常用焊接材料选用表.docx
《常用焊接材料选用表.docx》由会员分享,可在线阅读,更多相关《常用焊接材料选用表.docx(10页珍藏版)》请在冰点文库上搜索。
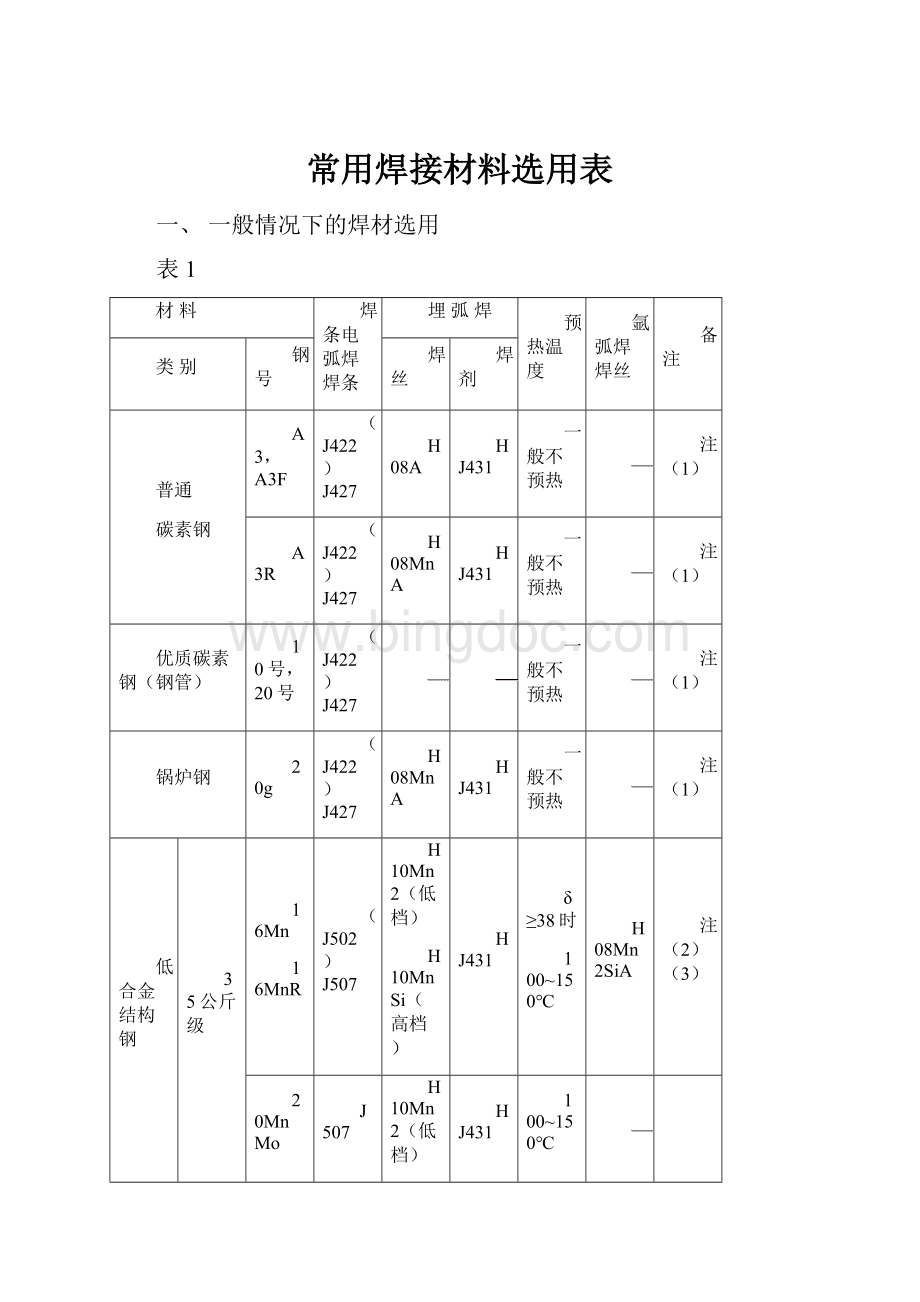
常用焊接材料选用表
一、一般情况下的焊材选用
表1
材料
焊条电弧焊焊条
埋弧焊
预热温度
氩弧焊焊丝
备注
类别
钢号
焊丝
焊剂
普通
碳素钢
A3,A3F
(J422)J427
H08A
HJ431
一般不预热
注
(1)
A3R
(J422)J427
H08MnA
HJ431
一般不预热
注
(1)
优质碳素钢(钢管)
10号,20号
(J422)J427
一般不预热
注
(1)
锅炉钢
20g
(J422)J427
H08MnA
HJ431
一般不预热
注
(1)
低合金结构钢
35公斤级
16Mn
16MnR
(J502)J507
H10Mn2(低档)
H10MnSi(高档)
HJ431
δ≥38时
100~150℃
H08Mn2SiA
注
(2)(3)
20MnMo
(锻件)
J507
H10Mn2(低档)
H10MnSi(高档)
HJ431
100~150℃
40公斤级
15MnVR
(J502)J507
H10MnSi(低档)
H08MnMoA(高档)
HJ431
δ≥32时
100~150℃
H08Mn2SiA
注
(2)(3)
50公斤级
18MnMoNbR
J707
H08MnMoA(高档)
HJ250G
≥170℃
注(4)
铬钼钢
12CrMo
热207
H13CrMoA
HJ250G
≥150℃
H13CrMoA
(续表1)
材料
焊条电弧焊焊条
焊条电弧焊焊条
预热温度
氩弧焊焊丝
备注
类别
钢号
焊丝
焊剂
铬钼钢
15CrMo
热307
H13CrMoA
HJ250G
≥150℃
H13CrMoA
Cr5Mo
热507
≥300℃
不锈钢
0Cr18Ni9
1Cr18Ni9Ti
奥132
H0Cr18Ni9Ti
HJ260
H0Cr18Ni9Ti
0Cr17Ni13Mo2Ti
奥212
H0Cr19Ni12Mo2
HJ260
H0Cr19Ni12Mo2
00Cr17Ni14Mo2
奥022或D316L
H00Cr19Ni12Mo2
HJ260
H00Cr19Ni12Mo2
国外钢号部分
材料
焊条电弧焊焊条
焊条电弧焊焊条
预热温度
氩弧焊焊丝
备注
类别
钢号
焊丝
焊剂
碳素钢
RSt37-2
RSt360-2
按A3R选择焊材及预热温度
西德钢号
SM41C
同上
日本钢号
SM41B
同上
日本钢号
SPV24
同上
日本钢号
St35
St45.5
st35.8(钢管)
按10号、20号钢选择焊材及预热温度
西德钢号
(续表1)
材料
焊条电弧焊焊条
焊条电弧焊焊条
预热温度
氩弧焊焊丝
备注
类别
钢号
焊丝
焊剂
锅炉钢
HⅡ,HⅢ
按20g选择焊材及预热温度
西德钢号
AST-41
同上
西德钢号
碳锰钢
St52-3
J507
H10Mn2
H10MnSi
HJ431
≥150℃
H08Mn2SiA
西德钢号
FG-39
J507
H08MnMoA
HJ431
≥150℃
西德钢号
SM53B/SM53C
按15MnVR选择焊材及预热温度
日本钢号
SPV36
同上
日本钢号
碳锰镍钢
BHW-35
按18MnMoNbR选择焊材及预热温度
西德钢号
铬钼钢
13CrMo44
按15CrMo选择焊材及预热温度
西德钢号
1Cr-1/2Mo
同上
注5美国钢号
STBA22(钢管)
同上
日本钢号
2.25Cr-1Mo
热407
HCrMo910
HJ250G
≥200℃
注6美国钢号
10CrMo11
热407
HCrMo910
HJ250G
≥200℃
西德钢号
10CrMo910
(钢管)
热407
HCrMo910
HJ250G
≥200℃
西德钢号
20CrMo9
热407
H12Cr3MoMnA
HJ250G
≥250℃
西德钢号
(续表1)
材料
焊条电弧焊焊条
焊条电弧焊焊条
预热温度
氩弧焊焊丝
备注
类别
钢号
焊丝
焊剂
铬钼钢
12CrMo195
(钢管)
按Cr5Mo选择焊材及预热温度
西德钢号
不锈钢
SUS403
奥302
注7日本钢号
SUS405
奥302
注7日本钢号
SUS304
按0Cr18Ni9选择焊材
注7日本钢号
SUS321
按1Cr18Ni9Ti选择焊材
注7日本钢号
SUS346L
按00Cr17Ni14Mo2选择焊材
注7日本钢号
注:
(1)焊接二、三类容器承压焊缝时,必须选用结427焊条。
(2)对于16MnR、15MnVR钢,在下列情况之一者,必须选用J507焊条:
a)产品工作压力:
Pg≥16Kg/cm2的容器承压焊缝;
b)产品工作温度:
T≤-20℃的容器承压焊缝;
c)盛装液化石油气等易燃介质容器的承压焊缝;
d)筒体板厚δ≥20mm,且整个焊缝厚度全部由手工焊完成的承压焊缝,包括接管外补强圈的外角缝。
(对于板厚δ≥20mm的筒体环缝自动焊手工焊打底焊缝除外);
e)焊接操作环境温度低于0℃时,除上述情况外,均可选用J502焊条施焊(包括δ≥20mm的自动焊手工打底焊缝)。
(3)对于16MnR、15MnVR钢的自动焊丝选用如下:
当需要预热焊接时(即16MnRδ>30mm,15MnVRδ>28mm)均需选用高档的焊材。
16MnR应选用H10MnSi;15MnVR应选用H108MnMoA,否则选用低档焊丝。
(4)18MnMoNbR自动焊时,本选用250焊剂,但鉴于目前国内不生产该种焊剂,故采用250G焊剂代用。
(5)与之相对应的美国牌号为:
ASTMA387-72a标准中:
A387B
ASTMA387-74a标准中:
A387Gr12
(6)与之相对应的美国牌号为:
ASTMA387-72a标准中:
A387D
ASTMA387-74a标准中:
A387Gr22
(7)a)按化学成分对照,SUS403相当于我国钢号1Cr13;SUS405相当于我国钢号0Cr13,但鉴于我厂订货要求SUS403板含碳量均≤0.08%,故相当于0Cr13。
b)表中所列的奥302焊条只限于复合板的复层材质为SUS403、SUS405或板厚δ≤6mm的单层钢板焊接时所用。
其它情况下应另行考虑焊材。
二、复合钢板焊接情况下的焊材选用
(表2)
复合钢板材料
基层
过渡层焊条
盖面层焊条
焊条电弧焊焊条
埋弧焊焊丝
0Cr13+A3
J422/J427
H08A/H08MnA
奥302
奥302
0Cr13+16Mn
J502/J507
H10Mn2/H10MnSi
奥302
奥302
1Cr18Ni9Ti+A3
J422/J427
H08A/H08MnA
奥302
奥132
1Cr18Ni9Ti+16Mn
J502/J507
H10Mn2/H10MnSi
奥302
奥132
0Cr17Ni13Mo2Ti+A3
J422/J427
H08A/H08MnA
奥302
奥212
0Cr17Ni13Mo2Ti+16Mn
J502/J507
H10Mn2/H10MnSi
奥302
奥212
00Cr17Ni13Mo2Ti+A3
J422/J427
H08A/H08MnA
309L
316L
00Cr17Ni13Mo2Ti+16Mn
J502/J507
H10Mn2/H10MnSi
309L
316L
0Cr18Ni11Ti+15CrMoR
热307
H13CrMoA
309L
347
三、异种钢板焊接情况下的焊材选用
表3
接头材料的类型
异种钢接头材料
焊条电弧焊焊条
埋弧焊
预热温度
埋弧焊焊丝
焊剂
低碳钢+普低钢
普低钢+普低钢
A3+16Mn
J422/J427
H08A/H08MnA
HJ431
≥170℃
A3+18MnMoNbR
J427
H08A/H08MnA
HJ431
≥170℃
16Mn+18MnMoNbR
J507
H10Mn2/H10MnSi
HJ431
≥170℃
20MnMo+18MnMoNbR
J507
H10Mn2/H10MnSi
HJ431
≥170℃
低碳钢+铬钼钢
普低钢+铬钼钢
A3+15CrMo
J427
H08A/H08MnA
HJ431
≥150℃
A3+2.25Cr-1Mo
J427
H08A/H08MnA
HJ431
≥200℃
A3+Cr5Mo
J427
H08A/H08MnA
HJ431
≥300℃
16Mn+2.25Cr-1Mo
J507
H10Mn2/H10MnSi
HJ431
≥200℃
铬钼钢+铬钼钢
15CrMo+2.25Cr-1Mo
热307
H13CrMoA
HJ250
≥200℃
2.25Cr-1Mo+Cr5Mo
热407
HCrMo910
HJ250
≥300℃
其它钢+不锈钢
A3+1Cr18Ni9Ti
奥302
16Mn+1Cr18Ni9Ti
奥302
18MnMoNbR+1Cr18Ni9Ti
奥302或奥309L
≥140℃
15CrMo+1Cr18Ni9Ti
奥302或奥309L
≥120℃
续表3
接头材料的类型
异种钢接头材料
焊条电弧焊焊条
埋弧焊
预热温度
埋弧焊焊丝
焊剂
其它钢+不锈钢
2.25Cr-1Mo+1Cr18Ni9Ti
奥302或奥309L
≥170℃
Cr5Mo+1Cr18Ni9Ti
奥302或奥309L
≥250℃
堆焊不锈钢
各种基体堆焊
18-8型不锈钢
过渡层:
奥302或奥309L
表面层:
奥132或347L
过渡层焊接时按异种钢焊接预热温度而定
四、当封头或筒体需要经过正火处理或相当于正火温度下加热(热冲压成型)时,若封头拼板缝或筒体纵缝是用埋弧自动焊接时为保证焊缝强度不低于母材,其自动焊丝不能按表1选取,而应按表4选用。
表4
材质
板厚(mm)
埋弧焊焊丝
A3R,20g
<20
H08MnA
≥20
H10Mn2
16MnR
<38
H10MnSi
≥38
H08MnMoA
 升级会员
升级会员 