1#炉本体竣工资料Word文档下载推荐.docx
《1#炉本体竣工资料Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《1#炉本体竣工资料Word文档下载推荐.docx(181页珍藏版)》请在冰点文库上搜索。
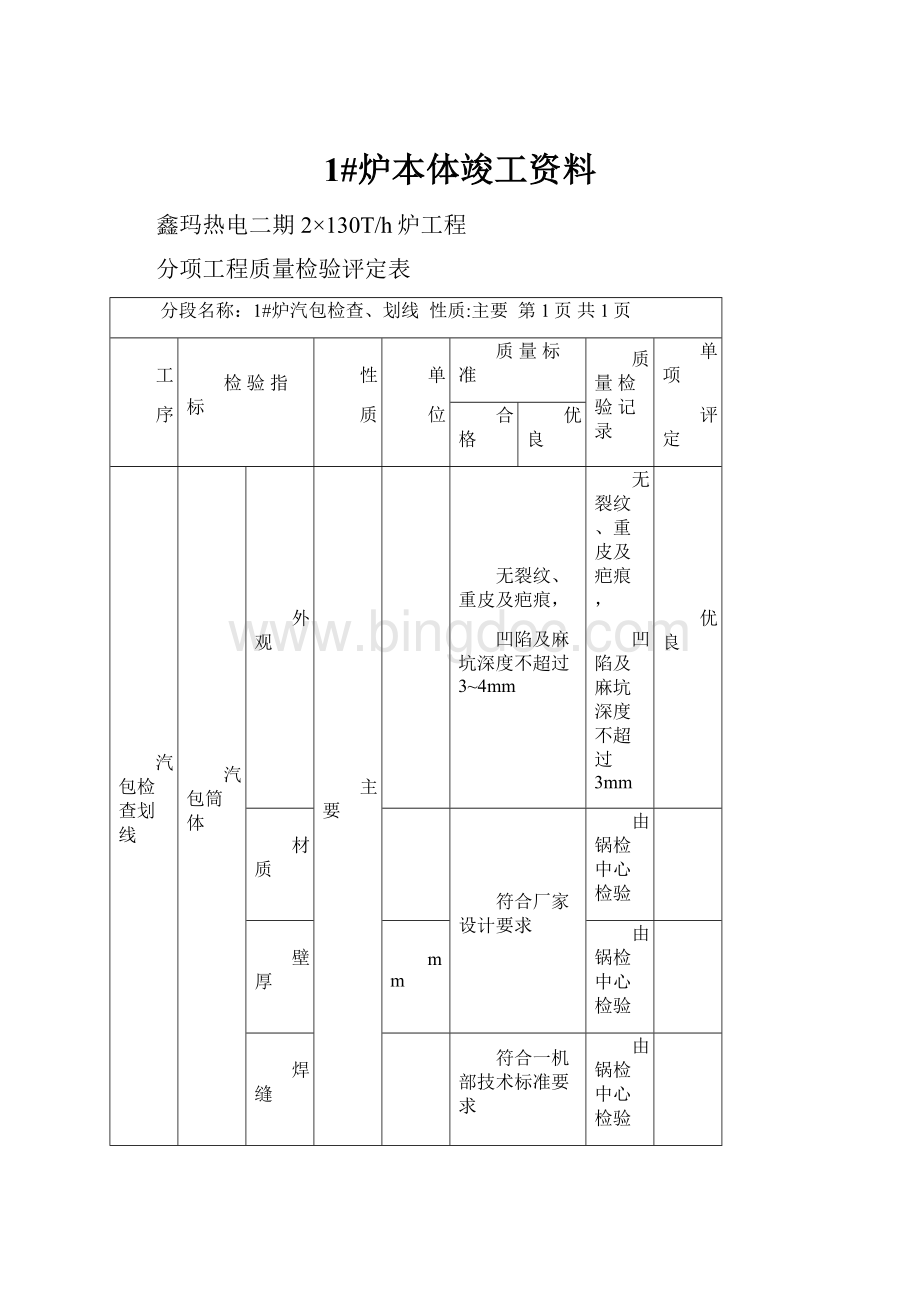
符合厂家设计要求
由锅检中心检验
壁厚
mm
焊缝
符合一机部技术标准要求
接管座
位置
符合图纸要求
管头高度
管头外径
管头壁厚
管头坡口
管头角度
管座焊缝
内部清洁
无尘土、锈皮、金属余屑等杂物
汽包全长弯曲度
L=10-15m
≤15
1
人孔门结合面
平整,无径向贯穿性伤痕局部伤痕≤0.5mm
平整,无径向贯穿性伤痕
其他焊缝
汽包划线
两端有汽包中心标志(铳眼),并沿汽包长度划出汽包中心线
已按要求进行划线,详见汽包检查划线技术记录
建设单位:
项目部:
班组:
年月日填
分段名称:
1#炉汽包安装性质:
汽包安装
标高偏差
主
要
±
5
3
-2
纵横水平度偏差
≤2
≤1
轴向中心位置偏差
-1
纵向中心线偏差
汽包吊环与汽包外圆接触
在90º
接触角圆弧应吻合,个别间隙≤2mm
2
吊挂装置
零件(吊耳、吊杆、吊板、销轴等)外观
表面无损伤、裂纹、重皮等缺陷;
吊杆螺纹表面无碰伤,与螺母配合良好
经检查表面无损伤、裂纹、重皮等缺陷;
零件外形尺寸
符合图纸
与图纸相符
零件材质
无错用
设计无此项
吊杆弯曲度
≤1%吊杆长,
且全长≤4
厂家焊缝
按《验标》焊接篇
焊缝饱满,符合《验标》焊接篇
吊挂装置连接
球形垫结合面
涂有黑铅粉类润滑剂
弹簧安装高度
符合设备技术文件
吊杆受力
负荷分配合理
用手锤震动判断受力均匀
以下空白
项目部:
分项名称:
1#炉水冷壁组合性质:
主要第1页共2页
设
备
检
查
联箱、管子外观检查
无裂纹、撞伤、龟裂、压扁、砂眼、分层;
允许麻坑深度:
管子≤10%设计壁厚,联箱≤1mm
管子麻坑深度≤0.5mm,联箱麻坑深度≤1mm
联箱管孔、管接头位置及外形尺寸
位置正确,外形尺寸与图纸相符
联箱及管接头内部清洁
无杂物(尘土、锈皮、积水、金属余屑等)
联箱及管接头内部清洁,详见水冷壁联箱清理记录
管子内部清洁
无尘土、锈皮、积水、金属余屑等
管子内部清洁,详见水冷壁通球记录
管子(包括联箱管接头)
外径
60
合金钢元件材质
符合《规范》焊接篇
刚性梁
歪曲度
≤10
4
扭曲值
6
管子对口
坡口加工
坡口型式
V型
坡口角度偏差
度
≤2.5
1.5
坡口端面倾斜
符合《规范》锅炉篇第
3.1.9条规定
0.5
坡口清洁
在管壁内外10~15mm范围内,无铁锈、油垢,并露出金属光泽
在管壁内外10~15mm范围内,无铁锈、油垢,并打磨出金属光泽
对口错位
≤10%管壁厚度,
且≤1
0.2(管子规格φ60×
5MIN)
对口偏折度
≤2/200
主要第2页共2页
组
合
联箱划线
联箱两端面划出纵横中心线,且有中心点标记(铳眼)
按要求,在联箱两端面划出了纵横中心线,且用样铳作好了中心点标记
组件整体通球试验
3.1.4条规定
见通球试验记录
联箱纵横水平度偏差
度偏差组合件宽
宽度≤3m
符合《规范》锅炉篇
3.3.2
无此项内容
宽度>3m
组合件长度偏差
10
联箱间中心线垂直距离偏差
组合件对角线差
≤7
管排平整度偏差
火咀口纵横中心线
偏差
刚性梁标高偏差
刚性梁与受热面管中心距离偏差
刚性梁与水冷壁连接
符合图纸,无漏焊、错焊,膨胀自如
符合图纸,无漏焊、错焊,膨胀自如
焊接
见水冷壁焊接验评表
密封件
符合图纸,平整、牢固,煤油试验严密不漏
班组:
年月日填
1#炉水冷壁安装性质:
主要第1页共1页
联箱标高偏差
联箱纵横中心线与炉中心距离偏差
联箱中心线距离偏差
管排垂直度偏差
≤1‰长度,
且≤15
≤0.7‰长度,且≤10
7
联箱内部清洁
无尘土、锈皮、积水、金属余屑等杂物
经检查,无尘土、锈皮、积水、金属余屑等杂物
吊
挂
装
置
经检查,表面无损伤、裂纹、重皮等缺陷;
2
散件安装
连接装置
符合图纸,膨胀自如
符合图纸,平整、牢固
平整、牢固、严密不漏
见水冷壁焊接评定表
焊4-3
1#炉低温过热器组合安装性质:
主要第1页共2页
设备检查
管子外观检查
管子允许麻坑深度:
≤10%设计壁厚,联箱
≤1mm
管子麻坑深度:
0.1mm,
联箱麻坑深度:
0.5mm
联箱管孔、管接头位置正确;
外形尺寸与图纸相符
清洁干净,无尘土、锈皮、积水、金属余屑等杂物
管子内部清洁干净,无尘土、锈皮、积水、金属余屑等杂物
蛇形管排
长度
宽度
受热面管单根(排)通球试验
见低温过热器通球记录
XI型
≤10%管壁厚度,且≤1
0.2
分段名称:
1#炉低温过热器组合安装性质:
主要第2页共2页
设备安装
主要
+2
≤3
管排间距偏差
+3
≤20
9
防磨装置
符合图纸,焊接牢固,平整,不影响热膨胀
见低温过热器联箱封闭签证
符合《验标》焊接篇
见低温过热器焊接评定表焊
无咬边、弧坑、裂纹现象,焊缝过渡圆滑
1#炉高温过热器安装性质:
1mm
见高温过热器光谱分析报告
见高温过热器通球记录
联箱纵向中心线间水平距离偏差
见高温过热器吊挂装置光谱分析报告
用手锤震动检查,受力均匀
与图纸相符,膨胀自如
见高温过热器焊接评定表
1#炉屏式过热器安装性质:
见屏式过热器光谱分析报告
见屏式过热器联箱封闭签证
见屏式过热器吊挂装置光谱分析报告
见屏式过热器焊接评定表
1#炉省煤器组合件安装性质:
主要第1页共2页
无裂纹、撞伤、龟裂、压扁、分层、砂眼;
管子≤10%设计壁厚,
联箱≤1mm
无裂纹、撞伤、龟裂、压扁、分层、砂眼等缺陷,麻坑深度管子:
0.1mm;
联箱:
管孔、管接头位置正确,与图纸相符外形尺寸
见省煤器联箱清理记录
见省煤器管排通球记录
32或38
符合《规范》锅炉篇第3.1.4条规定
 升级会员
升级会员 