课程设计Word文档格式.docx
《课程设计Word文档格式.docx》由会员分享,可在线阅读,更多相关《课程设计Word文档格式.docx(17页珍藏版)》请在冰点文库上搜索。
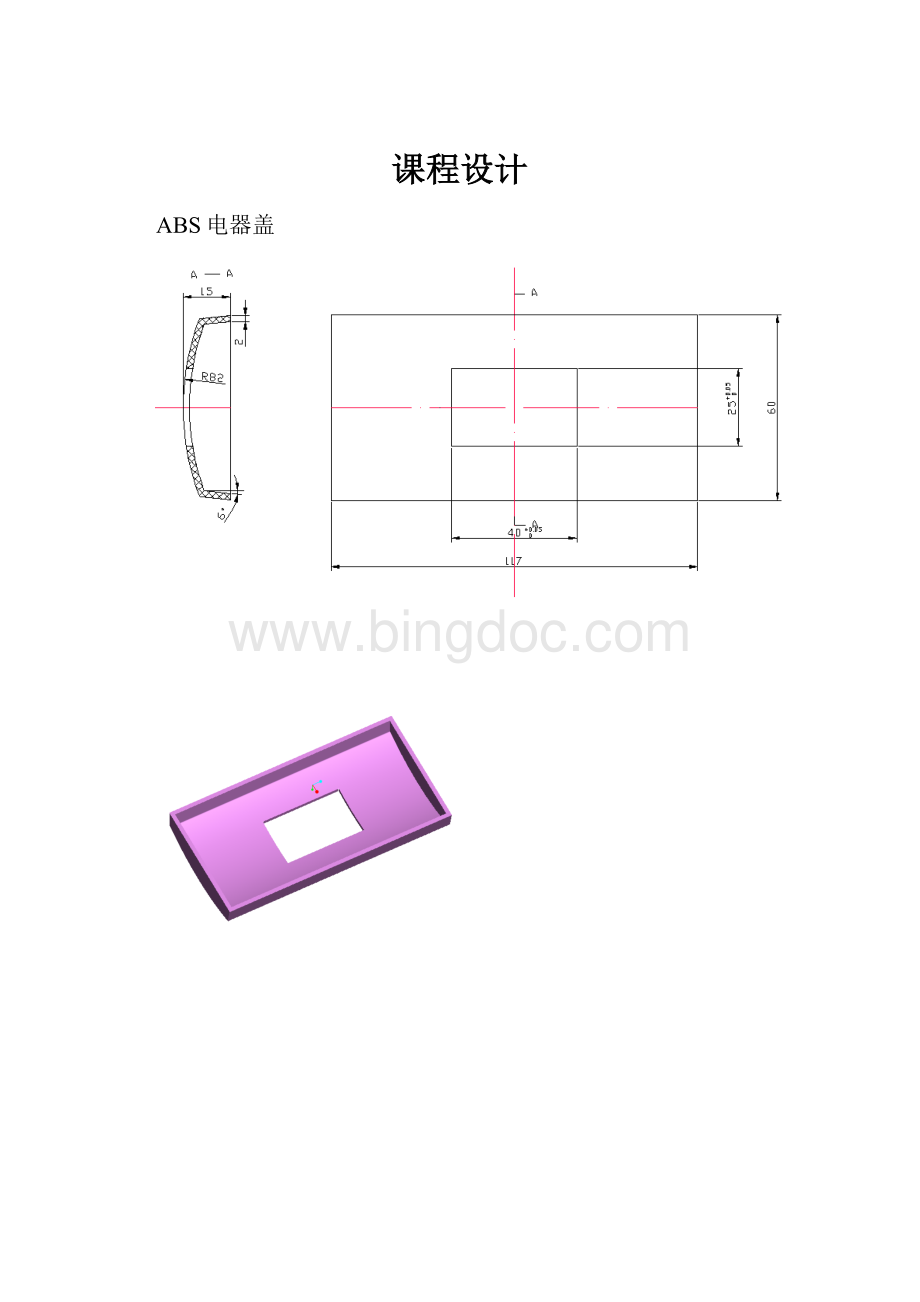
2.计算塑件的质量
根据“中国模具设计大典”[3]查得:
ρ=1.02——1.16g/cm3,根据塑件形状及尺寸,采用一模一腔的模具结构,
塑件和浇注系统的质量:
W总=ρ(V件+V浇)
=1.09×
20.46
=22.3g
3.注塑机的初选择
查手册[1],ABS的注射压力600~1000(105)帕,塑件较简单,取P=70Mpa
(1)塑件投影面积计算A=117×
60-25×
40=60.20cm2
(2)型腔压力计算P腔=2/3×
P=46.7Mpa
(3)锁模力计算F=AP腔
=60.2×
46.7
=28×
104牛
根据计算,查表(2—33)[1]初选螺杆式注射机:
XS-ZY-60。
(二)注射机有关参数的校核和最终选择
1.模具闭合高度的校核
安装模具的高度应满足:
Hmin<H<Hmax
设计模具高度为H总=237mm
由于XS-ZY-60型注射机所允许模具的最小厚度为Hmin180mm,最大厚度为Hmax200mm,所以,模具闭合高度不能满足安装要求。
改选XS-ZY-125型,最大装模高度Hmax=300mm,最小装模高度Hmin=200mm
H总=237mm介于二者之间,满足模具厚度安装要求。
2.注射机有关参数
XS-ZY-125型注射机的主要参数
标称注射量
125cm3
定位孔直径
Φ55mm
最大开模行程S′
300mm
喷嘴球头直径
Φ12mm
最大装模高度Hmax
喷嘴孔直径
Φ4mm
最小装模高度Hmin
200mm
中心顶杆直径
Φ50
模板最大安装尺寸
428×
458mm
顶出行程
0-110mm
3.模具开模行程校核
模具开模行程应满足:
Sm<
Sz
其中:
Sz为最大开模行程,查注射机XS-ZY-125型Sz=300mm,
Sm为模具的开模行程;
Sm=塑件的高度+浇注系统的高度+顶件的顶出高度+(5-10)mm
=15+50+20+7=92mm
可见Sm<
Sz,XS-ZY-125满足其开模行程
4.模具安装部分的校核
该模具的外形尺寸为250mm×
250mm,XS-ZY-125型注射机模板最大安装尺寸为428mm×
458mm,故能满足模具安装要求。
5.注塑机的参数校核
V型=20.46cm3
①最大注射量的校核计算
校核式:
(0.8~0.85)V公≥V型
V型=20.46cm3
(0.8~0.85)V公=0.8×
125=100cm3
可见满足校核式,即所设计模具注射量满足XS-ZY-125最大注射量要求。
②注射机压力的校核
P机≥P塑
P机——注射机的最大注射压力,Mpa或N/cm3
P塑——成型塑件所需的注射压力,Mpa或N/cm3
一般ABS取100~120Mpa,XS-ZY-125注射机的最大注射压力P机=150Mpa,可见XS-ZY-125注射机满足ABS注射压力的要求。
综合验证,XS-ZY-125型注射机完全能满足此模具的注射要求。
盖注塑模的结构设计
1.分型面的选择和确定
按塑件结构,有两种分型面方案
方案1
方案2
方案1与方案2相比,方案1型芯设在动模,开模后塑件包在型芯上留在动模,符合分型面设计原则,简化了模具结构,且缩短了流道,节约材料,提高经济效益,故采用方案1设计。
2.型腔数目的确定及型腔的排列
根据小批量生产要求,本模具采用一模一腔,塑件型腔设置在模具对称中心成型。
3.浇注系统的设计
分析:
由于一模一腔,将浇注系统设在塑件中央孔处,如果采用轮辐浇口,模具结构简单,易于加工,但需要修剪浇口,如不慎,会损伤塑件孔壁;
若采用潜伏式浇口,不但避免塑件侧壁因修剪浇口而损伤,而且浇口能自动切断,模具结构也不算太复杂,提高了经济效益。
因此确定采用潜伏式浇口。
浇注系统结构如下图:
①主流道尺寸设计
查表得知XS-ZY-125型注射机的喷嘴孔直径d0=Φ4、喷嘴球半径R0=12,故,取
模具浇口套主流道小端直径为
d=d0+0.5=4+0.5=4.5mm
模具浇口套主流道球面半径为
R=R0+(1~2)=6+2=8m
将主流道设计成圆锥形,锥度取40。
②分流道的形状及尺寸
由于制件较小、ABS流动性较好,并且考虑加工方便,分流道截面取半圆形,半圆直径Φ=8。
分流道设置在分型面。
③进料位置的确定
潜伏式浇口采取对称分布,两点进浇,浇口设在推杆上。
④冷料穴的设计
冷料穴设置在主流道的末端,采用倒锥形的拉料穴拉料。
4、成型零件结构设计
考虑到塑件的外形简单,采取整体式型腔结构,外形完整无拼缝。
型芯形状由于有圆弧面,为方便加工和更换,设计为组合式,将镶件以台阶方式固定在大型芯上,大型芯底面也加工成台阶式,固定在型芯固定板上。
5.推出机构的选择
为便于进料,内侧设置防转推杆,由于塑件内形是弧面,为保证塑件在推出时不变形,均设计为成型推杆,推杆台阶部分应防转。
采用推杆推出机构,加工简单,更换方便,推出效果好。
6.排气结构设计
热塑性塑料模具排除的气体量比较少,利用模具分型面的间隙排气。
7.冷却系统的设计
从模具结构看,重点是冷却型腔和浇注系统,故冷却水孔开设在凹模型腔板上,并分布在浇注系统和型腔周围。
由于型腔尺寸较大,开水孔后对其强度有一定的影响,为了保证强度和刚度,适当增加型腔板厚度。
8.标准模架的选择
通过相关计算,根据表(2—86)[1]选择,①定模由两块模板组成,动模由两块模板组成;
②采用推杆推出制件。
③定模座板厚25mm,,支承板厚32mm,垫块厚80mm,动模板厚25mm。
参考资料:
[1]冯炳尧
韩泰荣等。
模具设计与制造简明手册,上海科学技术出版社,1996。
[2]阎亚林主编,塑料成型工艺及模具设计,
2005,8。
[3]中国机械工程学会
中国模具设计大典编委会,中国模具设计大典,江西科学技术出版社,2003,1。
[4]王毓敏主编,工程材料成型及应用,2001,6。
设计计算
1.成型零件的尺寸计算
查有关手册得ABS的收缩率为Q=0.4%-0.5%,故平均收缩率为Scp=0.0045。
根据塑件尺寸公差要求,
模具的制造公差取δz=Δ/4。
成型零件尺寸计算如下:
已知条件:
平均收缩率Scp=0.0045;
模具的制造公差取δz=Δ/4
类别
尺寸分类
塑件尺塑件尺寸
计算公
计算公式
成型零件尺寸
型腔径向
尺寸
R82.5-1.00
Lm=(Ls+LsScp-3/4Δ)0+δ
R82.1+0.250
117.57-1.140
117.2+0.290
60.37-0.740
60.1+0.1850
型腔深度
15.19-0.380
Hm=[Hs+HsScp-2/3Δ]+δ
15+0.0950
型芯
R79.57+0.860
Lm=(Ls+LsScp+3/4Δ)-0δ
R80.6-0.2150
25+0.120
25.3-0.030
40+0.240
40.4-0.060
113.43+1.140
114.8-0.2850
55.63+0.740
56.4-0.1850
R81.5+1.00
R81.9-0.250
2.脱模力计算
由式(9.6—1)[3]知,Qe=Qc+Qb
式中Qc—制品对型芯包紧的脱模阻力(N);
Qb—使封闭壳体脱模需克服的真空吸力(N),Qb=0.1Ab,0.1的单位为Mpa,Ab为型芯的横
截面面积(mm)2,Ab=56.4×
114.8=6475mm2,Qb=0.1×
6475=647.5N。
对于矩形制品dk=(l+b)/2
=(54+30)/2=42
dk/t=42/2=21﹥20属于厚壁制品。
由式(9.6—5)[3]知,Qc=[2(l+b)EεhKf]/(1+u+Kλ)cosβ
式中E—塑料的拉伸弹性模量(Mpa),查表(9.6—1)[3],取1.95×
103;
ε—塑料的平均成形收缩率,查表(9.6—1)[3],取0.6%;
u—塑料的泊松比,查表9.6—1,取0.3;
l、b—矩形型芯断面的两边长度(mm);
β—型芯的脱模斜度;
h—脱模方向高度(mm);
Kf—脱模斜度修正系数,计算式为
由式(9.6—6)[3]知,
Kf=(fcosβ-sinβ)/(1+fcosβsinβ)
=(0.45cos6-sin6)/(1+0.45cos6sin6)
=0.3
f—制品与钢材表面之间的静摩檫系数,查表9.6—1,取0.45;
Kλ—厚壁制品的计算系数。
由式(9.6—7)[3]知,Kλ=2λ2/(cosβ+2λcosβ)
式中λ—比例系数,λ=rcp/t;
β—塑件脱模斜度。
rcp—型芯的平均半径(mm),(对于矩形型芯,rcp=(l+b)/∏=(54+30)/∏=26.7mm);
Kλ=2×
(26.7/2)2/[cos6+2×
(26.7/2)×
cos6]
=13.4
Qc=[2(54+30)×
1.95×
103×
0.6%×
15×
0.3]/[(1+0.3+13.4)×
=6017N
则Qe=647.5+6017=6179N
3.导柱长度计算
L=固定段长度+导向段长度+引导段长度[2]
=1.5×
导柱直径+53+1/3×
导柱直径
=90mm
导柱和导套与固定板采取H7/K6过渡配合,导柱导向段与导向孔采取H7/f7间隙配合。
4.推出机构计算
推杆工作长度按公式L工=S+推杆行程+3mm[2]
=16+38+3
=57mm
模塑的工艺规程的编制
盖模塑工艺卡
成都电子高专
盖注射成型
工艺卡片
资料编号
车间
共
页
第
零件名称
盖
材料牌号
ABS
设备型号
XS-ZY-125
装配图号
0003
材料定额
25g
每模件数
1件
零件图号
0003-1
单件质量
22.3g
工装号
0003-2
零件草图
材料
干燥
设备
温度
80-85
时间h
2-3
料筒
后段
150-170
中段
165-180
前段
180-200
喷嘴
170-180
模具温度
50-80
时间s
注射
3
保压
15
冷却
10
压力
MPa
注射压力
60-100
背压
30-50
时间
定额
辅助s
单件s
28
检验
编制
校对
审核
组长
车间主任
检验组长
主管工程师
 升级会员
升级会员 