定额时间标准.docx
《定额时间标准.docx》由会员分享,可在线阅读,更多相关《定额时间标准.docx(82页珍藏版)》请在冰点文库上搜索。
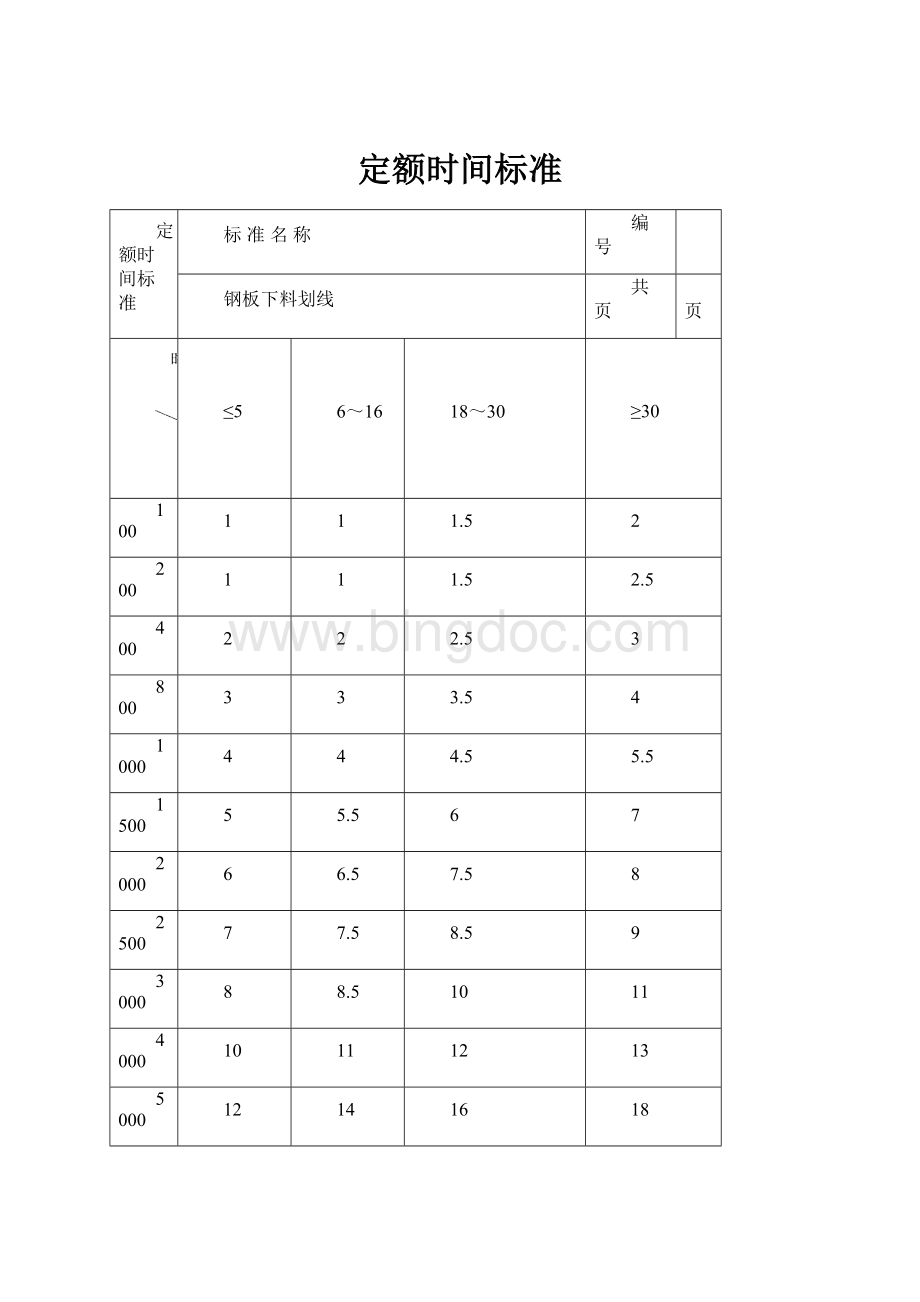
定额时间标准
定额时间标准
标准名称
编号
钢板下料划线
共页
第页
≤5
6~16
18~30
≥30
100
1
1
1.5
2
200
1
1
1.5
2.5
400
2
2
2.5
3
800
3
3
3.5
4
1000
4
4
4.5
5.5
1500
5
5.5
6
7
2000
6
6.5
7.5
8
2500
7
7.5
8.5
9
3000
8
8.5
10
11
4000
10
11
12
13
5000
12
14
16
18
6000
15
16
18
20
7000
16
18
20
22
8000
18
20
22
24
备
注
1、异形板乘以系数见图(1、2、3)。
只下长度乘0.5,批量>50件乘0.8,不锈钢板乘1.2.做样板时间另加
2、考虑领料时间10-40min
定额时间标准
标准名称
编号
圆形件划线
共页
第页
≤16
>16
≤16
>16
φ100
3
4
φ1400
19
21
φ200
4
5
φ1500
21
23
φ400
5
6
φ1600
22
27
φ800
7
9
φ1800
24
31
φ950
11
11
φ2200
27
36
φ1100
13
13
φ2500
36
41
φ1200
15
15
φ3200
41
46
φ1300
17
17
φ3700
46
56
备注
椭圆扇形划线K=1.3
定额时间标准
标准名称
编号
钢板剪板
共页
第页
≤5
≤12
100
1
1.5
200
1.5
2
400
2
2.5
800
2.5
3
1000
3.5
3.5
1500
4.5
4.5
2000
5.5
6
2500
7
7.5
3000
9
8.5
4000
10
10
6000
12
12
8000
14
14
备注
批量>50件乘0.8,不锈钢板乘1.2.
定额时间标准
标准名称
编号
扁、方、圆钢下料
共页
第页
类
别
≤1
≤4
≤8
>8
剪
切
划线
气切
剪
切
划线
气切
剪
切
划线
气切
剪
切
划线
气切
扁钢
≤40
1
0.5
0.5
2
1
1
2.5
1.5
1
3.5
2
1.5
≤75
1.5
0.5
1
2.5
1.5
1
3
1.5
1.5
4
2
2
≤120
2.5
1
1.5
3.5
1.5
1.5
4
2
1.5
5.5
3
2.5
圆钢
≤φ8
1
0.5
0.5
2
1
0.5
2
1.5
0.5
3
2
1
≤φ15
1.5
0.5
1
2
1
1
2.5
1.5
1
3.5
2
1.5
≤φ24
2
1
1
2.5
1
1
3
1.5
1
4
2
2
方钢
≤10
1
0.5
0.5
1.5
1
0.5
2
1.5
0.5
3
2
1
≤25
2
0.5
1
2.5
1
1
3
1.5
1
4
2
2
备注
不锈钢K=1.2
定额时间标准
标准名称
编号
圆钢锯切下料
共页
第页
≤20
25
30
35
40
45
60
75
80
90
100
110
120
130
弓锯
2
3
4
5
6
7
9
12
16
20
21
24
27
33
圆盘锯
6
7
8
9
10
12
13
14
备注
移植钢印每件1分钟,合金、工具钢K=1.5,不锈钢K=2,L>1m,K=1.2,手工弓锯K=2
定额时间标准
标准名称
编号
槽钢直口下料
共页
第页
1
2
3
划线
气切
划线
气切
划线
气切
6~10
1
4
1.5
4.5
2
5
12~16
1.5
4.5
2
5
2.5
5.5
18~22
2
5
2.5
5.5
3
6
24~30
2.5
6
3
6.5
3.5
6.5
32~40
3.5
7
4
7
4
7
4
6
8
6~10
2
5
2.5
5.5
2.5
5.5
12~16
2.5
5.5
3
6
3
6
18~22
3
6
3.5
6.5
3.5
6.5
24~30
3.5
6.5
4
7
4
7
32~40
4
7
4.5
7.5
4.5
7.5
备注
本标准为每根时间
定额时间标准
标准名称
编号
槽钢锁口下料
共页
第页
1
2
3
划线
气切
划线
气切
划线
气切
6~10
2
2.5
2
2.5
2.5
3
12~16
2
4
2
4
3
4.5
18~22
2.5
5
2.5
5
3.5
5.5
24~30
3
7
3
7
4
7
32~40
3.5
8
3.5
8
4.5
9
4
6
8
6~10
2.5
3
3
5
3
5
12~16
3
4.5
3.5
6
3.5
6
18~22
3.5
5.5
5
8
5
8
24~30
4
7
6
9
6
9
32~40
4.5
9
7
10
7
10
备注
本标准为每口时间,斜口下料按此标准
定额时间标准
标准名称
编号
工字钢直口下料
共页
第页
1
2
3
4
6
8
划线
气切
划线
气切
划线
气切
划线
气切
划线
气切
划线
气切
10~14
1.5
3
1.5
4
2
4
2
4
2.5
4
2.5
4.5
16~22
1.5
3.5
1.5
4.5
2.5
4.5
2.5
5
3
4.5
3
5
24~28
2
4.5
2
5.5
2.5
5.5
3
6
4
5
4
6
30~40
2.5
6
2.5
7
3
7
3.5
7
5
6
5
7
定额时间标准
标准名称
编号
工字钢锁口下料
共页
第页
1
2
3
4
6
8
划线
气切
划线
气切
划线
气切
划线
气切
划线
气切
划线
气切
10~14
3
4
3
4
4
5
4
5
4
5
5
6
16~22
4
5
4
5
5
6
5
6
5
6
6
8
24~28
5
6
5
6
6
7
6
7
6
7
7
9
30~40
6
8
6
8
7
9
7
9
7
9
8
10
定额时间标准
标准名称
编号
气割火焰热校型钢
共页
第页
类别
气割焊把
≤2000
≤4000
≤8000
>8000
槽钢
25~28
10
16
32
60
30~32
12
18
36
68
工字钢
25~30
11
18
36
62
32~36
13
20
38
70
备注
如只校立面,平面采用压直,减定额50﹪
定额时间标准
标准名称
编号
角钢直口下料
共页
第页
≤40
≤63
≤80
>80
划线
气切
划线
气切
划线
气切
划线
气切
1
0.5
1.5
0.5
1.5
1
2
1
2
2
0.5
1.5
0.5
1.5
1
2
1
2
3
1
2
1
2
1.5
2.5
1.5
2.5
4
1
2
1
2
1.5
2.5
1.5
2.5
6
1.5
2.5
1.5
2.5
2
3
2
3
8
1.5
2.5
1.5
2.5
3
4
3
4
备注
本标准为每根时间
定额时间标准
标准名称
编号
角钢锁口下料
共页
第页
≤40
≤63
≤80
>80
划线
气切
划线
气切
划线
气切
划线
气切
≤1
1
1.5
1
1.5
1.5
2
1.5
2
≤2
1
1.5
1
1.5
1.5
2
1.5
2
≤3
1.5
2
1.5
2
2
2.5
2
2.5
≤4
1.5
2
1.5
2
2
2.5
2
2.5
≤6
2
2.5
2
2.5
2.5
3
2.5
3
≤8
2
2.5
2
2.5
2.5
3
2.5
3
>8
2.5
3
2.5
3
3
3.5
3
3.5
备注
本标准为每根时间
定额时间标准
标准名称
编号
手工焊
共页
第页
3
4
5
6
8
10
12
14
16
18
20
22
24
26
不开坡口双面
15
15
16
18
20
V形坡口单面
15
15
20
25
30
42
52
62
72
82
V形坡口双面
25
30
35
40
50
70
85
110
125
140
160
带衬垫V形坡口
23
27
32
36
45
63
77
100
112
125
155
175
200
230
X形坡口双面
115
130
150
170
190
210
T形接头单面角焊
8
10
12
14
20
28
36
45
58
72
90
105
125
150
28
30
32
35
38
40
46
50
V形坡口双面
带衬垫V形坡口
250
280
X形坡口双面
230
255
270
300
320
335
400
450
T形接头单面角焊
170
200
备注
1、以上为直缝,
2、普通环缝K=1.2,
3、有错边环缝拍片K=1.7,不拍片K=1.3
4、角焊缝板厚为焊缝高度
5、筒体与封头拼焊,削边的K=2
定额时间标准
标准名称
编号
纵缝自动焊
共页
第页
板厚(mm)
时间(分)公式(L为焊缝长,单位:
米)
8~18
55+32×L
20~24
60+58×L
26
70+72×L
28~30
145+120×L
32~36
160+185×L
38~40
440+210×L
包括内容
基本、辅助、布-休时间,正反面焊接,挑焊根,清磨,试板、返修等
备注
需要预热时,时间另加
定额时间标准
标准名称
编号
环缝自动焊
共页
第页
板厚(mm)
时间(分)公式(D为焊缝长,单位:
米)
8~16
40+130×D
18~22
75+180×D
24~26
100+240×D
28~30
330+420×D
32
180+500×D
34~38
280+740×D
40
330+890×D
包括内容
基本、辅助、布-休时间,正反面焊接,挑焊根,清磨,试板、返修等
备注
需要预热时,时间另加
定额时间标准
标准名称
编号
管子与平法兰手工焊接
共页
第页
法兰规格
装配点焊
焊接
法兰规格
装配点焊
焊接
Dg
φ
Dg
φ
10
14
2
5
100
108
3.5
17
15
18
2
5
125
133
3.5
20
20
25
2
5
150
159
3.5
24
25
32
2.5
5
200
219
5
36
40
45
2.5
8
250
273
6
65
50
57
2.5
9
300
325
7
77
65
76
3
12
350
377
8
90
80
89
3
15
包括内容
换焊条,去熔渣,清飞溅,打钢印,堆放整齐
备注
法兰与弯管焊接每件加3分钟,不锈钢K=1.4
定额时间标准
标准名称
编号
钢板气割
共页
第页
板厚mm
8
10
12
16
22
24
26
28
30
32
34
36
时间:
分/米
手工
6
6
6
6
8
9
10
11
11.5
13
13.5
14
自动
5
5
5
5
6
7
8
9
10
10.5
11
12
板厚mm
40
42
44
46
48
50
时间:
分/米
手工
15
15.5
16
18
19
20
自动
13
14
15
15.5
17
19
备注
单面坡口K=1.3双面坡口K=2.2
定额时间标准
标准名称
编号
管子下料
共页
第页
切管
管端加工
L≤2000
2000<L≤4000
L>4000
刮坡口
φ16×3
1
1
1
φ18×3
1
1
1.5
φ25×3
1
1.5
1.5
φ38×2.5
1.5
1.5
2
φ51×3
2
2.5
2.5
φ57×3.5
2.5
2.5
3
3
φ60×3
2.5
3
3
3
φ60×3.5
3
3
3.5
3
φ60×5
3.5
3.5
3.5
3
φ76×4
3.5
3.5
4
3
φ76×6
3.5
4
4
3
φ89×4
4
4
4.5
3
φ89×6
4
4.5
4.5
3
φ108×4
4.5
4.5
5
3.5
φ108×6
6
6
6
3.5
L≤4000
L>4000
划线
气割
刮坡口
划线
气割
刮坡口
φ133×4
1
2
4
2
3
4
φ133×6
1
2.5
4.5
2
4
4.5
φ159×6
2
3
5
3
4.5
5
φ159×7
2
3.5
5.5
3
5
5.5
φ219×10
3
4
φ219×16
3
4.5
φ273×16
备注
1、连续下料>30K=0.6
2、集箱下料:
K=2(两头),并考虑每批领料时间15-20分钟
定额时间标准
标准名称
编号
弯管
共页
第页
φ32~
φ45
φ51~
φ57
φ60
φ76
φ89
φ108
基
数
单
弯
基
数
单
弯
基
数
单
弯
基数
单
弯
基数
单
弯
基数
单
弯
弯管
α≤30°
5.5
1.5
8
1.5
11
2
12
4
14
5
18
5
30°<α< 60°
6
2
9
2
12
3
13
5
15
6
20
7
60°<α< 90°
6.5
2.5
10
3
13
4
14
6
16
7
22
9
90°<α< 120°
7
3
11
3.5
14
5
15
7
17
8
24
11
90°<α< 150°
8
4
150°<α
9
5
连续空弯增加
1
1.5
1.5
2
2
3
修管增加
6
8
12
14
16
20
蛇形管
规格
φ32
φ38
φ42
φ51
单弯
5
6
8
12
备注
1、弯管工时=基数+单弯×弯数+连空弯×弯数+修管×弯数
2、管子弯制批量>30件K=0.7
3、芯棒弯制K=1.5
4、门形管、顶棚管弯制K=2
定额时间标准
标准名称
编号
管材焊接
共页
第页
氩弧焊对点
氩弧焊打底
电焊盖面
总计
铆工
焊工
铆工
焊工
焊工
φ32×3
6
1
3
3
13
φ38×3.5
6
1
3
3
13
φ42×3.5
6
1
3
3
13
φ51×3
6
1
3
3
13
φ60×3
6
1.5
3
3
13.5
备注
本标准为每道口工时,如遇空间弯,则工时按K=1.3
定额时间标准
标准名称
编号
烟管
共页
第页
手工焊接
(分/口)
 升级会员
升级会员 