完整word版涡轮轴机械加工工艺卡片模板1.docx
《完整word版涡轮轴机械加工工艺卡片模板1.docx》由会员分享,可在线阅读,更多相关《完整word版涡轮轴机械加工工艺卡片模板1.docx(19页珍藏版)》请在冰点文库上搜索。
完整word版涡轮轴机械加工工艺卡片模板1
机械加工工艺过程卡片1
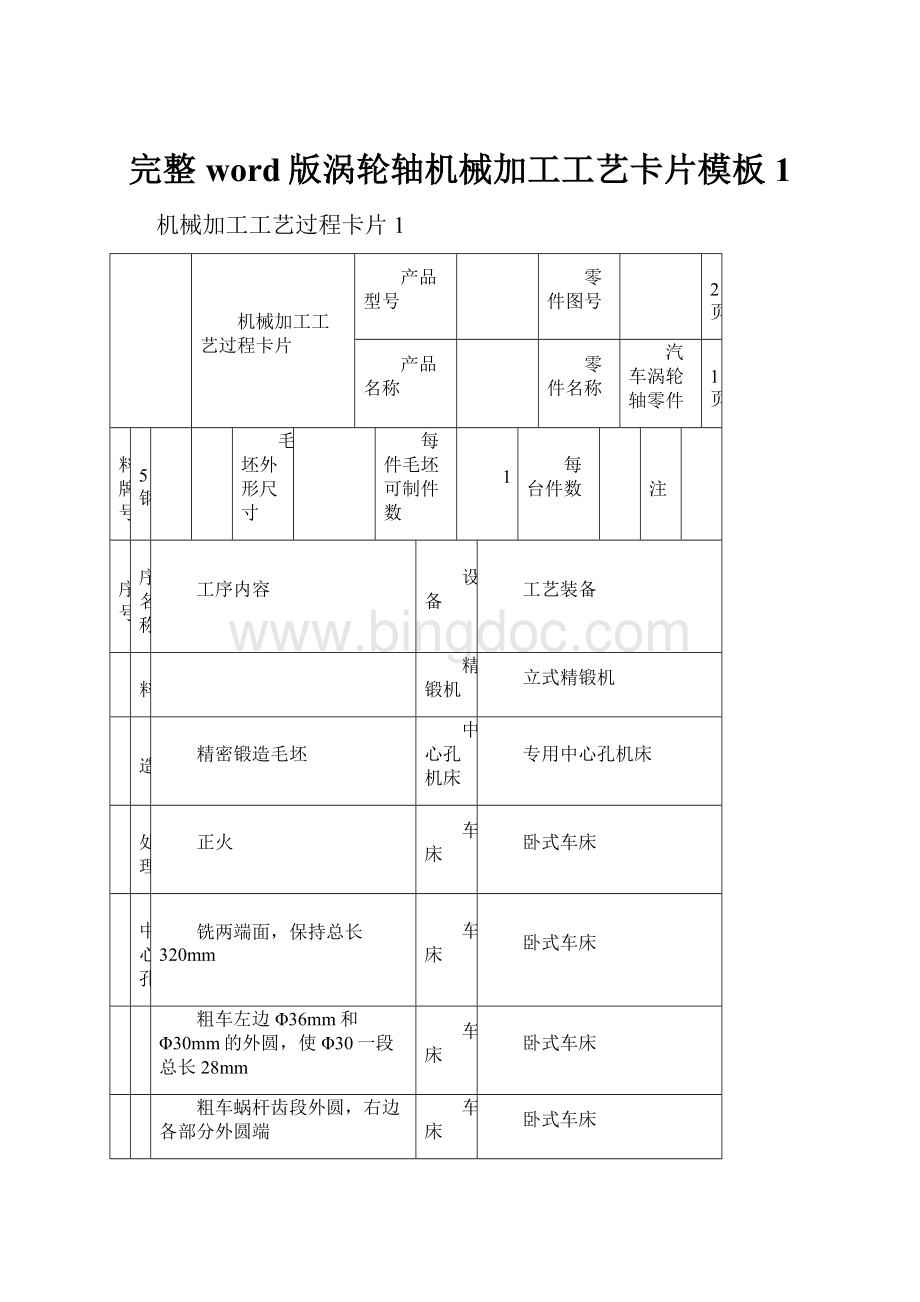
机械加工工艺过程卡片
产品型号
零件图号
共 2页
产品名称
零件名称
汽车涡轮轴零件
第 1页
材料牌号
45钢
毛坯外形尺寸
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
设备
工艺装备
1
备料
精锻机
立式精锻机
2
锻造
精密锻造毛坯
中心孔机床
专用中心孔机床
3
热处理
正火
车床
卧式车床
4
打中心孔
铣两端面,保持总长320mm
车床
卧式车床
5
车
粗车左边Φ36mm和Φ30mm的外圆,使Φ30一段总长28mm
车床
卧式车床
6
车
粗车蜗杆齿段外圆,右边各部分外圆端
车床
卧式车床
7
车
半精车除Φ22mm和Φ28mm段外的各部分外圆
车床
卧式车床
8
车
半精车Φ22和Φ28段部分的外圆和键槽,半精车Φ28右端面至表面粗糙度Ra=6.3
车床
卧式车床
9
车
粗车,半精车蜗杆齿
车床
卧式车床
10
热处理
淬火,回火
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片2
机械加工工艺过程卡片
产品型号
零件图号
共 2页
产品名称
零件名称
汽车涡轮轴零件
第 2页
材料牌号
45钢
毛坯外形尺寸
每件毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
设备
工艺装备
11
校核基准
铣两端面,打两端中心孔
机床
中心机床
12
车
精车涡齿
机床
卧式车床
13
车
精车Φ30外圆表面至规定要求,精车4×0.6沟槽,精车Φ36的端面至规定要求车倒角
机床
卧式车床
14
磨
精磨Φ30的外圆表面至图样要求
磨床
外圆磨床
15
钻孔
攻螺纹孔达到图样标准
16
检验
按零件图样技术要求项目检查
11
校核基准
铣两端面,打两端中心孔
机床
中心机床
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
(一)
中南林业科技大学
汽服工程
机械加工工序卡片
产品型号
零件图号
共 页
产品名称
零件名称
涡轮轴零件
第 页
车间
工序号
工序名称
材料牌号
车
1
车
45钢
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
锻造
2
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
夹具编号
夹具名称
切削液
1
四爪卡盘
工位器具编号
工位器具名称
工序工时/min
准终
单件
0.3
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
粗车左边Φ36和Φ30的外圆
车床
450
50
0.3
1
1
0.2
2
车至Φ30一段总长为28mm
车床
450
50
0.3
1
1
0.2
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
(二)
中南林业科技大学
汽服工程
机械加工工序卡片
产品型号
零件图号
共 8 页
产品名称
零件名称
涡轮轴零件
第 2 页
车间
工序号
工序名称
材料牌号
车
2
车
45钢
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
锻造
2
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
夹具编号
夹具名称
切削液
1
四爪卡盘
工位器具编号
工位器具名称
工序工时/min
准终
单件
0.3
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
粗车蜗杆齿段外圆;
车床
450
50
0.3
1
1
0.2
2
粗车右边各部分外圆端
车床
450
50
0.3
2.5
1
0.1
3
4
5
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片(三)
中南林业科技大学
汽服工程
机械加工工序卡片
产品型号
零件图号
共 8 页
产品名称
零件名称
涡轮轴零件
第 3 页
车间
工序号
工序名称
材料牌号
车
3
车
45钢
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
锻造
2
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
夹具编号
夹具名称
切削液
1
四爪卡盘
工位器具编号
工位器具名称
工序工时/min
准终
单件
0.6
步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
半精车除φ22和φ28段外的各部分外圆
车床
450
50
0.4
1
1
0.04
6
7
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改号
签字
日期
标记
处数
更改号
签字
日期
机械加工工序卡片(四)
中南林业科技大学
汽服工程
机械加工工序卡片
产品型号
零件图号
共 8 页
产品名称
零件名称
涡轮轴零件
第 4 页
车间
工序号
工序名称
材料牌号
车
4
车
45钢
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
锻造
2
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
夹具编号
夹具名称
切削液
1
四爪卡盘
工位器具编号
工位器具名称
工序工时/min
准终
单件
1.1
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
半精车φ22和φ28段部分的外圆,键槽至图纸要求
车床
450
50
0.1
0.5
1
1
2
半精车φ28右端面至表面粗糙度Ra=6.3
车床
450
50
0.1
0.5
1
0.1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片(五)
中南林业科技大学
汽服工程
机械加工工序卡片
产品型号
零件图号
共 8 页
产品名称
零件名称
涡轮轴零件
第 4 页
车间
工序号
工序名称
材料牌号
车
5
车
45钢
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
锻造
2
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
夹具编号
夹具名称
切削液
1
四爪卡盘
工位器具编号
工位器具名称
工序工时/min
准终
单件
1.1
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
粗车蜗杆齿
车床
450
50
0.1
0.5
1
1
2
半精车蜗杆齿
车床
450
50
0.1
0.5
1
0.1
3
4
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片(六)
中南林业科技大学
汽服工程
机械加工工序卡片
产品型号
零件图号
共 8 页
产品名称
零件名称
涡轮轴零件
第 4 页
车间
工序号
工序名称
材料牌号
车
6
车
45钢
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
锻造
2
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
夹具编号
夹具名称
切削液
1
四爪卡盘
工位器具编号
工位器具名称
工序工时/min
准终
单件
1.1
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
精车φ30外圆表面至规定要求
车床
450
50
0.1
0.5
1
1
2
精车4×0.6沟槽
车床
450
50
0.1
0.5
1
0.1
3
精车φ36的端面至规定要求
车床
450
50
0.1
0.5
1
1
4
车倒角
车床
450
50
0.1
0.5
1
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片(七)
中南林业科技大学
汽服工程
机械加工工序卡片
产品型号
零件图号
共 8 页
产品名称
零件名称
涡轮轴零件
第 7 页
车间
工序号
工序名称
材料牌号
14
磨
45钢
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
锻造
2
1
设备名称
设备型号
设备编号
同时加工件数
外圆磨床
M135
夹具编号
夹具名称
切削液
1
工位器具编号
工位器具名称
工序工时/min
准终
单件
0.4
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
精磨Φ30外圆表面至图样要求
磨床
450
50
0.2
0.7
1
0.4
2
3
4
5
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片(八)
中南林业科技大学
汽服工程
机械加工工序卡片
产品型号
零件图号
共8 页
产品名称
零件名称
涡轮轴零件
第 8页
车间
工序号
工序名称
材料牌号
15
钻
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
锻造
1
1
设备名称
设备型号
设备编号
同时加工件数
螺纹钻床
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时/min
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
公步工时/min
机动
辅助
1
攻螺纹孔打到图样要求
钻床
450
50
0.3
0.2
2
0.5
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
 升级会员
升级会员 