拨叉加工工艺卡片完整版.docx
《拨叉加工工艺卡片完整版.docx》由会员分享,可在线阅读,更多相关《拨叉加工工艺卡片完整版.docx(18页珍藏版)》请在冰点文库上搜索。
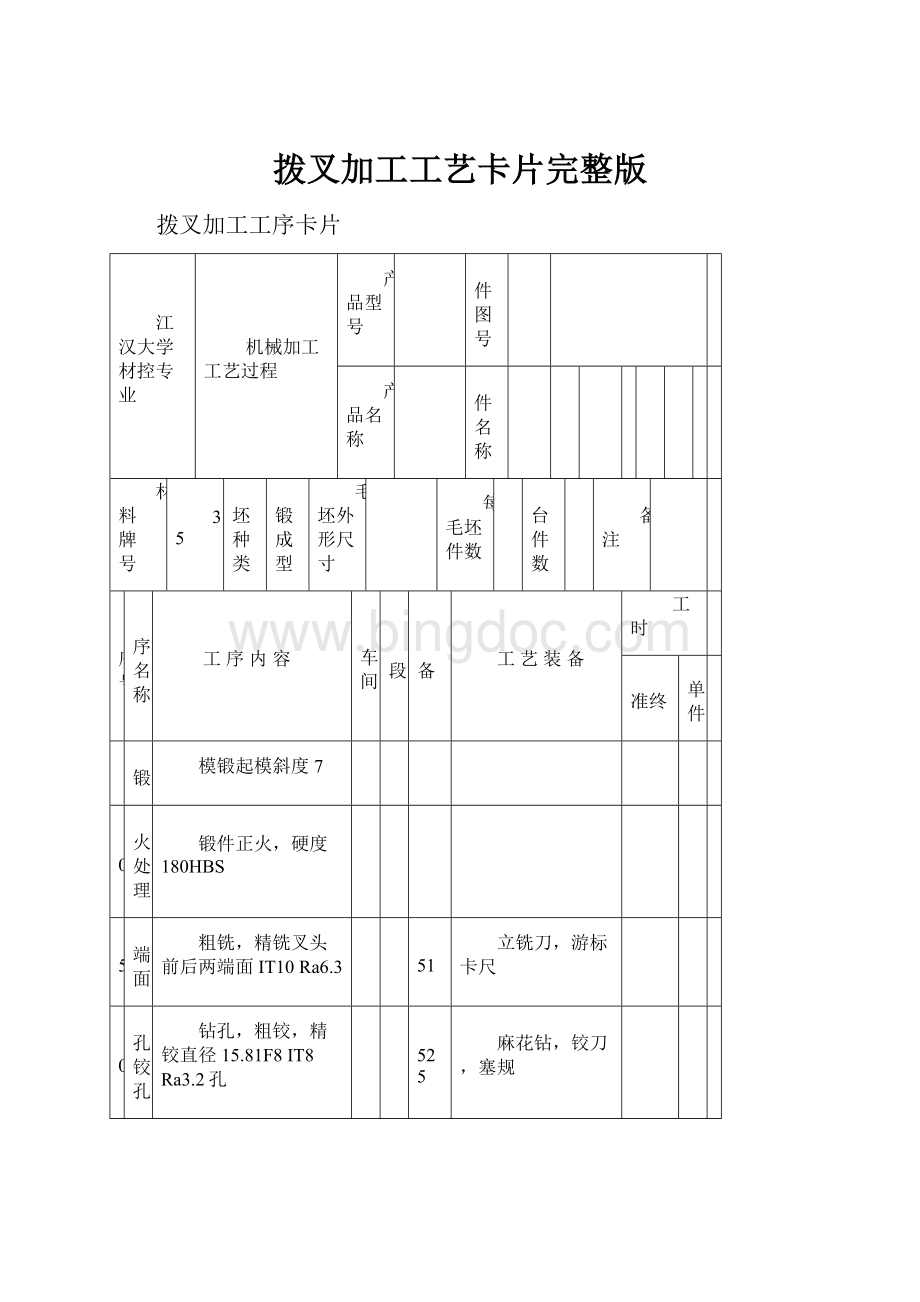
拨叉加工工艺卡片完整版
拨叉加工工序卡片
江汉大学材控专业
机械加工工艺过程
产品型号
零件图号
产品名称
零件名称
共
页
第
页
材料牌号
35
毛坯种类
模锻成型
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
模锻
模锻起模斜度7
00
正火处理
锻件正火,硬度180HBS
05
铣端面
粗铣,精铣叉头前后两端面IT10Ra6.3
X51
立铣刀,游标卡尺
10
钻孔铰孔
钻孔,粗铰,精铰直径15.81F8IT8Ra3.2孔
Z525
麻花钻,铰刀,塞规
15
铣端面
粗铣,精铣叉口两个外端面IT10Ra6.3
X51
立铣刀,游标卡尺
20
铣内侧
粗铣,精铣叉口中间两侧面IT10Ra6.3
X51
立铣刀,游标卡尺
25
铣槽端面
粗铣拔槽中间两侧面,最右面和叉头最下面IT12Ra12.5,精铣拔槽中间两侧面IT10Ra6.3
X51
立铣刀,游标卡尺
30
铣侧面
粗铣精铣拔槽前后两侧面IT10Ra6.3
X51
立铣刀,游标卡尺
35
钻孔攻丝
用直径8.5的麻花钻钻孔,用直径10的丝锥攻丝加工M10的螺纹孔
Z525
麻花钻,丝锥,塞规
40
倒角
加工叉口0.8X45度倒角,加工孔直径15.81F8上的1.2X45度倒角和外面3X45度的倒角
倒角刀
45
叉口淬火
两叉口淬火
50
钳毛刺
塞规百分表卡尺等
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序(05)卡片
江汉大学机电学院
机械加工工序卡片
零件图号
共7 页
零件名称
变速器换档叉
第 1 页
车间
工序号
工序名称
材料牌号
05
铣端面
35
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X51
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
1
粗铣叉头前端面IT12Ra12.5
Φ40立铣刀,游标卡尺
255
32.03
0.15
1.5
1
10.72s
1.61s
2
粗铣叉头后端面IT10Ra6.3
Φ40立铣刀,游标卡尺
255
32.03
0.15
0.5
1
10.72s
1.61s
3
精铣叉头前端面IT12Ra12.5
Φ40立铣刀,游标卡尺
300
37.68
0.08
1.5
1
8.54s
1.28s
4
精铣叉头后端面IT12Ra12.5
Φ40立铣刀,游标卡尺
300
37.68
0.08
0.5
1
8.54s
1.28s
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改
文件号
签字.
日期
机械加工工序(10)卡片
江汉大学机电学院
机械加工工序卡片
零件图号
共7页
零件名称
变速器换档叉
第 2页
车间
工序号
工序名称
材料牌号
10
钻孔,铰孔
35
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z525
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
1
用Φ15.5的麻花钻钻孔
硬质合金麻花钻
392
19.09
0.22
42.9
1
32.4s
6.48s
2
粗铰孔至Φ15.7,IT10
铰刀,塞规
195
9.61
0.22
42.9
1
81.6s
16.32s
3
精铰孔至Φ15.81,IT,8Ra3.2
铰刀,塞规
195
9.68
0.12
42.9
1
78.6s
15.72s
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改
文件号
签字
日期
机械加工工序(15)卡片
江汉大学机电学院
机械加工工序卡片
零件图号
共7 页
零件名称
变速器换档叉
第 3 页
车间
工序号
工序名称
材料牌号
15
铣端面
35
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X51
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
1
粗铣叉口上端面,IT12Ra12.5
Φ40立铣刀,游标卡尺
255
32.09
0.15
1.5
1
34.02s
5.10s
2
粗铣叉口下端面,IT112Ra12.5
Φ40立铣刀,游标卡尺
255
32.09
0.15
0.5
1
34.02s
5.10s
3
精铣叉口上端面,IT10Ra6.3
Φ40立铣刀,游标卡尺
326
37.68
0.08
1.5
1
27.11s
4.07s
4
精铣叉口下端面,IT10Ra6.3
Φ40立铣刀,游标卡尺
326
37.68
0.08
0.5
1
27.11s
4.07s
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改
文件号
签字
日期
机械加工工序(20)卡片
江汉大学机电学院
机械加工工序卡片
零件图号
共7 页
零件名称
变速器换档叉
第 4 页
车间
工序号
工序名称
材料牌号
20
铣内侧
35
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X51
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
1
粗铣叉口中间一侧面IT12Ra12.5
Φ20立铣刀,游标卡尺
490
30.77
0.10
1.5
1
10.78s
1.62s
2
精铣叉口中间另一侧面IT10Ra6.3
Φ20立铣刀,游标卡尺
590
37.05
0.06
1.5
1
6.62s
0.99s
3
粗铣叉口中间一侧面IT12Ra12.5
Φ20立铣刀,游标卡尺
490
30.77
0.10
0.5
1
10.78s
1.62s
4
精铣叉口中间另一侧面IT10Ra6.3
Φ20立铣刀,游标卡尺
590
37.05
0.06
0.5
1
6.62s
0.99s
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改
文件号
签字
日期
机械加工工序(25)卡片
江汉大学机电学院
机械加工工序卡片
零件图号
共7 页
零件名称
变速器换档叉
第 5 页
车间
工序号
工序名称
材料牌号
25
铣槽端面
35
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X51
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
1
粗铣拔槽中间一侧面IT12Ra12.5
Φ10立铣刀,游标卡尺
1500
47.12
0.04
1.5
1
6.23s
0.93s
2
粗铣拔槽中间另一侧面IT12Ra12.5
Φ10立铣刀,游标卡尺
1500
47.12
0.04
1.5
1
6.23s
0.93s
3
粗铣拔槽最右面IT12Ra12.5
Φ10立铣刀,游标卡尺
1500
47.12
0.04
2
1
6.23s
0.93s
4
粗铣拔槽最下面IT12Ra12.5
Φ10立铣刀,游标卡尺
1500
47.12
0.04
2
1
10.69s
1.60s
5
精铣拔槽中间一侧面IT10Ra6.3
Φ10立铣刀,游标卡尺
1800
56.55
0.02
0.5
1
5.19s
0.78s
6
精铣拔槽中间一侧面IT10Ra6.3
Φ10立铣刀,游标卡尺
1800
56.55
0.02
0.5
1
5.19s
0.78s
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改
文件号
签字
日期
机械加工工序(30)卡片
江汉大学机电学院
机械加工工序卡片
零件图号
共 7页
零件名称
变速器换档叉
第 6 页
车间
工序号
工序名称
材料牌号
30
铣侧面
35
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X51
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
1
粗铣拔槽前侧面IT12Ra12.5
Φ40立铣刀,游标卡尺
255
32.03
0.15
1.5
1
24.49s
3.67s
2
粗铣拔槽后侧面IT10Ra6.3
Φ40立铣刀,游标卡尺
255
32.03
0.15
1.5
1
24.49s
3.67s
3
精铣拔槽前侧面IT12Ra12.5
Φ40立铣刀,游标卡尺
300
37.68
0.08
0.5
1
19.51s
2.93s
4
精铣拔槽后侧面IT10Ra6.3
Φ40立铣刀,游标卡尺
300
37.68
0.08
0.5
1
19.51s
2.93s
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改
文件号
签字
日期
机械加工工序(35)卡片
零件名称
变速器换档叉
第 7 页
车间
工序号
工序名称
材料牌号
35
钻孔攻丝
35
毛坯种类
毛坯外形尺寸
每件毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z525
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量/(mm/r)
背吃刀量/mm
走刀
次数
工时定额
基本
辅助
1
用直径8.5的麻花钻钻孔
麻花钻,塞规
680
19.23
0.13
1
1
5.4s
0.81s
2
用直径10的丝锥攻丝
丝锥,塞规
392
12.3
1
1
1
2.6s
0.39s
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改
文件号
签字
日期
 升级会员
升级会员 