14受热面安装监检报告原始记录.docx
《14受热面安装监检报告原始记录.docx》由会员分享,可在线阅读,更多相关《14受热面安装监检报告原始记录.docx(15页珍藏版)》请在冰点文库上搜索。
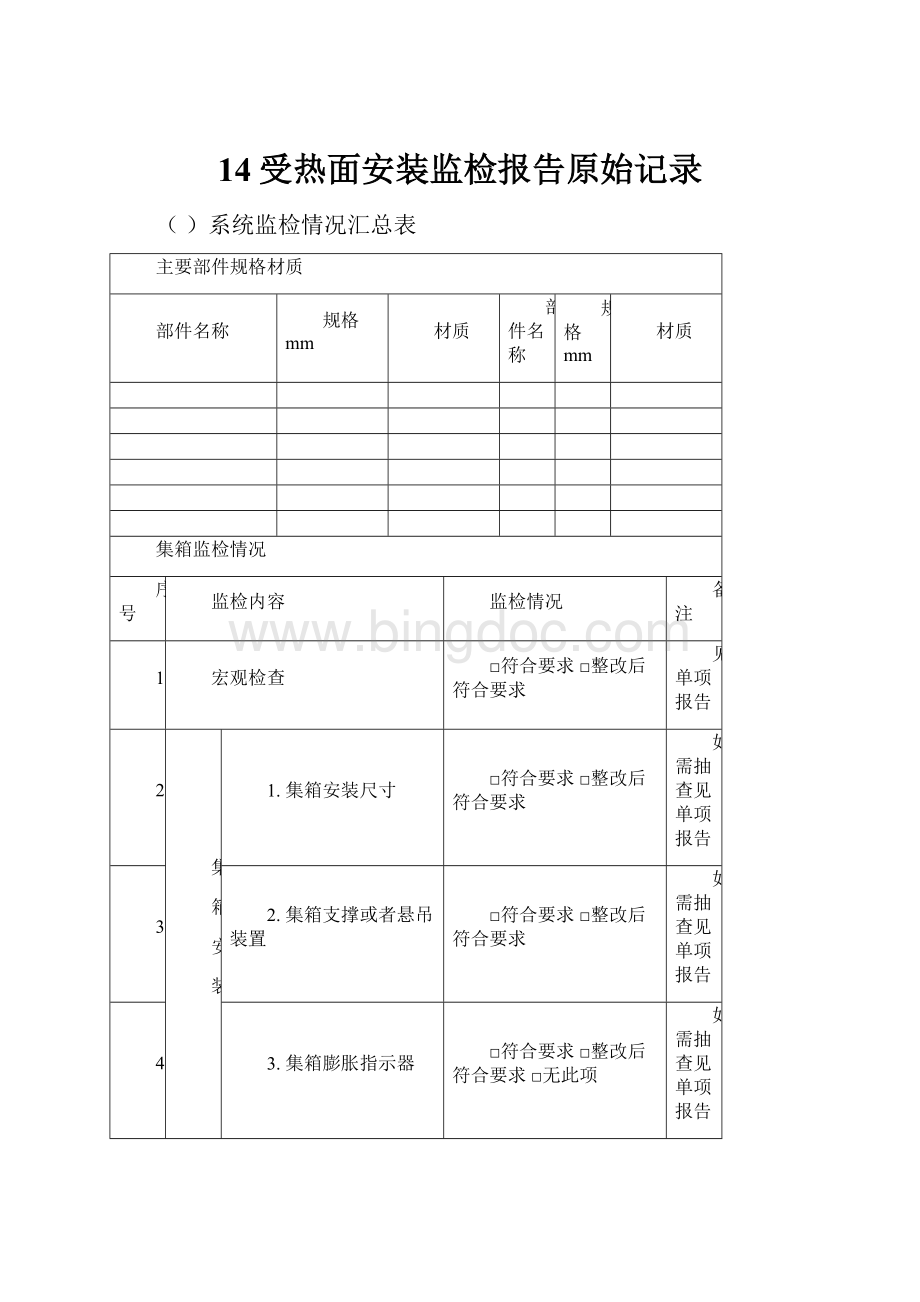
14受热面安装监检报告原始记录
()系统监检情况汇总表
主要部件规格材质
部件名称
规格mm
材质
部件名称
规格mm
材质
集箱监检情况
序号
监检内容
监检情况
备注
1
宏观检查
□符合要求□整改后符合要求
见单项报告
2
集
箱
安
装
1.集箱安装尺寸
□符合要求□整改后符合要求
如需抽查见单项报告
3
2.集箱支撑或者悬吊装置
□符合要求□整改后符合要求
如需抽查见单项报告
4
3.集箱膨胀指示器
□符合要求□整改后符合要求□无此项
如需抽查见单项报告
5
4.支座预留膨胀间隙
□符合要求□整改后符合要求□无此项
如需抽查见单项报告
6
焊接质量(现场焊接时)
(1)集箱焊接接头的无损检测报告及底片(不低于20%底片)
□符合要求□整改后符合要求□无此项
如需抽查见单项报告
7
(2)焊接接头的热处理
□符合要求□整改后符合要求□无此项
8
(3)焊接接头热处理后的硬度
□符合要求□整改后符合要求□无此项
9
(4)合金钢材料的焊接接头光谱分析(不低于1%)
□符合要求□整改后符合要求□无此项
如需抽查见单项报告
10
(5)合金钢材料焊接接头的力学性能检验报告及金相检验报告
□符合要求□整改后符合要求□无此项
受热面管监检情况
序号
监检内容
监检情况
备注
1
宏观检查
□符合要求□整改后符合要求
见单项报告
2
焊接质量
焊接接头坡口加工。
□符合要求□整改后符合要求□无此项
3
焊接记录。
□符合要求□整改后符合要求
4
焊接接头外观。
□符合要求□整改后符合要求
5
现场焊接人员资格。
□符合要求□整改后符合要求
6
焊接接头的热处理。
□符合要求□整改后符合要求□无此项
7
焊接接头的硬度,必要时进行实际抽查。
□符合要求□整改后符合要求□无此项
8
核查焊接接头无损检测记录报告。
□符合要求□整改后符合要求□无此项
9
焊接接头底片抽查(不少于20%)。
□符合要求□整改后符合要求□无此项
如需抽查见单项报告
10
合金钢焊接接头射线探伤抽查(不少于1%)。
□符合要求□整改后符合要求□无此项
如需抽查见单项报告
11
核查光谱分析记录报告。
□符合要求□整改后符合要求□无此项
12
合金钢焊接接头光谱分析抽查(不少于1%)。
□符合要求□整改后符合要求□无此项
如需抽查见单项报告
13
焊接接头割(代)样检查(必要时)。
□符合要求□整改后符合要求□无此项
14
核查合金钢材料焊接接头的力学性能检验报告及金相检验报告。
□符合要求□整改后符合要求□无此项
15
核查受热面部件的组合、安装误差记录。
□符合要求□整改后符合要求□无此项
16
抽查受热面管排平整度和管子间距。
□符合要求□整改后符合要求□无此项
17
抽查防磨装置。
□符合要求□整改后符合要求□无此项
18
管子通球试验。
□符合要求□整改后符合要求□无此项
19
核查膜式壁拼缝用材及质量检查记录,并现场进行抽查。
□符合要求□整改后符合要求□无此项
备注:
在抽查记录中不合格项均应出具联络单或监检意见通知书并有回复。
监检员
年月日
审核
年月日
锅炉安装资料核查报告
系统名称
核查资料名称
资料文件编号
备注
1.安装施工技术记录
□符合要求□整改后符合要求□无此项
2.组合件安装记录
□符合要求□整改后符合要求□无此项
3.焊接记录
□符合要求□整改后符合要求□无此项
4.通风、通球试验记录
□符合要求□整改后符合要求□无此项
5.集箱清理验收记录
□符合要求□整改后符合要求□无此项
6.验收签证单
□符合要求□整改后符合要求□无此项
7.质量报验单
□符合要求□整改后符合要求□无此项
8.分项工程质量检验评定表
□符合要求□整改后符合要求□无此项
9.射线检验报告
□符合要求□整改后符合要求□无此项
10.超声检验报告
□符合要求□整改后符合要求□无此项
11.光谱检验报告
□符合要求□整改后符合要求□无此项
12.热处理记录
□符合要求□整改后符合要求□无此项
13.硬度检测报告
□符合要求□整改后符合要求□无此项
14.力学性能及金相检验报告
□符合要求□整改后符合要求□无此项
15.胀管记录
□符合要求□整改后符合要求□无此项
16.膜式壁拼缝用材质量证明书
□符合要求□整改后符合要求□无此项
17.膜式壁拼缝检查记录
风压试验记录编号
□符合要求□整改后符合要求□无此项
18.
□符合要求□整改后符合要求□无此项
19.
□符合要求□整改后符合要求□无此项
20.
□符合要求□整改后符合要求□无此项
21.
□符合要求□整改后符合要求□无此项
备注:
在抽查记录中不合格项均应出具联络单或监检意见通知书并有回复。
监检人员
年月日
审核
年月日
现场监督情况记录
系统名称
现场监督内容
监督情况
抽查焊缝编号为的焊口焊接时工艺纪律执行情况
□符合要求□整改后符合要求□无此项
抽查焊缝编号为的焊口焊接时坡口加工质量
□符合要求□整改后符合要求□无此项
抽查焊缝编号为的焊口焊接时焊接人员资格,焊工姓名(),钢印号()
□符合要求□整改后符合要求□无此项
抽查焊缝编号为的焊口焊接时焊接人员资格,焊工姓名(),钢印号()
□符合要求□整改后符合要求□无此项
抽查焊缝编号为的焊口焊接时焊接人员资格,焊工姓名(),钢印号()
□符合要求□整改后符合要求□无此项
抽查焊缝编号为的焊口焊接时焊接人员资格,焊工姓名(),钢印号()
□符合要求□整改后符合要求□无此项
现场监督胀接试验
□符合要求□整改后符合要求□无此项
□符合要求□整改后符合要求□无此项
□符合要求□整改后符合要求□无此项
□符合要求□整改后符合要求□无此项
□符合要求□整改后符合要求□无此项
□符合要求□整改后符合要求□无此项
□符合要求□整改后符合要求□无此项
□符合要求□整改后符合要求□无此项
备注:
在抽查记录中不合格项均应出具联络单或监检意见通知书并有回复
监检人员
年月日
审核
年月日
射线底片抽查报告
部件名称
抽查底片代号:
填写在监督检验过程中抽查的底片编号及合计焊口总数,返修的底片要重点抽查并且要在抽查的底片编号内
抽查结果:
共焊口,射线检测数量道焊口,超声检测数量道焊口,实际抽查焊口底片,抽查比例为%。
抽查高过出口集箱全部底片。
所抽底片质量及评定结果符合相关标准要求。
监检人员
年月日
审核
年月日
宏观检验报告
宏观检验范围
填写对该部件宏观检验的部件具体位置,具体到排数(屏数)
检验情况
序号
缺陷描述
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
备注:
在宏观检验中的缺陷项均应出具联络单或监检意见通知书并有回复。
监检人员
年月日
审核
年月日
光谱分析记录
部件名称
仪器型号
表面状态
仪器编号
检测部位示意图:
焊口编号
材质
Cr
Mo
V
Ni
Ti
W
备注:
至少应抽查道合金钢焊接接头,本次抽查道合金钢焊接接头。
监检员
年月日
审核
年月日
射线探伤记录
部件名称
探伤位置
规格
探伤条件
射线源型号
管电流
mmA
象质计类型
射线源规格
mm
管电压
KV
象质计灵敏度
增感方法
铅箔
透照方式
曝光时间
min
胶片类型
焦距
mm
黑度
2.0~4.0
底片长度
×
有效长度
执行标准
JB/T4730.2-2005
布片图或底片编号说明:
TJ
晋中市特种设备监督检验所
注:
至少应抽查__道合金钢焊口,本次抽查___道合金钢焊口。
监检人员
年月日
审核
年月日
射线探伤记录(续)
序号
底片编号
缺陷性质及大小
评定
级别
序号
底片编号
缺陷性质及大小
评定
级别
1
2
3
4
5
6
7
8
9
10
备注:
无
监检人员
年月日
审核
年月日
附件:
集箱安装尺寸抽查记录
部件名称
测量方法
水平管、钢尺
测量仪型号
——
测量仪器精度
mm
检测数据:
集箱水平度抽查记录(单位:
mm)
纵向
横向
扭曲度
说明:
测量方法
1、以集箱一侧为基准点在图例上标明集箱左右方向(实际测量时如以炉左为基准,则在图例上基准点侧标注为左,反之以然),将水平管置于基准点找正,分别测量纵向,横向与对角的误差,如测量点水平管水位高于洋铳眼,则记录负值,反之则记录正值。
2、在立柱上找到基准标高,用水平管引至集箱的洋铳眼位置,分别记录纵向、横向误差值(当水位线均高于或低于洋铳眼时,两个值取绝对值相减的差为误差值;当水位线分别高于或低于洋铳眼时,两个值取绝对值相加的和为误差值)。
备注:
监检人员
年月日
审核
年月日
附件:
集箱其它项目抽查记录
部件名称
测量仪器型号
测量仪器精度
mm
悬吊装置
检查
抽查部位
吊耳、吊杆、吊板、销轴的连接是否牢固
吊杆的弯曲度是否符合标准规定
吊杆受力是否均匀
□是□否
□是□否
□是□否
□是□否
□是□否
□是□否
□是□否
□是□否
□是□否
膨胀
指示器安装
安装位置
是否指向零位
与集箱连接是否合理
安装是否牢固
□是□否
□是□否
□是□否
□是□否
□是□否
□是□否
支座预留
膨胀间隙
实测值
是否符合技术标准
mm
□是□否
备注:
在抽查记录中不合格项均应出具联络单或监检意见通知书并有回复。
监检人员
年月日
审核
年月日
 升级会员
升级会员 