车削中心编程与加工Word下载.docx
《车削中心编程与加工Word下载.docx》由会员分享,可在线阅读,更多相关《车削中心编程与加工Word下载.docx(18页珍藏版)》请在冰点文库上搜索。
当指定圆弧的圆心时,用I、J指令。
③F指令的进给速度是零件和刀具间的相对速度。
④极坐标插补单独使用。
⑤在机床上电复位时,为极坐标插补方式取消模式。
【例24-1】在车削中心上,将圆棒料铣削成如图所示的形,铣削深度为5mm(走刀路线见图24-4)。
图24-4极坐标插补铣形
参考程序(以工件右端面与轴线的交点为程序原点建立工件坐标系):
O2401程序号
N10T0101选择1号刀,建立刀补
N20M70C轴功能有效
N30G28C0C轴回零
N40M93S300动力头正转
N50G98G00X70Z5快速定位至1点
N60G12.1极坐标插补开始
N70G42G01X30C0F100建立刀具半径补偿,1点→2点
N80G01C152点→3点
N90X-303点→4点
N100C-154点→5点
N110X305点→6点
N120C06点→2点
N130G40X70取消刀具半径补偿,2点→1点
N140G00Z50Z向退刀
N150G13.1取消极坐标插补
N160M95停止动力头
N170M12动力头回零
N180M71取消C轴功能
N190T0100取消1号刀刀补
2.孔加工固定循环指令
1)常用孔加工固定循环指令
在车削中心上常用孔加工固定循环指令见表24-1。
表24-1孔加工固定循环指令
G代码
钻孔轴
切入动作
孔底动作
回退动作(正向)
应用
G80
取消固定循环
G83
Z
切削进给/断续
暂停
快速进给
端面钻孔循环
G84
切削进给
暂停→主轴反转
端面攻螺纹循环
G85
端面镗孔循环
G87
X
径向钻孔循环
G88
暂停→主轴反转反转
径向攻螺纹循环
G89
径向镗孔循环
2)孔加工固定循环动作
如图24-5所示,固定循环通常由6个动作顺序组成:
动作1(AB段):
XY平面快速定位;
动作2(BR段):
Z向快速进给到R点;
动作3(RZ段):
Z轴切削进给,进行孔加工;
动作4(Z点):
孔底部的动作;
动作5(ZR段):
Z轴退刀;
动作6(RB段):
Z轴快速回到起始位置。
图24-5固定循环动作
3)端面钻孔循环指令G83
G83X_C_Z_R_Q_P_F_
式中:
X、C─孔位数据。
Z─孔底数据,R点到孔底的距离。
R─R点数据,初始平面到R点的距离。
Q─每次切削进给的深度,μm。
P─孔底暂停时间。
F─进给速度(mm/min)。
4)径向钻孔循环指令G87
G87Z_C_X_R_Q_P_F_
Z、C─孔位数据。
X─孔底数据,R点到孔底的距离。
5)钻孔循环的注意事项
(1)指定固定循环之前,必须用辅助功能(M指令)使主轴旋转。
(2)在每个固定循环中,R(初始平面到R点的距离)总是半径量。
Z或X(R点到孔底的距离)是作为直径量还是半径量,取决于数控机床的设置。
(3)可用01组G代码取消固定循环,当01组G代码如GOO、G01、G02、G03等与固定循环指令出现在同一程序段时,按后出现的指令执行。
【例24-2】在车削中心上,加工如图24-6所示四个轴向均匀分布的孔。
图24-6端面钻孔
O2402程序名
N40M93S500动力头正转
N50G98G00X100Z15快速定位至钻孔初始平面
N60G83X40C0Z-26R-12Q5000F50钻第一个孔,R平面距离初始平面为12mm
N70C90Q5000主轴旋转90°
,钻第二个孔
N80C180Q5000主轴再旋转90°
,钻第三个孔
N90C270Q5000主轴再旋转90°
,钻第四个孔
N100G80G00Z50取消钻孔循环
N110M95停止动力头
N120M12动力头回零
N130M71取消C轴功能
N140T0100取消1号刀刀补
N150M30程序结束
24.3任务实施
24.3.1加工工艺的确定
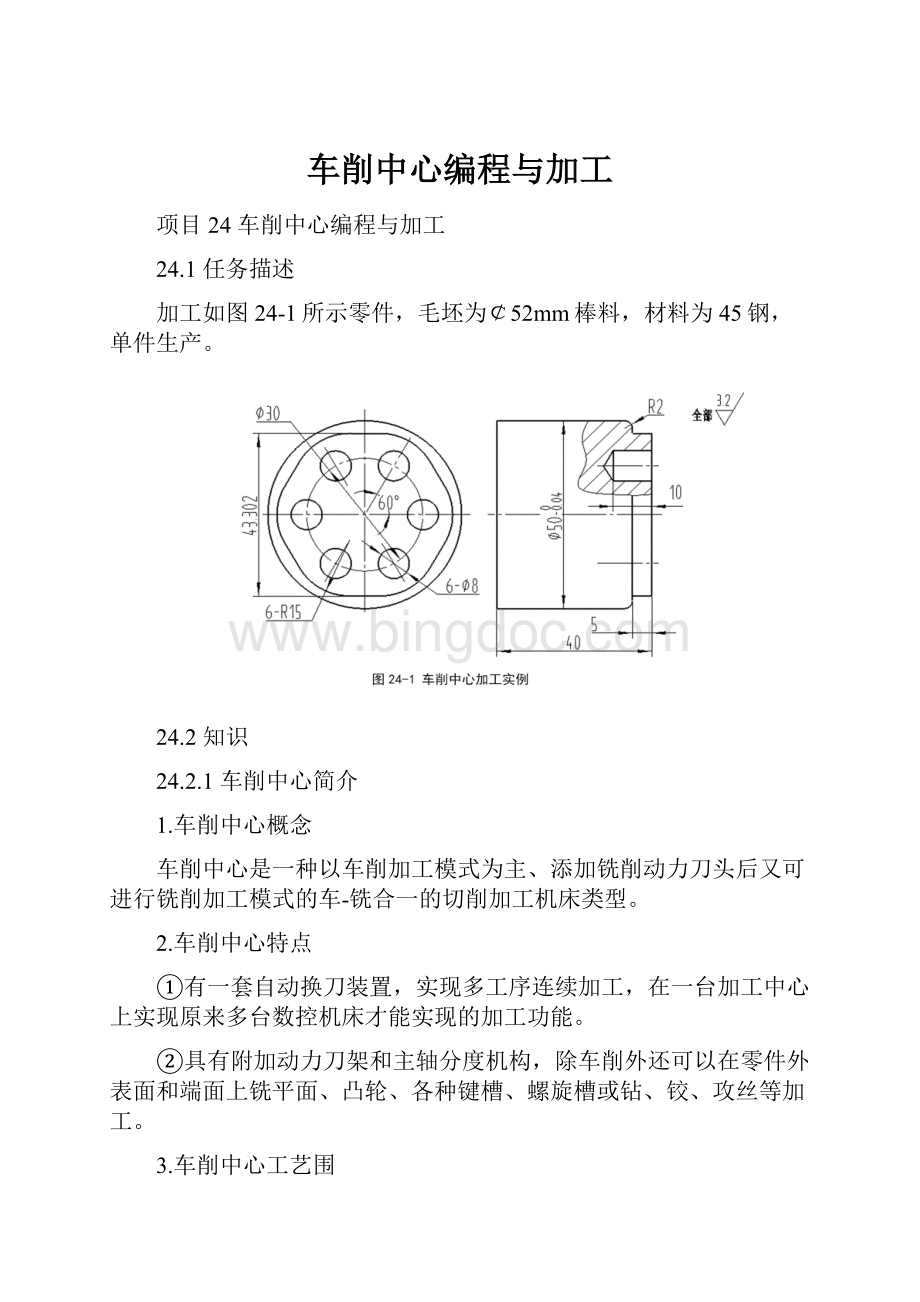
1.分析零件图样
如图24-1所示,该零件为一轴类零件,包括回转体外轮廓、端面六方、端面孔的加工。
结合零件形状,采用车削中心加工该零件。
2.工艺分析
1)加工方案的确定
根据零件表面的粗糙度值Ra3.2μm的加工要求,确定各表面的加工方案如下:
回转体外轮廓:
粗车→精车;
端面六方:
粗铣→精车铣;
端面孔:
钻-扩。
2)确定装夹方案
工件是棒料,为回转体,可用三爪自定心卡盘装夹。
3)确定加工工序
加工工艺见表24-2。
表24-2数控加工工序卡
数控加工工序卡片
产品名称
零件名称
材料
零件图号
45钢
工序号
程序编号
夹具名称
夹具编号
使用设备
车间
工步号
工步容
刀具号
主轴转速
/(r/min)
进给速度
/(mm/r)
背吃刀量
/mm
备注
装夹1:
夹住棒料一头,留出长度大约70mm,车端面(手动操作),对刀,调用程序
1
粗车回转体外轮廓
T0101
500
0.2
0.7
2
精车回转体外轮廓
800
0.1
0.3
3
粗铣端面六方
T0202
400
0.15
5
4
精铣端面六方
钻孔
T0303
3.8
6
扩孔
T0404
600
7
切断
T0505
装夹2:
掉头,平端面,保证总长。
4)进给路线的确定
铣端面六方的走刀路线如图24-7所示,其余表面加工走刀路线略。
图24-7铣端面六方的走刀路线
图24-7中各点坐标如表24-3所示。
表24-3铣端面六方的基点坐标
(75.258,0)
(65.258,-10)
(45.358,0)
(41.34,7.5)
(33.66,14.151)
(7.68,21.651)
(-7.68,21.651)
8
(-33.66,14.151)
9
(-41.34,7.5)
10
(-41.34,-7.5)
11
(-33.66,-14.151)
12
(-7.68,-21.651)
13
(7.68,-21.651)
14
(33.66,-14.151)
15
(41.34,-7.5)
16
(65.258,10)
3.刀具及切削参数的确定
刀具及切削参数的确定见表20-4。
表20-4数控加工刀具卡
数控加工
刀具卡片
45
序号
刀具名称及规格
刀尖半径/mm
数量
加工表面
95°
右偏外圆刀
0.8
回转体外轮廓
硬质合金
¢16立铣刀(3齿)
0.4
端面六方
高速钢
¢7.6钻头
钻¢7.6底孔
¢8钻头
扩¢8孔
切断刀(B=4)
24.3.2参考程序编制
1.工件坐标系的建立
以工件右端面与轴线的交点为编程原点建立工件坐标系。
2.基点坐标计算(略)
3.参考程序
参考程序见表20-5。
表20-5参考程序
主程序
程序
说明
O2403
主程序名
N10
选择1号刀,建立刀补
N20
M03S500
启动主轴
N30
G00X60Z5
快进至进刀点
N40
X53Z1
快进至G71复合循环起点
N50
G71U1R1
G71循环粗加工回转体外轮廓
N60
G71P70Q120U0.6W0.1F0.2
N70
G00X45Z1
径向进刀
N80
G01Z-5
车¢45外圆
N90
X46
车台阶
N100
G03X50Z-7R2
车R2圆弧
N110
G01Z-45
车¢50外圆
N120
X53
径向退刀
N130
G70P70Q120F0.1S800
G70循环精加工回转体外轮廓,主轴变速
N140
G00X100
X向快速退刀
N150
G00Z100M05
Z向快速退刀,停主轴
N160
T0100
取消1号刀刀补
N170
M98P2413
调子程序O2413粗铣端面六方
N180
M00
测量,修改3号刀半径补偿值,修调进给倍率
N190
调子程序O2413精铣端面六方
N200
选择3号刀(¢7.6钻头),建立刀补
N210
M70
C轴功能有效
N220
G28C0
C轴回零
N230
M93S600
动力头正转
N240
G98G00X80Z10
快速定位至钻孔初始平面
N250
G83X30C0Z-16R-7Q5000F70
钻出6个¢7.6的孔
N260
C60Q5000
N270
C120Q5000
N280
C180Q5000
N290
C240Q5000
N300
C300Q5000
N310
G80G00Z50
取消钻孔循环
N320
M95
停止动力头
N330
M12
动力头回零
N340
M71
取消C轴功能
N350
T0300
取消3号刀刀补
N360
选择4号刀(¢8钻头),建立刀补
N370
N380
N390
M93S800
N400
N410
G83X30C0Z-16R-7Q5000F60
扩出6个¢8的孔
N420
N430
N440
N450
N460
N470
N480
N490
N500
N510
T0400
取消4号刀刀补
N520
选择5号刀,建立刀补(左刀尖为刀位点)
N530
M03S600
N540
G00X55Z5
N550
Z-44.4
快进至切断起点,总长留0.4余量
N560
G01X50.2F0.5
径向接近工件
N570
X0F0.1
切断工件
N580
N590
Z100M05
Z向快速退刀,返回换刀点,停主轴
N600
T0500
N610
M30
程序结束
子程序
O2413
子程序名
选择2号刀,建立刀补(铣刀端面中心为刀位点)
M93S400
G98G00X80Z5
快速定位至进刀点
G12.1
极坐标插补开始
G00X75.258C0
到1点(见图24-7)
G42G00X65.258C-10
1点→2点,建立刀具半径补偿
G02X45.258C0R10F60
2点→3点
G03X41.34C7.5R15
3点→4点
G01X33.66C14.151
4点→5点
G03X7.58C21.651R15
5点→6点
G01X-7.68C21.651
6点→7点
G03X-33.66C14.151R15
7点→8点
G01X-41.34C7.5
8点→9点
G03X-41.34C-7.5R15
9点→10点
G01X-33.66C-14.151
10点→11点
G03X-7.68C-21.651R15
11点→12点
G01X7.68C-21.651
12点→13点
G03X33.66C-14.151R15
13点→14点
G01X41.34C-7.5
14点→15点
G03X45.258C0R15
15点→3点
G02X65.258C10R10
3点→16点
G40G00X75.258C0
16点→1点,取消刀具半径补偿
Z50
Z向退刀
G13.1
取消极坐标插补
T0700
M99
子程序结束
思考题与习题
24-8在车削中心上,加工如图24-8所示四个轴向均匀分布的孔。
图24-8
24-2完成如图24-9所示零件的加工。
按单件生产安排其数控车削工艺,编写出加工程序。
毛坯为¢70mm棒料,材料为45钢。
图6-4孔加工练习
图24-9
 升级会员
升级会员 