要求[6]。
这一新技术的应用,对提高中国炉前设备自动化水平起到了积极的推动作用,但也出现诸多问题。
比如:
蓄能器氮气泄露问题,蓄能器皮碗易破损问题,旋转齿轮箱润滑问题,吹扫管尾部雾化水泄露对旋转齿轮浸湿问题,以及振打杆与钻杆连接处工作状态下外泄露水的问题等[5]。
为适应矿热炉强化冶炼的需要,国内各大钢铁公司相继应用了新型现代化开铁口机。
早在20世纪80年代初宝钢1号矿热炉从日本引进了全气动的悬挂式开铁口机;90年代初鞍钢11号矿热炉从德国DDS公司引进了气液复合传动落地式(高立柱)开铁口机;90年代中期上钢一厂引进了英国DAVY公司的开铁口机和昆钢引进了卢森堡PW公司的气液复合传动矮式开铁口机。
这些先进技术不同的典型范例,对我国开发研制新型现代化开铁口机影响较大[7]。
目前国内应用的新型现代化开铁口机类型较杂,2000m3以下矿热炉应用落地式矮立柱(全液压或气液复合传动)类型的开铁口机居多,2000m3以上矿热炉应用高立柱类型居多。
它们共同的特点是都具有导向轨梁和送进机构,钻机沿着一定角度的倾斜轨道行进,开出的铁口孔道和这个角度相同的圆孔,为能够适应坚硬炮泥,钻机都具有冲打功能。
有的还具有特殊功能:
如正、反钻削,正、逆向冲打等[7]。
韶钢7号矿热炉炉前使用的开铁口机全部都是由德国TMT公司设计制造的进口产品。
它主要由液压缸驱动大臂旋转、液压马达驱动小车进给、液压马达驱动旋转机构和液压换向阀控制双向振打机构的全液压开铁口机。
它集旋转、双向振打、吹扫为一体,钻杆、钻头、水雾化为一体。
具有功率大、效率高、消耗低、故障少、安全环保等特点。
在其辅助设施上,配有先进的水气雾冷却系统和油雾润滑系统。
水气雾冷却系统产生的水雾细腻均匀、压力高、流量大、使用方便、安全可靠,在钻进过程中给予钻头良好的冷却,有助于形成规则的细长孔道,一般情况下可确保一个钻头完成开铁口,便于铁口维护,显著提高开铁口效率,降低炉前消耗;同时排渣也比较顺畅,有良好的除尘效果。
油雾润滑系统大大降低高速旋转的活塞与缸体之间的磨损,也对换向振打的部位起到保护作用;良好的润滑效果保证了开铁口机钻进和振打力度,进一步确保一次性完成开铁口的成功率[8]。
攀钢炼铁厂、攀钢设计院与中南液压气动设计研究院共同开发研制了全气动高立YQJ9020型开铁口机。
全气动开铁口机结构组成:
旋转机构-固定立柱带有固定臂,转臂通过气缸、齿
条传动;折叠与倾动机构-导向轨梁通过气马达能旋转90°;导向轨梁与送进机构-导向轨梁
上有钻冲小车的行走轨道,以保证钻杆的直线运动;钻冲机构-采用CHQM2000型冲击钻机,具有钻削、正向冲打的功能;操作系统-通过手动阀操作。
由于设备停放位置影响炉前安全作业等问题,通过加长转臂,旋转气缸改油缸,取消折叠气马达等改进,于2000年3月在4号矿热炉南铁口安装使用,一次开铁口成功,同时矿热炉
应用了无水炮泥,与简易电动开铁口机比较使用效果较好,但存在气源净化不好和压力波动
大,气动元件易损坏,仍然显得钻进力小。
使用3年多更新为矮式全液压开铁口机[7]。
2001年7月在4号矿热炉北铁口安装使用,由于钻进力大,打开坚硬无水炮泥的铁口时间性短、规则,且能直接打开铁口,设备可靠性高等优点,很快在其它矿热炉推广应用,至2004年底全厂4座矿热炉全部使用了SGK-Ⅲ型全液压开铁口机。
其缺点是回转角度小,停放位置距主铁沟近,致使铁口周围操作空间小[7]。
图1.3SGK-Ⅲ矮身全液压开铁口机
攀钢新3号矿热炉有效容积2000m3,有3个铁口,要求泥炮、开铁口机同侧布置,从而留出炉前作业的空间,SGK-Ⅲ型矮式全液压开铁口机不能满足泥炮、开铁口机同侧布置的要求,在新3号矿热炉研究应用了Z1335DL型全液压开铁口机。
该机能够与液压泥炮紧凑布置在炉前主铁沟的同一侧。
其结构合理、工作可靠,操作、维护简单方便,能够适应矿热炉炉前高温多尘的恶劣环境[7]。
同时,安钢也在矿热炉出铁口设备上进行改造。
自2011年6月对6号、7号矿热炉液压开口机进行以上改进以来,开口机倾动机构运行状况良好,零部件没有损坏失效现象,也彻底告别了人工调整开口机钻孔倾角的繁重工作,开口机轨梁绕转心轴至今也未发生一起断裂事故。
以上改进简单易行,节省了大量备品备件费用和检修时间,为矿热炉正常出铁提供了保障[9]。
天钢2000m3矿热炉选用的开铁口机,采用液压驱动大臂的转动,因为液压工作压力高、运行平稳、功率大,可较好地防止钻孔过程中转臂的后移,能够保证整机的稳定性、准确性。
而钻孔机构(开口机)和行走机构则采用气动形式,体现了开铁口机体积小、消耗低、安全性能好,制造费用低的优势,是一种比较成熟的技术,已在2000m3矿热炉上广泛采用。
天钢3200m3矿热炉选用的TMT立柱式全液压式开铁口机,并配以摇控操作模式,有利于炉前泥炮、揭盖机的配置及工艺布置,具有技术领先、运行平稳、性能可靠、节能环保、操作便利、功率大等诸多优势,因此,在4000m3级以上的矿热炉上大多采用这种形式,是目前世界上最先进的开铁口机之一,是矿热炉炉前设备的发展方向。
不足之处就是进口设备造价昂贵,一次性投入过高,但目前在国内已有厂家可以制造,并在宝钢开始应用,效果良好[10]。
1.3国外开口机相关研究情况
世界各国矿热炉上采用的开铁口机型式是多种多样。
矿热炉开铁口机根据动力源可以分为气动、电动、液压三种类型。
采用气动可以较方便地实现冲打动作,所以气动开铁口机在国外得到了较广泛的应用[11]。
从改革开铁口机发展趋势来看,一般应使用吹、钻、捅三用联合的开口机,以提高开铁口的机械化水平。
国外应用较普遍的为双杆式和换杆式开口机。
钻孔和捅口双用的换杆式开铁口机,在日本的矿热炉上得到了广泛应用(图4为日本东洋工业株式会社制造的一种换杆式开口机)这些开铁口机大都是压气驱动的遥控丸、采用旋转与冲击并用的原理进行钻孔作业,并采用换杆机构卸下钻杆,换上捅杆完成捅口作业。
这种开铁口机结构紧凑,可以机械化遥控操作,避免了烧损钻头的情况。
不足之处是机械换杆装置比较复杂,并且在炉前要占一定的面积。
1-悬吊架2-移送小车3-小车移行导架4-钻凿单元组合
图1.4日制换杆式开口机
西欧和美国的不少矿热炉上,广泛采用钻孔与捅口双用的双杆式开口机,DDS型图5就是其中性能较好的一种。
据资料介绍,它具有快速、安全、可靠、经济等特开口机具有两个平行滑座,装在可移动的托架上。
一个滑座上装有钻杆及其驱动装置,另一滑座上装有捅杆及其驱动装置。
这种开口机打开大型矿热炉出铁口仅需两分钟。
打出的铁口圆滑平直,且有规定的倾斜角度。
钻杆与捅杆进入铁口的距离由专门仪器指示。
全部操作可在安全区由一人远距离进行[12]。
1-风动马达2-滑座3-捅杆4-托架5-转臂6-底座7-钻头
图1.5DDS型开铁口机
30HHI-KR型开铁口机鞍钢1号矿热炉于1990年大修改造时,安装了西德DDS公司制造的30HHI-KR型开铁口机图6。
已与DDS公司制造的泥炮同时引进,都布置在出铁口的一侧[13]。
1-钻冲机构2-送进机构3-调整杆4-保持架5-倾动油缸6-联结支座
7-导向轨梁8-高度调整装置9-调整杆10-回转臂11-固定臂12-固定立柱
图1.630HHI-KR型开铁口机
30HP-2K型开铁口机30HP-2K型开铁口机是湘潭钢铁公司从西德引进的二手设备,同属DDS公司产品.它与泥炮将分别布置在出铁口的两侧[13]。
1-钻冲机构2-送进机构3-导向轨梁4-立柱5-回转机构
6-高度调整7-换位倾动气缸8-保持架9-倾动气缸10-调整杆
11-缓冲器12-回转臂
图1.730HP-2K型开铁口机
Davy型开铁口机Davy型开铁口机图8,由英国DavyMekee公司设计制造,于1991年3月在上钢一厂750m3矿热炉炉前投人使用,它与泥炮同时引进,并与泥炮同布置在炉前出铁口的一侧。
但布置形式正和30HHI-KR型相反,即泥炮在上,开铁口机在下。
这种开铁口机除回转机构采用液压驱动外,其余机构都采用气动[13]。
1-锚钩2-导向轨梁3-倾动气缸4-三角架5-钻冲机构
6-送进机构7-支撑架8-回转臂9-回转机构
图1.8Davy型开铁口机
由于矿热炉产量的增加,带来的问题是如何处理这些大量的渣铁。
200米以上矿热炉在国内都是两个出铁口,在国外3000米以上矿热炉均为四个出铁口。
不管是两个、四个出铁口,都需要两个出铁场。
为了使渣铁运输调度自由互不干扰,在国外其平面布置多为岛式布置。
国内的矿热炉,绝大部分是一列布置,且出铁场均在矿热炉的一侧,位置较窄,寻求多出铁场在平面布置上困难较大。
因此,提矿热炉前机械化水平,其意义更为突出[14]。
2本课题研究的主要内容和拟采用的研究方案、研究方法或措施
2.1本课题研究的主要内容
满足现代化炼铁的需要利用液压来控制,从而实现开口机效率高,体积小,重量轻,功能多,施工方便,劳动强度小,对开铁机的改造和设计,对炼铁具有举足轻重作用。
开铁口机是矿热炉炼铁炉前的重要生产设备之一,随着矿热炉冶炼技术的发展,现代化大型矿热炉均采用高冶炼强度、高顶压的冶炼方法。
以前的电动、气动、气液复合、电气复合、全液压等几种类型的开铁口机,已不适应矿热炉高强度冶炼技术的要求。
因开出铁口的孔道不规则,铁口事故多,而且打开坚硬炮泥的铁口较困难,阻碍了炼铁生产的发展,新型开铁口机的研制势在必行。
随着矿热炉冶炼技术的发展和冶炼强度的提高,现今开铁口机正逐步向可靠性强、操作安全性高,控制系统远距离人工操作的全液压新型系统发展。
预计可能遇到的困难,提出解决问题的方法和措施。
本课题研究的主要内容有:
矿热炉出铁口开口机的设计;
开口机的钻孔机构、连杆、悬挂机构、回转机构等方面选型和计算;
驱动装置设计理论及选择;
完成三维建模并能作出运行原理动态图,最终形成二维工程图。
2.2研究方案
开铁口机是矿热炉炼铁炉前的重要生产设备之一,随着矿热炉冶炼技术的发展,现代化大型矿热炉均采用高冶炼强度、自动化程度高的冶炼方法.以前的电动、气动、气液复合、电气复合、全液压等几种类型的开铁口机,已不适应矿热炉高强度冶炼技术的要求。
2.2.1开口机研究的类型及方案
开铁口机按其结构形式可分为6种:
吊挂式、框架式、斜座式、高架立柱式、矮座式、折叠式;按其钻削原理可分为4种:
单冲式、单钻式、冲钻联合式、正反冲钻联合式;按动力源可分为6种:
电动式、气动式、液动式、电气结合式、气液结合式、电液结合式[15]。
(1)人工开铁口
早期矿热炉冶炼时,炉前打开铁口采用钎杆和大锤进行人工开铁口,不仅劳动强度大、环境恶劣,而且工人安全完全没有保障。
随着开铁口机的出现,这种类似小作坊似的开铁口方式很快就被淘汰了。
(2)电动开铁口机
电动开铁口机主要由摆动机构、送进机构及旋转机构组成。
摆动机构由电机、减速机、钢丝绳及配重等组成,实现开铁口机钻孔时的左右定位;送进机构由电机、减速机、卷筒、钢丝绳及小车等组成,实现开铁口机钻孔时的送进功能;旋转机构由电机、减速机及钻杆等组成,它和送进机构一起实现开铁口机的钻削功能。
这种开铁口机操作简单、成本相对较低,因性能较差,只能满足小矿热炉生产使用。
它的不足之处主要体现为:
(1)钻进速度较低,经常因打不开铁口而靠人工用氧气烧开铁口,工人劳动强度大,危险性高;
(2)由于炉前温度高、粉尘大等恶劣环境,类似电机绝缘降低、减速机轴承易损等设备故障率高,维修工作量大;(3)开口角度自锁能力差,打开的铁口为不规则形状,不仅降低出铁口的强度,甚至会酿成设备损坏等重大事故,所以目前也在逐渐被淘汰。
(3)气动开铁口机
气动开铁口机主要由工作机构、倾动(摆动)机构和控制操作机构组成。
工作机构由机架、冲击回转开铁口机、行走气动马达、链轮机构等组成,冲击回转开铁口机的送进和退出由行走气动马达通过链条传动实现;倾动机构由卷扬机构、滑轮钢丝绳组成,实现工作机构的前进和后退;控制操作系统由油雾器、调压阀、气动控制阀、压力表等组成,控制气体的压力、流向等。
与电动开铁口机相比较,气动开铁口机增加了冲击、吹扫等功能,钻头采用麻花钻,排屑效果好;开口角度自锁性得到提高,钻杆摆动小,不易发生钻孔偏心;而它投资小,占用工作空间小等优点目前仍得到广泛应用。
(4)液压开铁口机
液压开铁口机由钻孔主机、送进机构、旋转机构和液压站等组成。
钻孔主机安装在行走小车上,由液压马达、蓄能器、换向振打等组成,实现钻削和振打双作用;送进机构主要由液压马达、传动链条和行走小车组成,实现主机的前进和后退;旋转机构由液压油缸带动连杆机构实现开铁口机的旋转。
另外还增加了钻杆定位机构、油雾润滑机构。
液压开铁口机具有钻削、冲击能量大、钻孔深度大,结构紧凑轻便,液压缸保压性能好,开口角度自锁能力强、钻孔圆柱度好,动作灵敏、控制方便、安全性高等优点;尽管它占用空间大,成本高,仍在大中型矿热炉上获得广泛地应用。
(5)气-液动开铁口机
气-液动开铁口机多为旋转采用液压马达驱动,钻削、进给等采用气动;因旋转机构不能承受较大的冲钻返退力矩,轨梁前端有锚钩,通过轨梁绕固定点的升降摆动来实现挂钩和脱钩。
根据设计理念的不同,也有其他气液结合方式的开铁口机,此处不作赘述[9]。
本方案采用全液压开铁口机机构,其优点有:
回转臂,钻进机构水平可调,钻进机构还可仰俯倾斜可调,因此可方便地调节开口的角度和位置,满足矿热炉生产的变化需求。
钻进机构中的液压凿岩机具有冲钻双动作功能。
全液压操作,结构简单紧凑,设备重量轻,制造成本低,定位精确,工作效率高,可收折,占地面积小,方便出铁操作。
液压马达安装在钻进机构后部,液压凿岩机通过链轮条及小车实现工作送进及快速后
退。
钻进机构进退时采用流体多路回转接头及全钢收放铰系式液压管线,安全可靠,寿命长。
2.3研究方法或措施
对所选定的方案进行结构设计,传动系统设计及限位系统设计,用三维软件模拟系统的运行。
对以下几部分进行分析:
(1)选择恰当的开口机设计参数;
(2)开口机运动受力结构的合理性;
(3)开口机零件的材料选择,结构合理的布局;
(4)装配图完整的表达。
3本课题研究的重点及难点,前期已展开工作
本课题的重点是:
(1)根据提供的总图及技术要求读懂机构并进一步完善总图
(2)根据所给出的总图设计钻孔机构(3)根据所给出的总图设计悬挂机构(4)根据所给出的总图设计回转机构。
难点是:
由于生产实际环境复杂多变,对矿热炉开铁口机要求比较高,安全及其可靠性要求高,驱动装置的选型与计算。
前期已开展工作:
查阅矿热炉出铁口开口机的相关文献资料,了解矿热炉出铁口开口机的机构及其组成和工作原理;并为进一步详细的设计做好充分准备。
4完成本课题的工作方案及进度计划(按周次填写)
第1-3周:
查阅资料,了解工作原理及特点,完成基础知识的积累并撰写开题报告;
第4-6周:
方案论证,深化方案具体实施步骤;
第7-10周:
矿热炉出铁口开口机的具体方案设计,图纸绘制,准备中期答辩。
第11-15周:
撰写毕业论文,论文修改,准备毕业答辩。
指导教师意见(对课题的深度、广度及工作量的意见)
指导教师:
年月日
所在系审查意见
系主管领导:
年月日
参考文献
[1]刘慰俭.高炉出铁口开口机[J].1994:
65-75.
[2]肖勇.高炉开铁口机改造方案分析[J].新疆钢铁,2000年第2期:
23-26.
[3]任起龙,张莹.对我国现用高炉开铁口机的分析研究[J].北方工业大学学报,1995年第7卷第1期:
50-55.
[4]朱中华,吴文勇,等.低耗环保高效开口机的研制及应用[J].炼铁,2006年10月第25卷第5期:
38-40.
[5]张秀萍,胡华平,等.高炉开铁口机技术发展与新型开铁口机的研发[J].冶金设备,2007年12月第6期:
53-56.
[6]龙飚,贺运刚,等.开口机液压系统技术改造[J].液压气动与密封,2010年第3期:
49-51.
[7]刘树芳.攀钢高炉开铁口机技术进步[J].四川冶金,2007年12月第29卷第6期:
1-4.
[8]李成,王宏平,等.炉前开铁口机的使用和改进[J].科技信息,1994:
404-405.
[9]吴现军,刘俊钢.液压开口机的改进实践[J].金属世界,2013年第2期:
64-65.
[10]于伟光,任全锁.天钢高炉开铁口机的应用[J].天钢矿热炉开铁口机的应用,2008年第4期总第148期:
45-46.
[11]刘建平.转臂折叠式全液压开铁口机[J].冶金设备,2001年12月第6期:
18-21.
[12]刘慰俭,杨小龙.改造现用开铁口机为双杆三用开铁口机[J].炼铁,1984年第2期:
15-27.
[13]刘建平.我国引进高炉开铁口机概述[J].1992,4,20:
22-28.
[14]龙春深.高炉设备的现状及其发展趋势的探讨[J].1994:
22-30.
[15]藏中海,姜竟,等.世界各国开铁口机分析[J].炼铁,2003年10月第22卷第5期:
21-25.
[16]HeZhen,HangMaoLin.STUDYANDPRACTICEONELIMINATINGOVERCONSTRAINTTOREDUCESENSITIVITYTOERRORINBLASTFURANCETAPHOLEDRILL,2004,9:
65-68.
[17]High-torque,high-frequencytapholedrill.2003,5:
38.
[18]Newtapholedrillcombineshydraulicrotationdrillwithpneumatichammer.MetalProducing,2001,12:
15.
 升级会员
升级会员 