plc控制步进电机程序.docx
《plc控制步进电机程序.docx》由会员分享,可在线阅读,更多相关《plc控制步进电机程序.docx(14页珍藏版)》请在冰点文库上搜索。
plc控制步进电机程序
plc控制步进电机程序
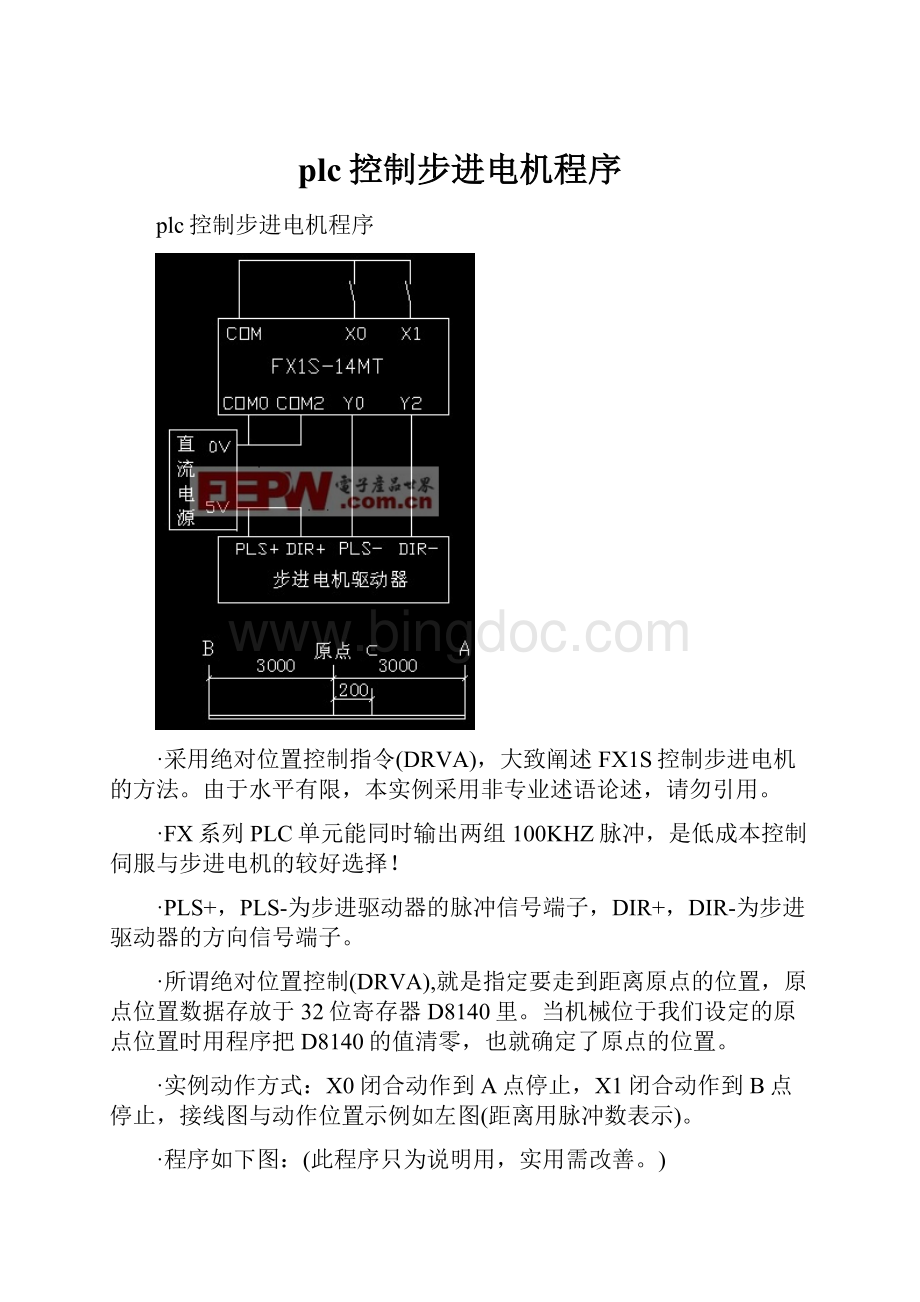
·采用绝对位置控制指令(DRVA),大致阐述FX1S控制步进电机的方法。
由于水平有限,本实例采用非专业述语论述,请勿引用。
·FX系列PLC单元能同时输出两组100KHZ脉冲,是低成本控制伺服与步进电机的较好选择!
·PLS+,PLS-为步进驱动器的脉冲信号端子,DIR+,DIR-为步进驱动器的方向信号端子。
·所谓绝对位置控制(DRVA),就是指定要走到距离原点的位置,原点位置数据存放于32位寄存器D8140里。
当机械位于我们设定的原点位置时用程序把D8140的值清零,也就确定了原点的位置。
·实例动作方式:
X0闭合动作到A点停止,X1闭合动作到B点停止,接线图与动作位置示例如左图(距离用脉冲数表示)。
·程序如下图:
(此程序只为说明用,实用需改善。
)
·说明:
·在原点时将D8140的值清零(本程序中没有做此功能)
·32位寄存器D8140是存放Y0的输出脉冲数,正转时增加,反转时减少。
当正转动作到A点时,D8140的值是3000。
此时闭合X1,机械反转动作到B点,也就是-3000的位置。
D8140的值就是-3000。
·当机械从A点向B点动作过程中,X1断开(如在C点断开)则D8140的值就是200,此时再闭合X0,机械正转动作到A点停止。
·当机械停在A点时,再闭合X0,因为机械已经在距离原点3000的位置上,故而机械没有动作!
·把程序中的绝对位置指令(DRVA)换成相对位置指令(DRVI):
·当机械在B点时(假设此时D8140的值是-3000)闭合X0,则机械正转3000个脉冲停止,也就是停在了原点。
D8140的值为0
·当机械在B点时(假设此时D8140的值是-3000)闭合X1,则机械反转3000个脉冲停止,也就是停在了左边距离B点3000的位置(图中未画出),D8140的值为-6000。
·一般两相步进电机驱动器端子示意图:
·FREE+,FREE-:
脱机信号,步进电机的没有脉冲信号输入时具有自锁功能,也就是锁住转子不动。
而当有脱机信号时解除自锁功能,转子处于自由状态并且不响应步进脉冲。
·V+,GND:
为驱动器直流电源端子,也有交流供电类型。
·A+,A-,B+,B-分别接步进电机的两相线圈。
此主题相关图片如下:
此主题相关图片如下:
PLC在步进电机驱动系统中的应用
一、引言
步进电机是一种常用的执行元件,它可将电脉
冲信号变换为转轴的角位移。
由于它的总的位移量
是严格等于输入的指定脉冲数,或其平均转速严格
正比于输入脉冲的频率,同时在其工作频段内,可以
从一种运动状态稳定地转换到另一种运动状态,因
此步进电机具有能精确位移,精确定位,且无累积误
差等特点,从而广泛应用于数字定位控制中。
步进拖动是多元件系统,包括:
输入指令脉冲的
程控装置、环形分配器、功放器和执行元件步进电
机。
而步进电机驱动源是由环形分配器,功放器两
部分组成,故步进拖动的结构图如图1所示。
输入脉冲的
程控装置
驱动源步进电机
图1 步进拖动结构图
FPO型PLC指令丰富,执行速度快。
除一般的
指令功能外,它还具有高速计数功能,可高速计数脉
冲数,最高频率可达到10kHz,该功能共有四种工作
方式:
双相输入、加计数、减计数和加/减计数。
同时
还有两个脉冲输出口即Y0和Y1,可直接输出脉冲,
这样就不需要专用的脉冲控制器,而直接利用Y0
和Y1即可实现对驱动源的脉冲控制。
故用FPO型
PLC控制步进电机不仅可靠性强,编程简单,而且具
有很高的性价比。
二、控制步进电机的硬件设计
本文以我们已设计完成的滚子球基面磨床为
例。
根据机床的动作要求,步进电机控制部分的硬
件设计如图2所示。
输入端的编号分别为:
X1为快进信号。
当X1闭合后步进电机执行粗
磨进给。
X2为粗磨结束信号。
该信号发出后步进电机
即开始执行精磨进给。
X3为精磨结束信号。
该信号发出后即表示精
磨结束,开始进行光磨。
X4为尺寸到信号。
收到该信号后,PLC发出步
进电机反转信号,使步进电机返回。
X5为近原点信号。
当工作台移到此处时该输
入点闭合,步进电机减速运行直至到原点处,将原点
图5 WDT及MOV的应用程序
五、结束语
影响PLC控制系统可靠性的因素多种多样,本文
从软件设计的角度提出了提高其可靠性的一些行之
有效的方法。
应用这些方法一般无需增加I/O点数
或设备成本。
只要我们在进行软件开发时,充分考虑
到系统可能出现的故障,并设计出相应的防范程序。
这些故障应该说是可以避免的,控制系统的运行将更
加稳定。
因此,我们认为,这些设计方法是提高PLC
控制系统可靠性的最经济,最实用的措施之一。
图2 步进电机控制原理图
到位开关X0闭合,步进电机停转。
输出端的Y0口输出脉冲信号至驱动源,从而
控制步进电机运行的速度。
Y2口输出方向控制信
号,控制步进电机的正反转。
三、FPO型PLC控制步进电机的软
件设计
一般地,步进电机工作均要经过四个阶段,即加
速、高速运行,减速、低速运行直至停止。
其脉冲频
率特性如图3所示。
其中OA段为加速阶段,速度
由0增加到fH;AB段为高速运行阶段;BC段为减速
运行阶段,速度由fH减到fL;CD段为低速运行阶
段,直至到D点停止。
图3 脉冲频率特性
FPO型PLC位控指令为F168,但在使用该指令
之前,必须首先确定各参数值,这些参数包括步进电
机的最低频率、加减速时间、最高频率以及输出脉冲
数,这个过程称为建立参数表,它的格式如表1所
示。
其中控制码的格式为:
表1 参数表
S控制码
S+1原始速度Fmin
S+2最高速度Fmax
S+3加速/减速时间
S+4
S+5输出脉冲数
S+6K0
此处的软件设计仅以尺寸到后步进电机原点返
回一段程序为例,其它部分的程序相类似。
当尺寸到信号发出即X4吸合后,步进电机需
原点返回,于是按DT100为首地址的参数区内的参
数运行。
当运行到近原点处即X5吸合时,将
K700000装入高速计数器HSC的经过值寄存器
DT9044中。
按参数表设定当经过值为K700000时
电机减速,于是电机减速运行,当运行到原点压到
X5时X5吸合,而X5是高速计数器的硬件复位信
号,于是将高速计数器HSC复位,停止脉冲输出,电
机停转,实现了步进电机的原点返回,梯形图及参数
表如图4所示。
图4 控制梯形图及参数表
(
表1 参数表
S控制码
S+1原始速度Fmin
S+2最高速度Fmax
S+3加速/减速时间
S+4
S+5输出脉冲数
S+6K0
此处的软件设计仅以尺寸到后步进电机原点返
回一段程序为例,其它部分的程序相类似。
当尺寸到信号发出即X4吸合后,步进电机需
原点返回,于是按DT100为首地址的参数区内的参
数运行。
当运行到近原点处即X5吸合时,将
K700000装入高速计数器HSC的经过值寄存器
DT9044中。
按参数表设定当经过值为K700000时
电机减速,于是电机减速运行,当运行到原点压到
X5时X5吸合,而X5是高速计数器的硬件复位信
号,于是将高速计数器HSC复位,停止脉冲输出,电
机停转,实现了步进电机的原点返回,梯形图及参数
表如图4所示。
图4 控制梯形图及参数表
S7-200CPU本身带有高速脉冲输出功能,特另是224XP(CN)的高速输出频率达到100kHz,十分适合作为步进电机的驱动脉冲,配以细分型的驱动器,在某些应用场合,效果逼近伺服电机,取得性能和经济性的最佳平衡。
1项目简介
薄膜卷绕机需要进行自动化控制改造。
原设备采用机械式计数,卷绕动力采用离合器传动,元件卷绕的起动、停止、圈数控制等均由人工操作控制,因此存在产品参数离散性大、产品质量与生产效率因人而异等不足之处。
工艺要求简述:
由于卷制材料是10几微米的薄膜,要求卷轴平稳起动,均匀加速,以使用张力平稳;中间在某些位置需要停顿,作一些必要的处理,再继续卷绕;和起动一样,停顿或停止时,必须均匀减速,保持张力平稳;要求最后圈数准确。
2控制系统构成
S7-200PLC应该能够实现项目要求的控制功能。
S7-200CPU本体已含有高速脉冲输出功能,普通型号的CPU脉冲输出频率达20KHz,而224XP(CN)更是高达100kHz,可以用来驱动步进电机或伺服电机,再由电机直接驱动卷绕主轴旋转,完成工艺所要求的动作。
步进电机在成本上具有优势,但是步进电机的运转平稳性不如伺服电机,而两者的定位精度(圈数)的控制,在本工艺里都可以达到要求。
我们考虑先试用步进电机的方案。
步进电机的驱动,实际上是由相应的步进电机驱动器负责的,所以步进电机的相数齿数等等问题由相应的驱动器解决,选择步进电机要考虑的主要是体积、转矩、转速等,不是本文的重点;
PLC向驱动器送的仅为代表速度与位置的脉冲,这里要考虑的是步进电机在规定的转速下是否足够平稳,是否适合作为薄膜卷绕的动力。
我们作了一个模型机进行试验,采用细分型的驱动器,在50齿的电机上达到10000步/转,经17:
25齿的同步带减速传动(同时电机的振动也可衰减),结果运转很平稳,粗步确定可以达到工艺要求。
于是正式试制一台,也获得成功,性能达到工艺要求,目前已经按此方案批量进行改造。
CPU选择224XPCNDC/DC/DC,系统构成如下:
224XP*1、步进电机*2、细分型驱动器*2、TD200*1、LED显示屏*1、编码器*1。
2.1PTO0(Q0.0)输出一路高速脉冲,负责驱动卷绕主轴的旋转;
2.2PTO1(Q0.1)输出一路高速脉冲,负责驱动主轴的水平直线移动;
2.3一个正交增量型编码器装在主轴上,作为卷绕圈数的反馈;
2.4TD200作为人机界面,用于设定参数
2.5一个LED显示屏用于显示实时的卷绕圈数。
在实际生产中,工人需要时时参考卷绕的进度,LED显示比LCD醒目,所以这里放置了一个自制的LED显示屏。
LED屏和PLC的连接方式,可参考本人在2003年的专家论文集中的文章。
3控制系统完成的功能
3.1控制系统首先要实现的功能,是卷绕的平稳起动、加速、减速、平稳停止。
在新版的S7-200中,支持高速输出口PTO0/PTO1的线性加/减速,通过MicroWin的向导程序,非常容易实现。
实际上,以目前的情况,线性加减速只能使用向导生成的程序,Siemens没有公开独立可使用的指令。
3.2使用位置控制向导生成以下四个子程序(仅限CPU内的PTO,不包括专用模块的情况),以PTO0为例:
3.2.1PTO0_CTRL:
每周期调用一次,可以控制PTO0的行为;
3.2.2PTO0_MAN:
可以控制PTO0以某一频率输出脉冲,并且可以通过程序随时中止(减速或立即中止);
3.2.3PTO0_RUN:
运行(在向导中生的)包络,以预定的速度输出确定个数的脉冲,也可以通过程序随时时中止(减速或立即中止)。
3.2.4PTO0_LDPOS:
装载位置用,本例使用相对位置,所以不必装载。
本例的工艺要求,输出脉冲数可变(圈数可设定),又要在工艺允许的情况下尽可能地按指定的速度运行,也要随时能够减速停止,包括人工手动的停车要求。
直接使用PTO0_MAN和PTO0_RUN都无法直接满足要求,以下来研究配合辅助手段如何实现。
3.3精确的位置(圈数)控制
3.3.1PTO0_RUN+中断
卷绕定位与圈数控制,达到0.1圈以内的精度即可,以10000步/转的细分驱动器,0.1圈相当于1000脉冲。
假使PTO正以最高100kHz速度输出脉冲,以1ms的时间响应中断,脉冲的误差约为100个,所以从理论上说,中断方式把脉冲误差控制在1000个以下完全可以。
如何实现?
我们来看下面一个PTO0_MAN指令执行的示意图:
有恒速阶段
无恒速阶段
当PTO0_MAN指令RUN=1允许脉冲输出时,脉冲序列从最低速(起始速度,本例设为100p/s,很小,可以认为0)线性加速,加到指定速度speed后保持匀速,当收到减速停止RUN=0命令时,线性减速,至最低速后停止。
所以,我们只要在脉冲输出前计算出停止指令执行的位置,并在此位置设置中断以便执行减速停止指令,就可保证输出的序列脉冲个数在要求的误差范围内。
计算过程:
本例加速和减速的斜率是相同的,比较简单,如果两个斜率不同,计算稍麻烦一点,原理差不多。
3.3.1.1用向导生成一个最高速单速包络,从生成的PTO0_DATA中找出加速和减速脉冲数(可以参考3.3.2节的描述),如果加减速斜率相同,这两个数应该是一样的,由于计算精度的关系,差几个脉冲也属正常。
这个数据在程序中可以作为常数使用。
3.3.1.2如果目标脉冲数大于加速和减速脉冲数之和,表示脉冲输出可以加速到最高速,有恒速阶段,那么中断位置=目标脉冲数-减速脉冲数;
3.3.1.3如果目标脉冲数不大于加速和减速脉冲数之和,无恒速阶段,包络变成一个等腰三角形(两边斜率相同的情况),那么中断位置=目标脉冲数/2。
3.3.1.4更进一步,水平恒速的速度可变,就象本案的情况,卷绕速度是可设定的,而且这个速度受机械/电机最高限速、薄膜最高线速的限制,取三者中的最小值,然后才能确定加速到该速度所需的脉冲数,通过简单的数学计算即可获得。
3.3.2PTO0_RUN+修改包络参数
段0:
加速段,加速脉冲数在VD1033
段1:
恒速段,恒速脉冲数在VD1043
段2:
减速段,减速脉冲数在VD1063
段3:
最终减速脉冲数,VD1063。
依我的经验看,这个最终减速脉冲数始终为1。
在向导中,只能生成有限的包络,如果目标脉冲数任意的,我们只好修改包络里面的数据了。
加速段和减速段的脉冲数不方便改,因为线性加减速的指令并不清楚,所以只好修改恒速段的脉冲数。
实践证明,修改恒速段的脉冲数,可以非常容易且准确地控制输出脉冲数。
唯一的限制是,总的脉冲数,必须大于加减速段+最终减速段脉冲数之和,也即恒速段的脉冲不能小于1。
使用步骤:
3.3.2.1在启动PTO0_RUN之前,计算出恒速段的脉冲数=目标脉数数-加减速脉冲数之和-1,填入包络表中的恒速位置;
3.3.2.2启动PTO0_RUN。
3.4在本项目的设备改造中,主轴卷绕的圈数、中间起停点的变化范围大,使用“PTO0_RUN+中断”,安排在Q0.0输出;
中断是由高速计数器触发的,所以在Q0.0的向导中使能HC0为作脉冲输出内部反馈,在启动PTO0前使能12#中断“HSC0CV="PV"”,中断程序样例如下:
LDSM0.0
RM20.4,1
CALLPTO0_MAN,M20.4,PTO0_V,VB290,VD292
DTCH12
主轴的水平直线运动,行程比较固定,调节范围小,使用“PTO1_RUN+修改包络参数”,安排在Q0.1。
4体会
S7-200是一款是非常优秀的微型控制器,许多功能进行深入研究之后可以做到灵活应用,拓宽其在小型控制领域的应用范围,同时保持较低的应用成本。
 升级会员
升级会员 