高线20t吊车方案.docx
《高线20t吊车方案.docx》由会员分享,可在线阅读,更多相关《高线20t吊车方案.docx(8页珍藏版)》请在冰点文库上搜索。
高线20t吊车方案
高线原料跨16+16t吊车改造
施工方案
洛阳起重机厂
包钢高线原料跨16+16t吊车改造方案
一.工程概况
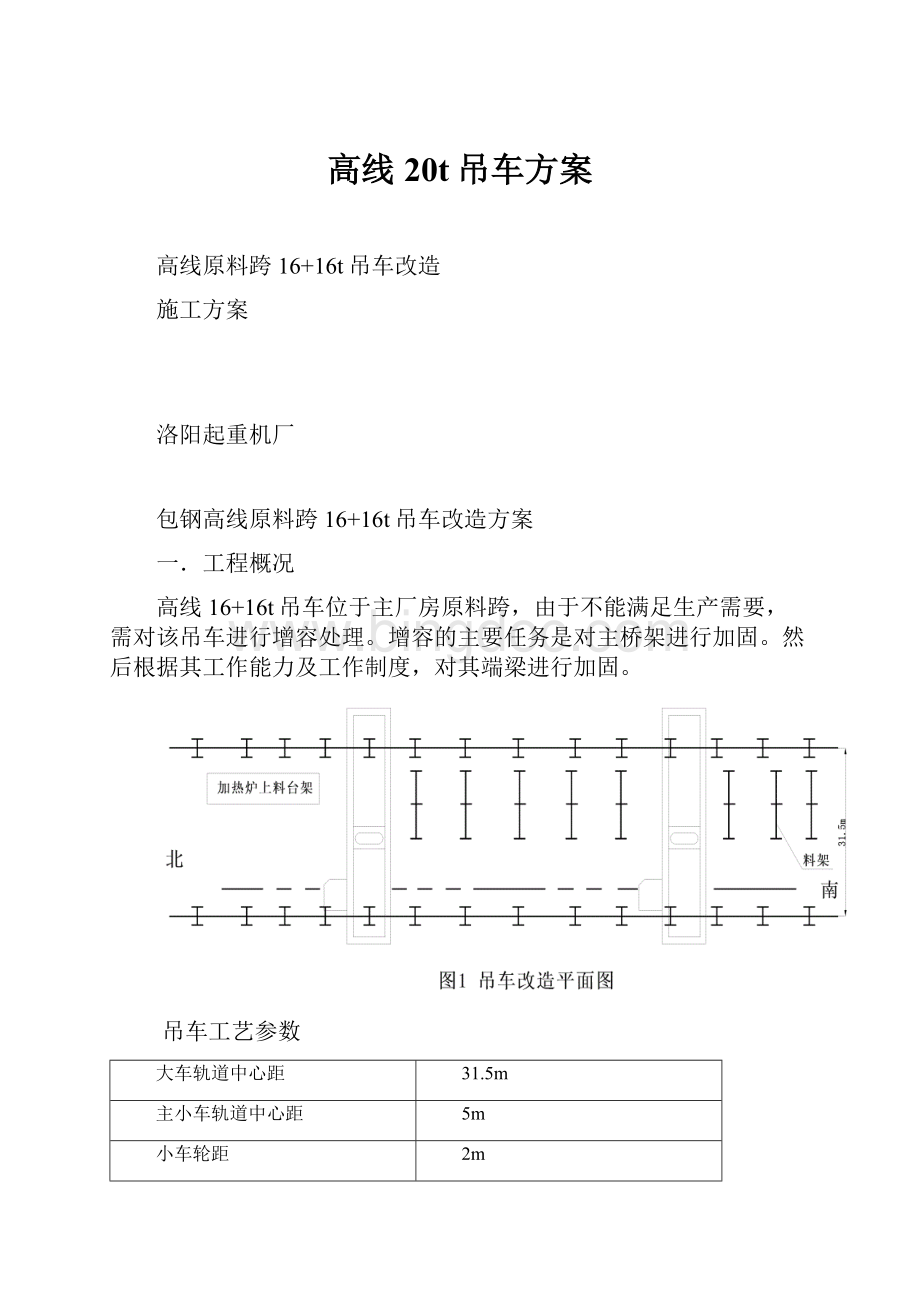
高线16+16t吊车位于主厂房原料跨,由于不能满足生产需要,需对该吊车进行增容处理。
增容的主要任务是对主桥架进行加固。
然后根据其工作能力及工作制度,对其端梁进行加固。
吊车工艺参数
大车轨道中心距
31.5m
主小车轨道中心距
5m
小车轮距
2m
主梁高
1.75m
主梁宽
0.66m
端梁高
0.8m
端梁宽
0.6m
二.施工工艺
1、原始数据测量
1主桥架对角线的测量。
2主梁的挠度值。
3大车与主小车跨度、对角线的测量。
2、停车位置
经现场勘察,检修时将吊车停在厂房南侧5t电葫芦下。
施工前需将吊车停车位跨中下方、方坯料全部倒走,长度约为25m。
3、运输通道
构件进场从北大门进入,利用10T电葫芦上料。
4、备件制作
吊车改造加固梁利用[20b和-16mm钢板制成。
筋板按图下好料,切割时采用半自动切割机。
接口位置应避开跨中各3.5m以上,接口采用等强连接。
5、主梁加固
5.1加固形式
主梁截面形式如图2所示,在吊车主梁下焊接[20b与-16mm钢板箱形梁。
5.2备件吊装
利用5t电葫芦将备件吊到车体上,然后利用30HP卷扬机和5t导链配合将加固梁安放到位,利用“Π”型压机座将加固梁与下翼缘贴合紧密,然后进行点焊;焊接间距每隔0.5m焊50mm。
焊条选用E4016。
5.3跳板设置
为便于施工,现场需设立满堂红吊架,满堂红吊架利用Φ22圆钢与Φ159管道制成“δ”型结构,焊接在吊车梁及吊车梁走台梁上,吊架长度3450mm。
如图3所示
5.4顶具安装
顶具安装利用厂房内5t电葫芦或30HP卷扬机吊起后放到方坯上,然后用5吨倒链封住。
5.5顶具设计制作
吊车顶升机构采用两根Φ426×14无缝管进行制作,顶升时压机设置在顶具下方,为使受力均匀顶具下方放置小方坯做支撑,并将底牌用垫板操平。
顶升示意如图4
5.6主梁卸载
吊车梁顶升的原理是利用外力克服吊车梁自重下挠及本身梁体变形然后附加一定余量,其曲线应该是一条光滑的抛物线,因此,主梁顶升时应该将其小车打至吊车梁边上。
5.7封车
为了防止顶升主梁时发生“悠车”现象,必须对车体进行封车,封车的方法是用四块δ=16钢板将端梁下翼缘与吊车轨道进行焊接。
5.8主梁顶升
主梁顶升利用两台100t油压机,顶升高度约20mm,利用挂设钢线的方法进行测量,每间隔2m测量1点、共12点。
顶升时两梁应同时进行,以免使桥架发生变形,在顶升过程中应该注意观察主梁腹板的变化情况,以防止腹板发生波浪变形,顶升到位后,在焊接过程中,每隔半小时,将压机再拱几下,以防止泄压及下沉对恢复挠度产生的影响。
同时用型钢将压机和柱底板之间做支撑,以防压机突然泄压。
压机伸出部分应划一条检查线,随时检测是否泄压。
5.9焊接
吊车梁焊接时每根主梁配备8名电焊,采用由中心向两端进行施焊的方法以便释放焊接应力,焊条选用E4016,每根焊条焊长100mm。
焊缝处的油漆应打磨或用气焊烤干净。
焊缝不得有气孔、夹渣、未焊透、未融合等外观缺陷。
5.10机具拆除
机具拆除需要在缓冷后才能进行。
当两根主梁测量符合要求时,拆除机具。
若测量不符合要求,应继续顶升进行恢复挠度。
恢复挠度的原理就是利用下翼缘受热塑性变形产生向下的弯矩使吊车梁产生上拱。
6、端梁加固
吊车增容后为使其稳定性不发生变化,对端梁也要进行加固。
加固方法是在端梁外侧焊接8mm加固板,在加固板上均布开Ø20mm孔进行塞焊,周边与端梁上下翼缘焊接。
如图5所示
7、涂装补漆:
制作件涂装两遍橘红色调和漆涂装应均匀、无流坠、不起皱。
8、载荷试验与交工验收
a空载荷试验
(1)分别用手转动大车运行、小车运行、主、副起升机构的制动轮,使传动系统中最后一根轴转动1周时,整个传动系统动作平稳,不得有异常振动,卡阻和碰撞声响。
(2)分别启动起重机各个机构,先以低速档试运转,再以额定速度运转。
同时观察各个机构的驱动装置,传动装置、支承装置、工作装置应能平稳地工作,不得有振动与冲击现象。
(3)起重机沿大车轨道全长、小车沿小车轨道全长,各运行往返3次以上,检查桥式起重机和小车运行情况,可以对异常情况进行调整。
(4)主副起升机构在起升高度范围内以各档速度无载荷运转数次,检查起升和下降情况。
b静载荷试验
(1)50%~75%载荷试验
将为额定载荷的50%~75%的重物起升距地面1m左右,小车在全行程上运行3—4次后放下重物,试重物件选用钢锭底牌。
(2)额定起重量载荷的重物起升距地面1m左右,重复上述动作。
(3)超载荷静载荷试验
小车停在桥架中间位置,将1.25倍额定载荷的重物起升至地面约100mm,悬停10min,并测量变形,然后放下重物,按此法重复试验3次后,桥架应无永久变形。
静载试验后,应全面检查金属结构的焊接质量和机械连接质量。
C动载荷试验
以额定载荷110%的重物进行试验,应使起重机同时开动两个机构试验。
反复进行,在试验中检查各机构运动是否平稳,各制动器,安全装置是否灵敏可靠,各轴承温升是否正常。
三、质量保证措施
1、施工前应依照施工方案及相关技术要求对所有参加施工人员进行技术交底。
2、开工前认真组织有关人员学习施工技术规范。
3、对主梁焊接设立质量监控点,防止质量通病的发生。
4、对现场检查人员查出来的质量问题应立即加以整改,决不姑息,并认真查找发生问题的原因,从中吸取经验教训,以防质量问题的再次发生。
5、对每道工序认真执行检查,并填好各类表格作为验收资料。
6、加强工种间的配合与衔接。
四、安全措施
1、登高作业必须穿戴劳保用品,系好安全带,安全带要有钢绳;
2、按照施工方案施工,重点部分需由现场指挥与技术人员在场;
3、吊车改造施工时需将施工区域滑线停电;
4、设专人监护,以防止现场失火;
5、起吊重物时必须检查绳扣、设专人指挥、严禁闲杂人等进入施工现场;
6、满堂红跳板必须设置防护栏杆;
7、做好防火措施、备灭火器、接通水源;
8、文明施工,严禁酒后上岗。
五、机具、材料准备
名称
数量
名称
数量
压机(100吨)
4台
跳板
720块
顶具(主梁)
2组
吊挂
3.45米;70根
顶具(卸载)
2组
方坯
20块
沙杆
90根
油漆(橘红)
200KG
麻绳
200米
硅整流焊机
16台
10T导链
6台
砂轮
6台
5T导链
10台
3T导链
10台
50HP卷扬机
2台
爬梯
4个
 升级会员
升级会员 