第七章金属腐蚀与防护Word格式.docx
《第七章金属腐蚀与防护Word格式.docx》由会员分享,可在线阅读,更多相关《第七章金属腐蚀与防护Word格式.docx(16页珍藏版)》请在冰点文库上搜索。
腐蚀速度可用失重法(或增重法)、深度法和电流密度来表示。
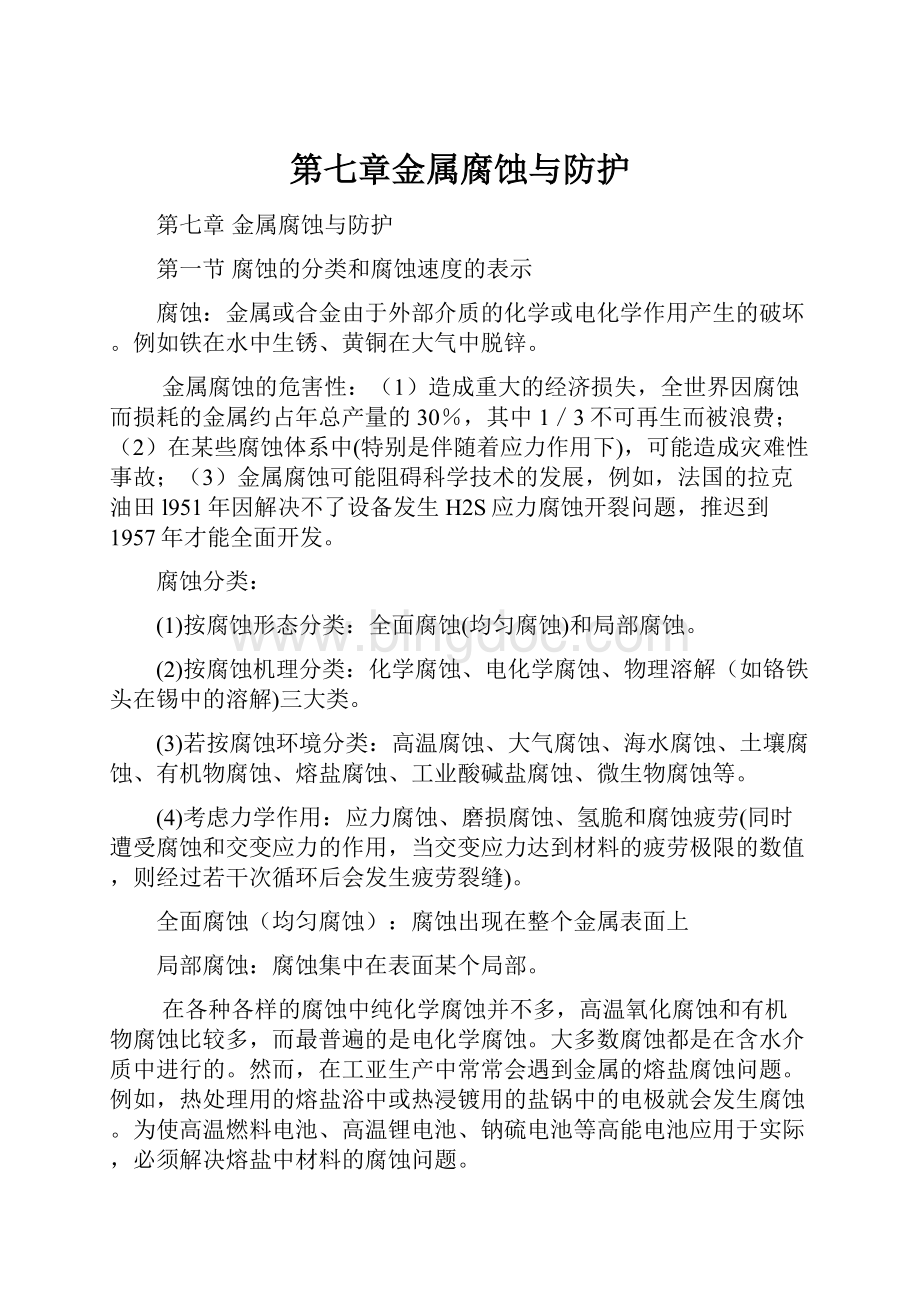
(5)缝隙腐蚀;
(6)水线腐蚀;
图7.1腐蚀形态示意图
第二节金属腐蚀的倾向和电化学腐蚀的条件
一、金属腐蚀的倾向
利用标准电极电位,可以判断金属腐蚀的倾向。
大多数腐蚀是在非平衡电位进行的,非平衡电位是金属浸在不含有该金属离子的溶液中的电位。
在这种情况下,电极上失去电子是一个过程,而得到电子是另一个过程。
如铁在NaCl溶液中,Fe→Fe2++2e与O2+2H2O+4e→4OH-
金属的电化学腐蚀:
与它在特定介质中的电极电位有关,也与水溶液的pH有关。
图7.2中,稳定区(Fe),腐蚀区(Fe2+,Fe3+,HFeO-2,FeO2-4),钝化区(Fe3O4,Fe2O3或Fe(OH)3,Fe(OH)2)
从图7.2可见,表示析氢反应的平衡线a在所有pH范围内都位于铁的稳定区之上,这意味着铁在水溶液中所有pH范围内,都有发生析氢腐蚀的倾向。
但在不同pH值时,腐蚀产物是不相同的。
当铁的电位正于稳定区的电位时,在酸性和强碱性溶液中,铁具有活化溶解的倾向;
而在pH约为8~14的碱性溶液中,铁具有钝化的倾向。
铁的防腐:
根据铁接触溶液的pH值和它的电位,可采用:
①把铁的电位降到稳定区,即对铁施加阴极保护;
②把铁的电位升高到钝化区,即可使用阳极保护法或在溶液中添加阳极型缓蚀剂来实现;
③调整溶液pH值至8~13之间,使铁进入钝化区。
牺牲阳极的阴极保护法:
利用比铁活泼的金属与铁相连接,在腐蚀介质中形成原电池,铁成为阴极得到保护,而较铁活泼的金属则变为阳极而溶解。
二、腐蚀电池
电化学腐蚀是腐蚀电池作用的结果。
一个腐蚀电池必须有阴极、阳极和电解质溶液以及连接阴阳极的电子导体四个部分。
腐蚀条件的情况:
金属表面有电位不同的点存在,这些电位不同的点将形成腐蚀电池的阴极和阳极。
下面几种情况都有可能产生电位不同的点。
(微观腐蚀电池)
(1)金属表面化学成分不均匀:
金属中杂质的电位与基体金属的电位并不相同。
例如碳钢的渗碳体Fe3C,工业用铝的铁和铜。
杂质的电位比基体的电位正。
(2)金属组织不均匀:
多数金属材料都是多晶材料,晶界的电位往往比晶粒的负。
多相合金中不同相之电位也不相同。
(3)金属的物理状态不均匀:
金属在加工装配过程中,由于各部分变形不同或应力不同都会引起表面上产生电位的差异。
通常,变形较大或应力较大的部位的电位较负。
(4)金属表面钝化膜或导电涂层不完整:
在膜的孔隙或破裂处的电位较负。
因此金属表面潮湿时,只要金属的电位比H+或O2的还原反应电位负,水中的H+或O2就会在电位较正的点上还原而使金属腐蚀。
电化学腐蚀:
阳极过程与阴极过程必定同时存在。
阳极过程是金属的溶解,M→Mn+。
阴极过程最常见的是H+或O2的还原,即2H++2e→H2或O2+2H2O+4e→4OH-(在中性和碱性介质中)或O2+4H++4e→2H2O(在酸性介质中)。
析氢腐蚀:
以氢离子还原为阴极过程的腐蚀。
吸氧腐蚀:
以氧还原反应为阴极过程的腐蚀(或称氧还原腐蚀)。
宏观腐蚀电池:
(1)不同种的金属接触,如铝制容器用铜铆钉铆接时,铝的电位较铜负,在潮湿时形成腐蚀电池,称电偶腐蚀或双金属腐蚀。
(2)同一金属与不同浓度的电解质溶液或与含氧量不同的介质接触,浓度低或含氧量较低的地方的电位较负,形成腐蚀电池,称为金属离子浓差电池或氧浓差电池。
(3)金属两端温度不同,温度不同之处的电位不同,称热偶腐蚀。
(4)直流电源漏电会产生杂散电流腐蚀。
三、金属表面上水膜的形成
金属的电化学腐蚀可以发生在水中也可以发生在水膜下。
水膜可分为水汽膜和湿膜两种,水汽膜是看不见的,其厚度为2~40层水分子,湿膜可以看得见,厚度为2um-1mm.
1.水汽膜的形成
在大气相对湿度小于100%而温度又高于露点时,金属表面上也会有水的凝聚。
(1)毛细凝聚:
液面形状不同,饱和蒸气压不同,曲率半径越小饱和蒸气压就越
小,水蒸气也就越易凝聚。
因此,水蒸气优先凝聚在凹形的弯液面上,这时平面上水蒸气还未达饱和。
零件之间的间隙、落在金属表面上的灰尘下的狭缝和材料上的微孔都是毛细凝聚蒸气的良好条件。
(2)吸附凝聚:
在相对湿度低于l00%时,在未发生毛细凝聚之前,固体表面对水分子的吸附作用也能形成水分子层。
水分子的层数随相对湿度的增加而增加。
(3)化学凝聚:
如果金属表面上落下了吸水物质,如NaCl等盐类,即使盐已变成了溶液也会使水的凝聚变得容易。
因为盐溶液的蒸气压低于纯水的蒸气压,所以金属表面上留下手汗时腐蚀容易产生化学凝聚。
2.湿膜的形成
金属暴露在雨雪中或在海上受海水起伏的浸润都会形成一层可见湿膜。
凝露也是湿膜的成因。
露的生成与温差有关,温差越大成露要求的相对湿度就越低。
所以,金属制品仓库应保持昼夜温差小于6℃,相对湿度小于70%,并避免日光直接照射。
第三节电化学腐蚀动力学
同学自学
第四节金属的钝化
把铁放入稀硝酸中,铁会腐蚀得很快,有大量的氢气放出。
开始是硝酸的浓度越大,腐蚀速度越大,但当浓度增加到35%附近时,铁的腐蚀会突然停止,这是钝化现象(见图7.10)。
经钝化的铁重新放入稀硝酸中再也不容易溶解,这是因为铁处于钝态。
除Fe外,Co,Ni,Nb,Ta,Cr,Mo,W,Ti都会被一些氧化剂钝化。
Fe,Ni,Cr三者相比,Cr最易钝化,Ni次之,Fe再次之。
钝化的结果是金属的电位大幅度正移,甚至接近于贵金属的电位。
化学钝化:
由化学试剂引起的钝化,如空气中氧的钝化作用。
电化学钝化:
阳极极化引起金属的钝化。
某些金属会在某一电位下突然停止腐蚀,例如18—8型不锈钢在30%硫酸溶液中的阳极溶解,当极化到-0.1V时,溶解速度突然下降到原来的万分之一。
图7.10铁在硝酸中的钝化图7.11金属阳极钝化时的钝化
图7.11是典型的阳极钝化的极化曲线,曲线上有四个区域:
活化、钝化过渡、稳定钝化以及过钝化。
AB段-金属的活性溶解,BC段-金属表面状态急剧变化。
B点-钝化膜的生成速度趋于超过它的溶解速度,是从活化进入钝化的转折点。
临界钝化电位或致钝电位:
B点对应的电位。
临界电流密度:
B点对应的电流密度。
C点-金属已进入稳定钝态。
维钝电流密度:
CD范围内的电流密度,基本不随电位而变,维持钝化状态。
D点以后,某些金属的钝化膜会因电位太正而被氧化为可溶的离子,于是金属又开始阳极溶解甚至伴随O2的析出。
Fe,Ni,Cr,Mo等金属在稀硫酸中都可以进行阳极钝化。
合金中随Cr含量的增加,致钝电位向负方向移动,CD变宽,而且维钝电流密度变小。
钝化的应用:
从金属腐蚀的角度看,希望金属钝化;
但是对于电镀用的可溶性阳极以及化学电源来说,则避免金属钝化。
钝化与活化的关系:
有利于钝化的因素将不利于活化。
氧化剂的存在是钝化的因素,其反面,即还原剂会引起活化。
阳极极化引起钝化,而阴极极化则是活化因素。
使电位变正将引起钝化,电位变负则引起活化。
和电位更正的金属接触促使钝化,而与更负电位的金属接触,则导致活化。
降低温度有利于钝化,升高温度则有利手活化。
很光滑的表面有利于钝化,而粗糙的表面有利于活化。
金属表面的机械损伤可以使许多钝化了的金属活化。
铁在硝酸中钝化后,稍加磨擦,便失去钝性,但是铝、铬、不锈钢等在空气或许多介质中却容易自行钝化,故机械损伤后可以重新钝化。
阴离子的活化作用:
例如铝在平常条件下不易腐蚀,但在海水中却很易腐蚀,原因是氯离子破坏了钝态。
阴离子使金属失去钝化能力的强弱顺序:
C1->
Br->
I->
F->
ClO-4>
OH->
SO2-4
斑点腐蚀:
在某些溶液中,氯离子常常只使金属表面部分活化,这些个别部分金属以很高的速度溶解,而使其表面形成许多深坑的现象。
钝化现象的机理:
成相膜理论和吸附理论
第五节金属腐蚀速度的电化学测量方法及有关测试技术
一、极化曲线外延法
二、线性极化法
三、三点法
四、金属表面微区电位和电流密度分布的测量
第六节金属的防护
一、金属防护措施及耐腐蚀金属材料的选择
金属的防护措施:
(1)提高金属本身的耐蚀性,例如镍中加铜,铬钢中加镍,在铜锌合金中加锡,低碳钢中加铬和铜等。
(2)采用保护性覆盖层,例如铁上镀锌,铝上涂漆,钢上磷化以及管子上绕防护带(由PVC或PE材料做成)等。
(3)改变腐蚀环境,例如介质除氧脱盐,添加缓蚀剂等。
(4)电化学阴极保护和阳极保护。
常用的金属材料中,铜、铝、镁、钛、锆等可以纯金属的形式使用,大量的是以合金形式使用。
合金化可提高金属的耐蚀性。
合金化的基本原则:
①降低合金中阳极相的活性,例如钢中加镍,镍中加铬;
②降低合金中阴极相的活性,例如工业镁中加锰,钢中加锑;
③合金表面形成保护膜,例如铁中加硅,不锈钢中加钼。
选择材料的基本要求:
耐蚀性、力学性能、成本、资源等,例如高硅铁的耐蚀性能良好,但较脆,不能进行车、钻、镗、铣等冷加工。
典型环境中,金属材料的选择方法:
(1)大气:
铝及铝合金、钛及钛合金、抗大气腐蚀钢(例如l0MnSiCu钢)、碳钢和铸铁(若要提高其耐蚀性,可在表面镀镍或渗铝)、铜及铜合金、不锈钢。
(2)工业大气:
铝及铝合金、钛及钛合金、碳钢或铸铁(表面可采用渗铝、喷钛等保护)。
(3)淡水:
铝及铝合金、钛及钛合金、高硅铁、不锈钢、铜及铜合金、铅及铅合金、镍。
(4)海水:
钛及钛合金、铜及铜合金、镍及镍合金、l8-8钢。
(5)硫酸:
高硅铁、铅(低浓度时用)、铁碳合金(高浓度时用)。
(6)硝酸:
钛及钛合金、高硅铁、不锈钢(低浓度时用)、铝(高浓度时用)。
(7)盐酸:
高硅铁、加钼高硅铁、哈氏合金(62Nil7Crl5Mo)。
(8)脂肪酸:
高硅铁、18-8-Mo不锈钢、l8-8钢、铝。
(9)甲醇:
碳钢、高硅铁、18-8钢、l8-8-Mo不锈钢、铜及铜合金、钛及钛合金。
(10)氢氧化钠:
镍及镍合金、高硅铸铁、加镍铸铁(>
2%Ni)、铁碳合金、l8-8钢、l8-8-Mo、不锈钢、铜及铜合金、钛及钛合金。
(11)氯化钠:
高硅铁、l8-8钢、l8-8-Mo、不锈钢、镍及镍合金、钛及钛合金。
(12)二氧化硫:
碳钢、l8-8-Mo不锈钢、铜及铜合金、钛及钛合金。
(13)硫化氢:
碳钢、高硅铁、18-8钢、l8-8-Mo不锈钢、铝及铝合金。
(14)氯气(干):
碳钢、高硅铁、l8-8钢、l8-8-Mo不锈钢、铝及铝合金。
(15)氯气(湿):
钛及钛合金、高硅铁、哈氏合金。
以上选材是按均匀腐蚀速度来考虑的,实际应用时还要注意它们的局部腐蚀倾向。
二、缓蚀剂保护
缓蚀剂:
在腐蚀介质中添加少量就能抑制金属腐蚀的物质。
缓蚀剂保护金属的优点在于用量少、见效快、成本低、使用方便。
缓蚀剂在工业上的应用很广,例如,黑色金属酸洗用若丁(Rodine)来保护基体金属,在冷却水中加铬酸钠来保护冷却水系统。
缓蚀剂保护的缺点是它只适用于腐蚀介质有限体积的情况,例如电镀和喷漆前的酸洗除锈、产品包装。
不适用于开放体系,例如码头。
1.缓蚀剂的分类和应用范围
(a)按化学成分分类,分为无机缓蚀剂和有机缓蚀剂两类。
某些有机物对无机缓蚀剂具有协同作用,例如乙醇胺+钼酸钠对A3钢的缓蚀作用明显优于钼酸钠,表明其分子内的醇胺基团与钼酸根有明显的协同缓蚀效应。
(b)按物理性质分类,分为水溶性、油溶性以及气相缓蚀剂三类。
油溶性缓蚀剂是具有极性的有机化合物,兼有界面活性。
石油磺酸盐是目前使用最多的一类油溶性缓蚀剂。
(c)按成膜特征分类,分为氧化膜型、沉淀膜型和吸附型三类。
氧化膜型缓蚀剂多为氧化剂,但并非氧化性越强作用越大,例如高锰酸钾氧化性很强,但缓蚀效果不大。
氧化型缓蚀剂有钝化作用,又称钝化剂。
沉淀膜型缓蚀剂如聚磷酸钠,在水中有足量Ca2+存在及有溶解氧时,生成沉淀膜起缓蚀作用。
吸附型缓蚀剂如硫脲,能吸附在金属表面从而阻挡腐蚀剂的接触,这类缓蚀剂大多是含O,N,S和P的有机物。
(d)按用途分类,分为冷却水缓蚀剂(例如在凝结水系统中加入联氨)、锅炉缓蚀剂(例如蒸汽锅炉中注入磷酸盐)、酸洗缓蚀剂(例如在盐酸或硫酸中用的乌洛托品)、油气井缓蚀剂(例如411一甲醛、若丁一A)、石油化工缓蚀剂(例如炼油厂用的溴代烷基吡啶)等。
(e)按腐蚀电池的作用机理来分类,有阳极型、阴极型和混合型三类。
阳极型缓蚀剂:
铬酸盐、硝酸盐、正磷酸盐、硅酸盐、苯甲酸盐等属这类。
其中苯甲酸盐只有当介质含有溶解氧时才起作用。
这类缓蚀剂的作用主要是使金属表面钝化并持续保持此钝态,导致阳极极化增大从而使腐蚀电流减小。
阴极型缓蚀剂:
聚磷酸盐、碳酸氢钙、硫酸锌等属于这类。
按其作用机理分为成膜型阴极型缓蚀剂(生成氢氧化物或碳酸盐覆盖于阴极表面)和增加氢离子放电过电位的缓蚀剂。
两者都是抑制阴极反应,使阴极极化增大而降低腐蚀电流。
混合型缓蚀剂:
主要是含N或S,以及既含N又含S的有机物、生物碱、琼脂等。
它们对阳极过程和阴极过程同时起抑制作用,结果是腐蚀电位变化不大而腐蚀电流变小。
有些无机盐,例如硅酸钠、铝酸钠,在溶液中有呈胶体态的粒子,在阳极区和阴极区均沉淀成为保护膜,阻滞铁的溶解和氧接近金属。
2.缓蚀剂的评选
缓蚀剂有着明显的选择性:
金属不同,介质不同,适用的缓蚀剂可能不同。
中性水介质多用无机缓蚀剂,以氧化膜型和沉淀膜型为主。
在酸性介质中多用有机缓蚀剂,以吸附型为主。
不但要选出缓蚀剂品种,还要确定其用量;
有时不同类型的缓蚀剂配合使用,效果更好。
因此,必须对缓蚀剂进行评选。
缓蚀效率计算公式:
式中:
为缓蚀效率,
分别为无缓蚀剂、有缓蚀剂时试样的腐蚀速度,单位为g·
m-2。
缓蚀剂的筛选方法:
①失重法求腐蚀速度再计算缓蚀效率。
②容量法(只用于析氢腐蚀),即用单位时间内单位试样表面所析出的氢的体积表示腐蚀速度,再从腐蚀速度计算缓蚀效率。
③电化学方法,可用线性极化法或极化曲线外延法求腐蚀电流。
此外,通过测微分电容可以了解缓蚀剂在电极表面上的吸附机理,吸附、脱附的电位范围以及吸附覆盖度,进而判断缓蚀剂的吸附能力。
三、电化学保护
电化学保护分为阴极保护和阳极保护两种。
1.阴极保护
阴极保护是在被保护的金属表面通入足够大的阴极电流,使其电位变负,从而抑制金属表面上腐蚀电池阳极的溶解速度。
图7.16所示的极化曲线可以说明阴极保护的原理,未进行阴极保护时,金属以Icorr速度不断溶解不断溶解。
当往金属输入阴极电流时,金属发生阴极极化,金属的电位从Ecorr负移至E’,这时总的阴极极化电流由两部分组成:
一部分由腐蚀电池提供(AB段),另一部分是外加的(BC段)。
这表明金属的电位移到E’时,金属仍有与AB段相等的腐蚀电流存
在,即腐蚀速度变小而没有完全停止。
当输入电流使金属的电位负移到等于金属的平衡电位时,外加电流便足以使金属完全停止腐蚀,使金属得到完全保护。
阴极保护分类:
牺牲阳极的阴极保护和外加电流的阴极保护两类。
牺牲阳极的阴极保护是靠电位较负的金属的溶解来提供阴极电流,一般是用锌合金、铝合金、镁合金。
在保护过程中电位较负的金属为阳极,逐渐溶解牺牲掉。
外加电流的阴极保护则靠外部电源提供阴极电流,这时要用钢铁、石墨、高硅铸铁、铅银(2%)合金、镀铂的钛等作阳极,称为辅助阳极。
图7.17船的电化学保护示意图(a)牺牲阳极保护;
(b)外加电流保护
对管道的阴极保护:
必须考虑电位和电流分布的均匀性。
例如,对埋地钢管实施阴极保护大多采用相隔一定距离的分立位置的辅助阳极,这时邻近阳极的管段的保护电位最负,而两个阳极之间的管段的电位就要正一些。
为了改变这种情况,使在受阴极保护的管道上获得均匀的电位分布,采用与管道平行敷设的带状牺牲阳极是一条可行的途径,因为沿着轴线方向的电位分布一定是均匀的。
2.阳极保护
阳极保护是在被保护金属表面通人足够大的阳极电流,使电位变正进入钝化区从而防止金属腐蚀(图7.18)。
阳极保护主要用来保护贮存硫酸用的碳钢贮槽、贮存氨水用的碳钢贮槽、生产碳酸氢铵用的碳钢制的碳化塔以及钢制纸浆蒸煮釜。
阳极保护的辅助阳极(见图7.19)所用的材料,对浓硫酸可用镀铂电极、高硅铸铁、银等;
对稀硫酸可用铝青铜、石墨等;
对碱液可用高镍铬合金或普通碳钢。
若介质含Cl-多,就不宜用阳极保护的方法,因此阳极保护的应用是有限的。
图7.18阳极保护原理图
(a)电位-pH图;
(b)极化曲线
图7.19硫酸贮槽的阳极保护
第七节新型防腐蚀膜层的研究与应用
一、金属防腐新工艺——达克罗
二、防腐蚀的导电高分子膜
三、自由组装膜技术在金属防腐蚀中的应用
四、化学修饰与电化学修饰防腐膜
五、光催化TiO2涂层在金属防腐蚀中的应用
 升级会员
升级会员 