注塑模具设计线圈骨架注塑具设计.docx
《注塑模具设计线圈骨架注塑具设计.docx》由会员分享,可在线阅读,更多相关《注塑模具设计线圈骨架注塑具设计.docx(32页珍藏版)》请在冰点文库上搜索。
注塑模具设计线圈骨架注塑具设计
毕业设计任务书
姓名学号班级
一、设计课题线圈骨架注塑模设计
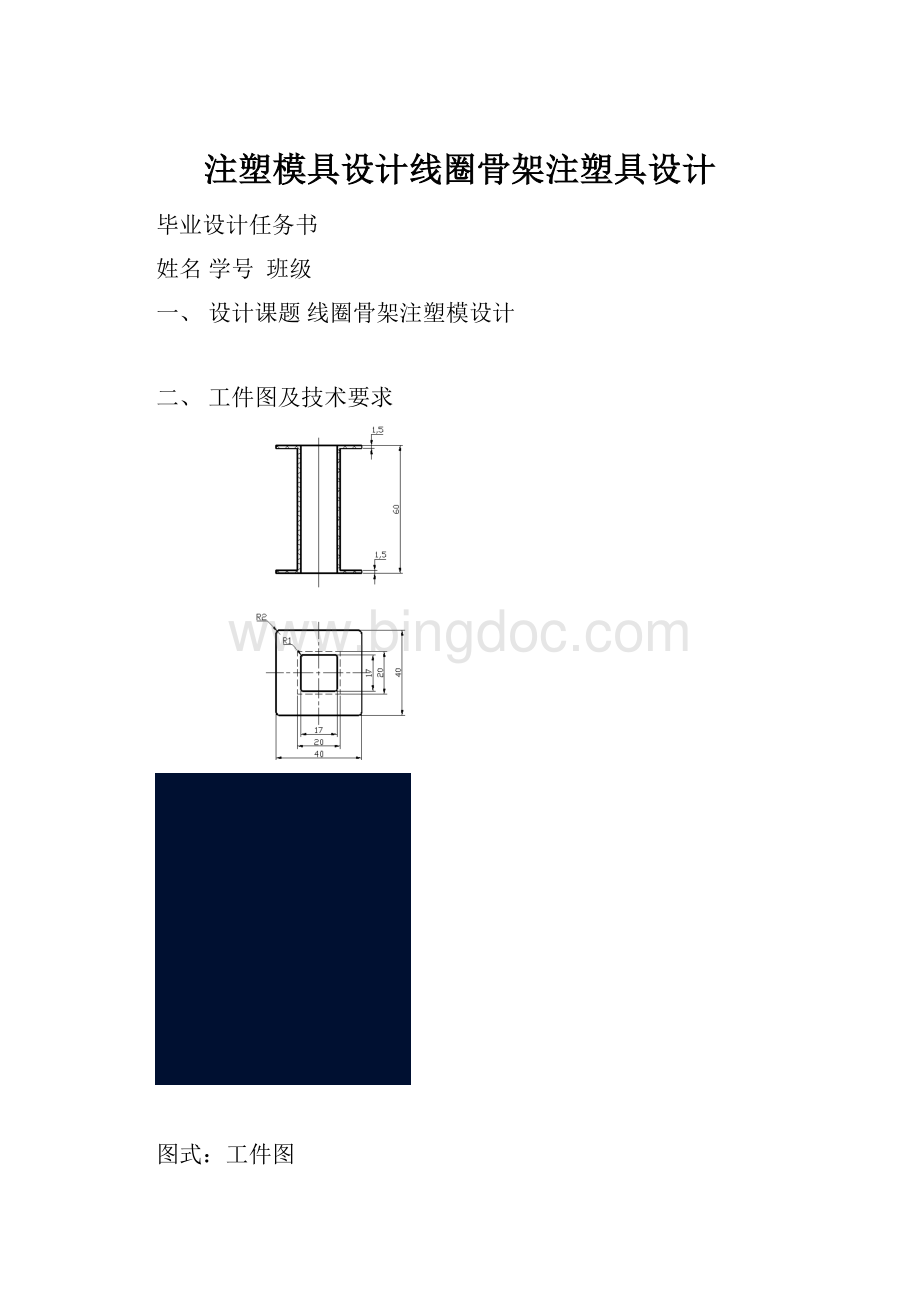
二、工件图及技术要求
图式:
工件图
1.零件名称:
线圈骨架
2.材料:
聚氯乙烯
3.技术要求:
设计一模两件侧浇口注塑模
三、任务要求
1.材料的工艺成形性能
2.塑件的工艺性分析
3.模具结构设计
4.相关工艺计算
5.完成模具的装配图及零件图的绘制
6.编写设计说明书
指导教师:
200年月
一塑件的工艺性分析-------------------------------------------------------------------------1
二塑件体积-------------------------------------------------------------------------------------1
三模具设计相关计算-------------------------------------------------------------------------1
3.1成型零件工作尺寸的计算---------------------------------------------------------------1
3.2成型腔壁厚的计算------------------------------------------------------------------------2
四模具结构的设计---------------------------------------------------------------------------4
4.1浇注系统设计------------------------------------------------------------------------------4
4.1.1浇口套的选用----------------------------------------------------------------------------4
4.1.2冷料井的设计---------------------------------------------------------------------------4
4.1.3分流道的设计---------------------------------------------------------------------------4
4.1.4浇口设计---------------------------------------------------------------------------------6
4.1.5浇口位置的选择------------------------------------------------------------------------7
4.2模具结构草案-----------------------------------------------------------------------------8
4.3塑件脱模机构设计-----------------------------------------------------------------------9
4.4侧向分型与抽芯机构设计---------------------------------------------------------------9
4.5抽芯力和抽芯距的计算------------------------------------------------------------------9
4.5.1.抽芯力的计算----------------------------------------------------------------------------9
4.5.2.抽芯距的计算----------------------------------------------------------------------------9
4.5.3斜导柱的尺寸与安装形式-----------------------------------------------------------10
4.6滑块形式与导滑槽的形式------------------------------------------------------------11
4.7斜导柱侧向分型最小开模行程的校核;-----------------------------------------11
4.8模具温度调节系统-----------------------------------------------------------------------12
五、选择注射机-------------------------------------------------------------------------------13
5.1理论注塑量---------------------------------------------------------------------------------13
5.2实际注塑量---------------------------------------------------------------------------------13
六、注塑机参数的校核-----------------------------------------------------------------------14
6.1最大注塑量的校核------------------------------------------------------------------------14
6.2注塑压力的校核---------------------------------------------------------------------------15
6.3锁模力的校核------------------------------------------------------------------------------15
6.4模具与注塑机安装部分相关尺寸校核-----------------------------------------------15
6.5开模行程与顶装置的校核---------------------------------------------------------------15
七小结------------------------------------------------------------------------------------------17
八谢辞------------------------------------------------------------------------------------------18
九参考文献------------------------------------------------------------------------------------19
一、塑件工艺性分析
本产品在工业生产中广泛应用,因为作为常期生产的塑件,可以说其批量值是比较大的,属于大批量生产。
故设计模具要有较高的效率,浇注系统要能自动脱模;
产品形状规则,内空心,侧有凹槽,其要求它具有耐光,耐化学腐蚀、耐磨。
结合这些要求,材料选择软聚氯乙烯。
根据计算出的体积与质量选择SZ-100-60型号的注塑机注塑。
由于塑件内空心,侧有凹槽要求模具必需采用斜导柱侧抽芯机构分型。
经过比较,采用斜导柱在定模,哈夫块(斜滑块)在动模的结构。
整体斜楔定位,斜导柱侧抽芯分型,推板推出工件的工作原理。
二、塑件体积
塑件质量的计算为;
M塑件=ρ×V塑件
而V塑件=2×{2×[(402×1.5)-(172×1.5)]+(202-172)×57}
=2×(3733+5814)
≈19.11cm3
ρ=1.35g/cm3(查塑料模具设计手册)
故M塑件=19.11×1.35≈25.80(g)
又因;M浇道=ρV浇道=1.35×6200(通过pro/E计算得出)=8307mg≈8.3g
所以;M总=M塑件+M浇道=19.11+8.3=27.41g
三、模具设计的有关计算
3.1成型零件工作尺寸的计算
根据塑件图可知,主要计算出相对于固定型芯和哈夫块组合而成的型腔尺寸,其余型芯与型腔的尺寸则直接按产品尺寸。
3.1.1型芯尺寸的计算
型芯的径向尺寸的计算:
按平均收缩率计算型芯的径向尺寸:
经查《塑料模具设计手册》可知PVC的平均收缩率为1.8%(SCP)
根据塑件精度等级查得《塑料模具设计》中“塑件公差数值表”,其径向基本尺寸为17mm,那么它的浮动尺寸为17+0.480
根据公式LM=[LS+SCP·LS+34Δ]-δ
LM=[17+17×1.8%+34×0.48]-δ=Δ/3
LM=17.670-0.16
式中LM—零件制造径向尺寸;
LS—径向的基本尺寸;
δ—对于小型零件等于Δ/3(Δ为制件允许的公差值);
型芯尺寸的高度计算,同样也是按收缩率来计算值:
这时规定制件孔深的名义尺寸HS为最小尺寸,偏差Δ为正偏差,型芯高度的名义尺寸为HM为最大尺寸,偏差为负偏差,而其基本尺寸为60mm,浮动尺寸为60+0.920,同上可以得到型芯高度名义尺寸:
HM=[HS+SCP·HS+23Δ]-δHM=61.70-0.3
3.1.2型腔尺寸的计算
因为以面的型芯尺寸的计算时都是以型腔为准的,因此有一部分的尺寸(60mm的尺寸)我们只考虑了型腔各尺寸的制造加工尺寸。
(1)型腔径向尺寸的计算为:
同上以是按平均收缩率来计算其尺寸,已知在给定条件下的平均收缩率SCP,制件型腔的名义尺寸为LM(最小尺寸),公差值为δ(正偏差),则型腔的平均尺寸为:
LM+δ2。
考虑到收缩量和磨损值,
但要注意的一点,那就是该设计的一大优点,为了便于工人的制模,把型腔先做成一个整体,然后用线切割机床再分开,这样也可以节约材料。
因此在型腔一方将会加上一个放电间隙值和钼丝的直径值(设放电间隙为0.02mm、钼丝直径为0.18mm)。
故也根据公式
LM=[LS+LS·SCP-34Δ]+δ
可得:
基本尺寸为20mm时,可得如下值;
LM=[20+20×1.8%-34×0.56]+Δ/3
LM=19.94+0.180
那么LM′=20.14+0.180
基本尺寸为40mm时,可得如下值;
LM=[40+40×1.8%-34×0.92]+Δ/3
LM=40.12+0.260
那么LM′=40.32+0.260
(2)型腔深度尺寸的计算;
也是按平均收缩率计算型腔的深度尺寸,在型腔深度尺寸的计算中,规定制件高度的名义尺寸为HS为最大尺寸,公差以负偏差表示。
型腔深度名义尺寸HM为最小尺寸,公差以正偏差表示。
型腔的底部或型芯的端面与分型面平行,在脱模过程中磨损很小磨损量就不考虑,据
HM=[HS+HS·SCP-23Δ]+δ
可得
深度尺寸为1.5mm时:
HM=[1.5+1.5×1.8%-23×0.32]+0.32/3
HM=1.51+0.10
深度尺寸为57mm时:
HM=[57+57×1.8%-23×0.92]+0.92/3
HM=57.33+0.30
3.2成型腔壁厚的计算
成型腔应具有足够的壁厚以承受塑料熔体的高压,如壁厚不够可表现为刚度不足,即产生过大的弹性变形值;也可表现为强度不够,即塑腔发生塑隆变形甚至破裂。
模具的型腔在注射时,当型腔全部充满时,内压力达到极限值,然后随着塑料的冷却和浇口的封闭,压力逐渐减小,在开模时接近常压。
型腔壁厚计算以最大压力为准。
理论分析和实践证明,对于大尺寸的型腔,刚度不足是主要原因,应按刚度来计算;而小尺寸和型腔在发生的弹性变形前,其内应力就超过了许用应力,因此按强度来计算。
而此次设计的塑件尺寸不是很大,因此,我们就按强度来计算型腔壁厚。
模具结构中,都采用的是整体式且是矩形型腔,它的按强度来计算侧壁的厚度比较的复杂。
而在《模具设计手册》里可以查得一些经验值,如图所示:
四、模具结构的设计
4.1浇注系统设计
4.1.1浇口套的选用
浇口套属于标准件,在选够浇口套时应注意:
浇口套进料口直径和球面坑半径。
因此,所选浇口套如图所示:
4.1.2冷料井的设计
根据实际,采用底部带有顶杆的冷料井,推杆装于推杆固定板上。
如图所示:
4.1.3分流道的设计
1)分流道截面形状
分流道截面形状可以是圆形、半圆形、矩形、梯形和U形等,圆形和正方形截面流道的比表面积最小(流道表面积与体积之比称为比表面积),塑料熔体的温度下降少,阻力亦小,流道的效率最高。
但加工较困难,而且正方形截面不易脱模,所以在实际生产中较常用的截面形状为梯形、半圆形及U形。
2)分流道的尺寸
分流道尺寸由塑料品种、塑件的大小及长度确定。
对于重量在200g以下,壁厚在3mm以下的塑件可用下面经验公式计算分流道的直径,如式
D=0.2654W1/2L1/4
式中:
D---分流道的直径,mm;
W---塑件的质量,g;
L---分流道的长度,mm.
此式计算的分流道直径限于3.2mm~9.5mm.对于HPYC和PMMA。
应将计算结果增加25%。
对于梯形分流道,H=2D/3;对于U形分流道,H=1.25R,R=0.5D。
D算出后一般取整数;对于半圆形H=0.45R
对于流动性极好的塑料(如PE,PA等),当分流道很短时,其直径可小到2mm左右;对于流动性差的塑料(如PC,HPVC及PMMA等),分流道直径可以大到13mm;大多数塑料所用分流道的直径为6mm~10mm。
3)分流道的布置
在多型腔模具中分流道的布置中有平衡式和非平衡式两类。
平衡史布置是指分流道到各型腔浇口的长度、断面形状、尺寸都相同的布置形式。
它要求各对应部位的尺寸相等。
这种布置可实现均衡送料和同时充满型腔的目的,使成型的塑件力学性能基本一致,但是,这种形式的布置使分流道比较长。
非平衡式布置的指分流道到各型腔浇口长度不相等的布置。
这种布置使塑料进入各型腔有先有后,因此不利于均衡送料,但对于型腔数量多发模具,为不使流道过长,也常采用。
为了达到同时充满型腔的目的,各浇口的断面尺寸要制作得不同.
4)分流道设计要点
(1)、在保证足够的注塑压力使塑料熔体顺利充满型腔的前提下,分流道截面面积与长度尽量取小值,分流道转折处应圆弧过度。
(2)、分流道较常时,在分流道的末端应开设冷料井。
(3)、分流道的位置可单独开设在定模板上或动模板上,也可以同时开设在动、定模板上,合模后形成分流道截面形状。
(4)、分流道与浇口连接处应加工成斜面,并用圆弧过度。
在选择浇口套时应注意:
①、浇口套进料口直径如式
D=d+(0.5~1)mm
式中:
d---注塑机喷嘴口直径。
②、球面凹坑半径R
R=r+(0.5~1)mm;
式中:
r---注塑机喷嘴球头半径。
③、浇口套与定模板的配合
在单腔模中,常不设分流道,而在多腔模中,一般都设置有分流道,塑料沿分流道流动时,要求通过它尽快地充满型腔,流动中温度降低尽可能小,阻力尽可能低。
同时,应能将塑料熔体均衡地分配到各个型腔。
从前两点出发,分流道应短而粗。
但为了减少浇注系统的加回料量,分流道亦不能过粗。
过粗的分流道冷却缓慢,还倒增长模塑的周期。
而该设计中使用了梯形断面形状的分流道。
如图所示;
因为梯形断面的这种分流道易于机械加工,且热量损失和阻力损失均不大,故它也是一种常用的形式.其断面尺寸比例为; H=2/3W,X=3/4W,或将斜边与分模线的垂线呈5°—10°的斜角。
4.1.4浇口设计
浇口又称进料口,是连接分流道与型腔之间的一段细流道(除直浇口外),它是浇注系统的关键部分,其主要作用是:
1型腔充满后,熔体在浇口处首先凝结,防止其倒流。
2易于在浇口切除浇注系统的凝料,浇口截面约为分流道截面的0.03-0.09。
浇口长度约为0.5mm~2mm,浇口具体尺寸一般根据经验确定,取其下限值,然后在试限时逐步纠正。
当塑料熔体通过浇口时,剪切速率增高,同时熔体的内摩擦加剧,使料流的温度升高,粘度降低,提高了流动性能,有利用充型。
但浇口尺寸过小会使压力损失增大,凝料加快,补缩困难,甚至形成喷射现象,影响塑料质量。
浇口的形状和尺寸对制品质量影响很大,浇口在多情况下,系整个流道断面尺寸最小的部分(除主流道型的浇口外),一般汇报口的断面积与分流道的断面积之比约为0.03~0.09。
断面形状如图4.3所示,浇口台阶长1~1.5㎜左右.虽然浇口长度比分流道的长度短的多,但因为其断面积甚小,浇口处的阻力与分流道相比,浇口的阻力仍然是主要的,故在加工浇口时,更应注意其尺寸的准确性。
然而,根据塑件的样品图1.1、生产的批量等,采用一模两腔结构。
浇口采用扇形如图所示:
4.1.5浇口位置的选择
(1)浇口的位置的应使填充型腔的流程最短
这样的结构使压力损失最小,易保证料流充满整个型腔。
对于型塑件,要进行流动比的校核。
流动比K由流动通道的长度L与厚度t之比来确定。
如下式:
K=Σ(Lτ/tτ)
式中:
Lτ---各段流程的长度,mm;
tτ---各段流程的厚度或直径,mm;
流动比的允许值随塑料熔体的性质、温度压力等的不同而变化。
流动比的计算公式为:
①K=L1/t1+L2+L3/t2
②K=L1/t1+L2/t2+L3/t3+2L4/t4+L5/t5
(2)浇口位置的选择要避免塑件变形
(3)浇口位置的设置应减少或避免产生熔接痕
熔接痕是充型时前端较冷的料流在型腔中的对接部位,它的存在会降低塑件的强度,所以设置浇口时应考虑料流的方向。
为提高熔接痕处强度,可在熔接处增设溢流槽,使冷料进入逸流槽。
筒形塑件采用环行浇口无熔接痕,而轮辐式浇口会有熔接痕产生。
浇口的位置塑与件质量有直接影响,位置选择不当会使塑件产生变形、熔接痕等缺陷。
图示为浇口位置的布局。
4.2模具结构草案
由于塑件内空心,侧有凹槽所要求模具结构必须采用斜导柱抽芯机构。
并采用斜导柱在定模,哈夫块(斜滑块)在动模的结构。
整体斜楔定位,斜导柱侧抽芯分型,推板推出工件的工作原理。
可以绘出模具草图详见附图;
4.3塑件脱模机构设计
在注塑成型的每一个循环中,塑件必须由模具型腔中脱出,在该设计中,为了使符合脱模机构的要求:
使塑件留于动模;
塑件不变形损坏
这是脱模机构应当达到的基本要求。
要做到这一点首先必须分析塑件对模腔的附着力的大小和所在部位,以便选择合适的脱模方式和脱模位置,使脱模力得以均匀合理的分布。
良好的塑件外观
顶出塑件的位置应尽量设在塑件内部,以免损坏塑件的外观。
结构可靠
因此,根据装配图所示,其模具结构的脱模机构主要由中心拉料杆拉断浇口,然后由顶杆推动推板使工作推出,还有在设计主型芯时也会有一定的拨模作斜度3°~5°。
4.4侧向分型与抽芯机构设计
当塑件上具有与开模方向不同的内外侧孔时,塑件不能直接脱模,必须将成型侧孔的零件做成可动的,在塑件脱模前先将活动型芯抽出,然后再自模中通过顶杆顶出塑件。
而此次的设计完全符合以上要求,因此,也采用了侧向分型抽芯机构。
又,该塑制品是大批量的生产,故也使用了机动侧向分型抽芯。
4.5抽芯力和抽芯距的计算
4.5.1.抽芯力的计算。
4.5.2.抽芯距的计算;
因为抽芯距等于侧孔深加2~3mm的安全系数,而当结构比较特殊时,如成型圆形线圈骨架,以及该外形为正方形的线圈骨架,(如下图所示)设计的抽芯距不能等于线圈骨架凹模深度S2,因为滑块抽至S2时塑件的外径仍不能脱出滑块的内径,必须抽出S1的距离再加上(2~3)mm,塑件才能脱出。
故抽芯距为:
S=S1+(2~3)=20+(2~3)mm=22~23mm
式中S—抽芯距;
S1—抽芯的极根尺寸(此为塑件最大的外形尺寸);
4.5.3斜导柱的尺寸与安装形式
斜导柱的形状与基本尺寸;
斜导柱的基本尺寸主要以长度尺寸为主,斜导柱的长度计算为如下式:
L=1/2Dtanα+h×1/cosα+1/2dtanα+S/sinα+(10~15)mm
=1/2×20×0.45+25×1.1×1/2×15×0.45+22/0.4+(10~15)mm
≈110mm
式中L—斜导柱的长度;
D—斜导柱固定部分大端直径;
h—斜导柱固定板厚度;
斜导柱的形状与尺寸如图所示;
斜导柱的安装固定形式:
如上图所示,斜导柱的倾斜角a为24°,而一般来说锁紧块的角度a′=a+(2~3)mm,斜导柱与固定板之间用三级精度第三种过渡配合。
由于斜导柱只起驱动滑块的作用,滑块运动的平稳性由导滑槽与滑块间的配合精度保证,滑块的最终位置由锁紧块保证,因此为了运动灵活,斜导柱和滑块间采用比较松的配合,斜导柱的尺寸为 Φ15-0.5-1.0,头部做成圆锥形,同时圆锥部的斜角为30°度,它大于斜导柱的倾斜角,这样避免了斜导柱的有效长度离开滑块时,其头部仍然继续驱动滑块。
那么固定形式如图:
4.6滑块形式与导滑槽的形式
滑块分为整体式与组合式,因根据设计的需要,采用了组合式(哈夫块)。
而导滑槽的形式就是要能达到在抽芯的过程中,保证滑块远动平稳,无上下窜动和卡紧的现象。
同时又要方便加工,故导滑槽采用组合式(由导滑板与推件板组成)其组合图为:
4.7斜导柱侧向分型最小开模行程的校核;
因为该塑件所用斜导柱侧向芯是在水平的位置,因此要完成S抽拔距所需要的开模行程H由下式求得;
H=S×ctgα=22×ctg24°≈45mm;
4.7.1斜导柱的受力分析及强度计算
斜导柱的受力分析;
根据斜导柱的形式,可以按公式:
Fw=Ft/cosα
Fk=Ft·tanα
式中Fw—侧抽芯时斜导柱所受的弯曲力;
Ft—侧抽芯的脱模力,其大小等于抽芯力;
Fk—侧抽芯时所需要的开模力;
综合以上分析可知,从斜导柱的结构考虑,希望斜角α值大一些好;而从斜导柱受力情况考虑,希望斜角α值小一些好。
因此,该斜导柱的斜角取了24°,经过用上述公式的核算,满足了模具结构要求。
4.8模具温度调节系统
在注塑成型过程中,模具的温度直接影响到塑件成型的质量和生产效率。
由于各种塑料的性能和成型工艺要求不同,模具的温度要求也不同,一般注射到模具内的塑温度为200°C左右,而塑件固化后从模具型腔中取出时温度在60°C,温度降低是由于模具通入了冷却水,将热量带走了。
像这样就是我们要做的模
 升级会员
升级会员 