化工企业清洁生产方案汇总Word文档格式.docx
《化工企业清洁生产方案汇总Word文档格式.docx》由会员分享,可在线阅读,更多相关《化工企业清洁生产方案汇总Word文档格式.docx(30页珍藏版)》请在冰点文库上搜索。
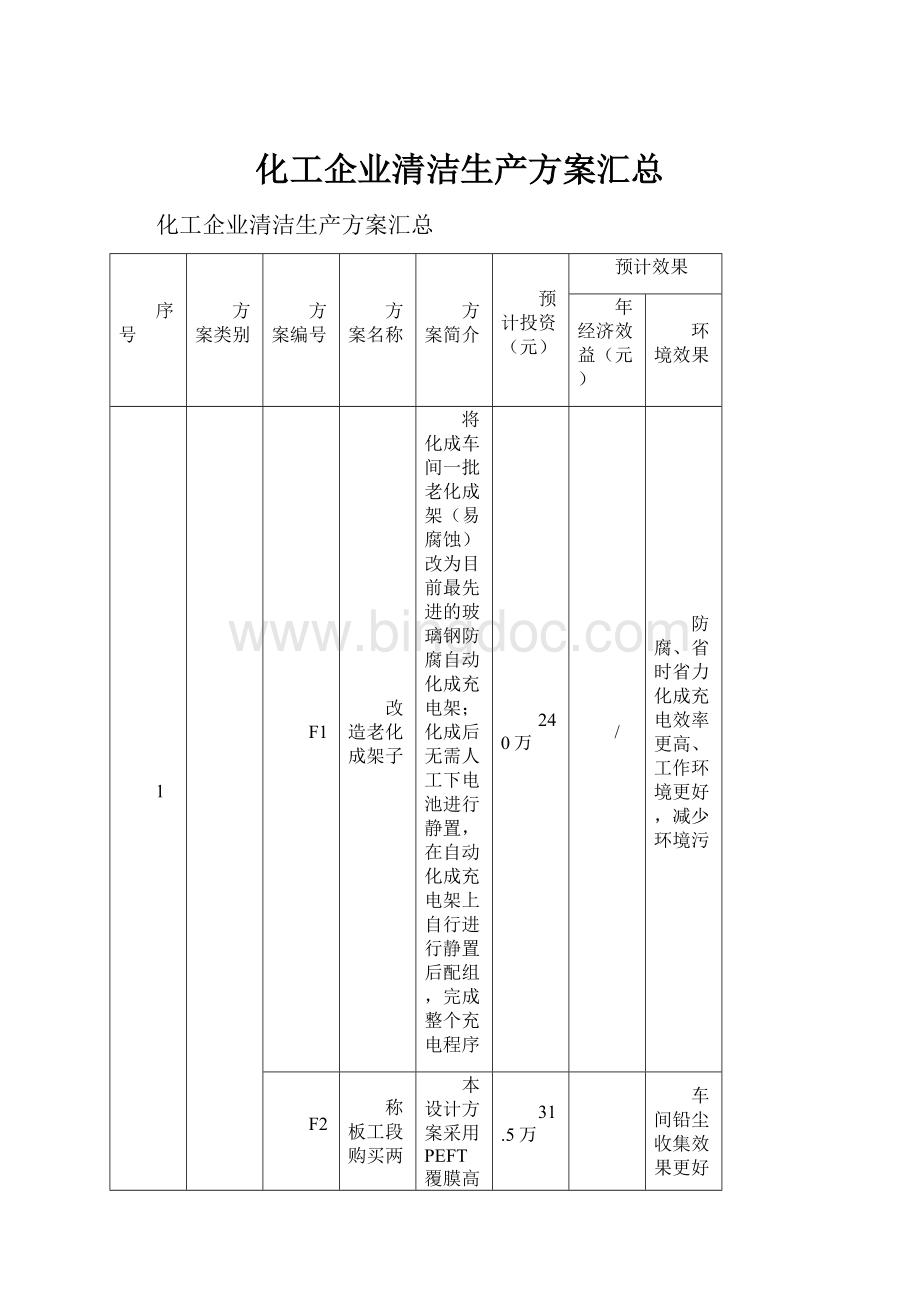
省人力、省能源、省铅、焊接质量稳定
F4
手工称板改为
自动称板
手工称板很少,自动称板机已经替代手工称板。
极板称片配组工序主要以自动称板机来称片,少量采用手工辅助称片。
自动称板机是集机、电、气、精密传感器及自动控制于一体的设备,对片状物料进行质量分档的自动化分检设备,对极板重量的分级控制。
该设备智能化程度高,结构合理,机械性能好,操作方便,省时,省力,提高了工作效率,密封性能好,减少了环境污染。
操作方便,效率高,污染小
F5
配备新固化窑
购进江苏扬中市华兴电气设备公司10米双排树脂固化干燥机,此购进固化窑有送风循环风机,先打开风机送风,同时按生产工艺要求设定加热温度及报警温度,然后开电加热开关,电加热器开关,最后打开输送链开关。
这样使电能消耗小,大约为38.5KW,而且通过风机的循环送风使窑内电池受热均匀。
我们原来使用的固化窑是用电炉丝加热,没有循环送风系统,窑内电池受热不均,电能消耗大,大约50.3KW,因此此方案改进后起到节能的效果
节能、省力
F6
购置了高效酸雾收集净化处理设备
72万
F7
手工包板改为自动包板
包片工段采用自动万能包板机用AGM隔板对极群进行包封。
此设备是一种对卷筒隔板进行连续精确定长压痕的设备,具有可靠性高、定长精确、操作简单、维护方便、适用性广等特点。
操作人员只需交替使用极板沿压痕处刮下隔板纸即可。
而且对于不同规格的电池隔板只需在控制面板上进行简单的长度设置和移动几个定位板的位置即可完成电池产品的变更,而不需要更换其他的工作模具。
采用侧抽和下抽除尘,使用该设备能减轻劳动强度,提高产品质量,提高生产效率,减少环境污染。
与除尘设备连接,减少环境污染,省力、节约原材料,降低损耗
F8
自动切片机
F9
灌酸重力下酸改为真空注酸
F10
澡堂内打卡洗澡
F11
水表
F12
洗衣房用水量以前4件现在5件
F13
5台充电机
F14
灯,节能灯
F15
合理控制采购量
改造了化成酸雾收集罩
10万
在车间安装40多台水冷空调
30万
详细:
对比项目
普通手工气焊
本机铸焊(4台)
对比结果
生产经济效益
工艺流程
人力分配
段对比
总对比
平均每月人工资1800元
年生产经济效益:
14人*1800元/人月*12月=302400元
人力资源
包片
13人
省0人
省
14人
气焊
10人
鋳焊
2人
省8人
修检
0人
省2人
入槽
1人
省1人
关检
连接单体
符盖
铸铅件
能源资源
1、普通手工气焊平均每台电池所消耗的燃气成本约0.15元、机器铸焊无需燃气
省氧气乙炔两者耗电量相当
年产生经济效益:
0.15元/台*2000台/天*25.5天*12月=91800天
2、用机器铸焊可一次性成型铅零件,无需另外耗电铸造铅零件,并且两者耗电量相当。
用铅量
用铅量大,一致性差,成本不易控制
用铅量标准,省铅,成本易控制
定量精确
比手工气焊省铅约15g/只*2000只/天*25.5天/月*12月*1.6万元/吨=146880元(按常规设计)
焊接质量
有一定的经济效益
产品质量一致性好,浪费率低,易于控制,可靠性好
稳定
(续表)
原辅材料和能源
避免雨天进煤
为减少煤炭燃烧过程对环境的污染,建议采购部门尽量避免在下雨天进煤,以提高燃煤质量,
无
提高燃煤燃烧率,减少烟尘产生
液氨管路保温改造
制冷机液氨罐管路存在结冰现象,会增加耗能,建议采取措施保温
2000元
减少能耗流失
避免体外循环和脱氧速冷同时用冷
建议在生产许可的情况下,体外循环和脱氧水速冷尽量避开同时用冷,以减少制冷开机台数,降低电能浪费。
降低电能浪费
制订并控制合理采购量,实施准时化采购(目前主要是纸板采购)。
7000
缩短厂内仓储时间,避免失效等的发生,同时可节省采购、仓储资金占用
2
工艺
糖化刷洗时间改进
糖化工段刷洗冷却系统的工艺为:
水冲4分钟、碱刷60分钟…。
而连续冷却8批麦汁后需要CIP刷洗时,前批麦汁冷却后管路中已经充满热水,没有必要在刷洗时再次用热水冲4分钟,经过论证决定取消该步骤。
2346
每月节约用热水85吨。
酵母添加管路热刷洗
利用糖化热水串洗酵母添加管路,使酵母添加管路实现热刷洗,保障微生物合格率。
月节约发酵制热水1704吨,保障微生物合格率
采取糖浆糖化法
建议在工艺上考虑采取糖浆糖化法
包装刷洗时间改进
包装各线原生产前/后小刷洗工艺为冷水5分钟、热水20分钟…,在工艺试验基本上调整刷洗工艺(取消冷水5分钟),在保证工艺质量同时减少消耗。
1.2万
5条线每日节水可15吨,同时节省过滤刷车时间50分钟/日,提高生产效率
F16
35#线酒头排放改进
利用电导率计,改进酒头排放操作规程,以减少酒头排放量,降低酒损。
5.5万
每月可节约酒液10千升左右,同时同量减少污水(COD)的排放。
F17
缩短酒龄
两罐法工艺生产的待滤酒平均酒龄41天,酒龄较长,影响发酵罐的周转。
在保证酒液质量的前提下,通过工艺试验,拟将酒龄缩短为37天,提高发酵罐的设备利用率,降低吨酒消耗。
45万
年产量较旧工艺多生产酒液4992吨。
同时可降低单位产品成本,内涵式扩大再生产,节省了扩大生产再投资费用
3
设备
F18
制麦工段浸麦槽水位调节装置
制麦工段浸麦槽投料后,上水时需用的水量由于时间不同,水量也不一定相同,特别是第一次上水,用水量很大,设置水位及时调节装置,可节约用水
1.5万
500
节约用水
F19
定期更换大麦精选机筛网
大麦精选机筛板使用时间过久后由于麦粒磨擦会使筛网孔径变大(使用前直径1.8mm,大修前直径2.1-2.2mm),可导致部分合格大麦混入三级麦,付品增加,通过定期更换筛网,提高精选质量。
14.8万
每批料可减少三级大麦1吨左右
F20
麦芽称、大米称手阀装置改造
糖化麦芽称、大米称存在计量不准的问题,影响物料平衡数据的准确性和工艺配方执行的稳定性。
据查原因可能是改造后除掉了手阀装置,无法手动控制流量。
建议恢复手阀操作装置。
通过手动控制提高称量准确度,从而保证工艺稳定性;
同时也可更准确把握工序物料平衡情况
F21
糖化冰水罐加高
糖化工段加高冰水罐,现在只能制3.5批麦汁的冰水,改造后能够满足4批生产要求。
提高制冰水的能力
F22
恢复酵母离心机工作
目前发酵工段的酵母离心机已较长时间不运行,建议恢复其工作以回收酵母。
降低酒损,同时便于酵母回收
F23
过滤工段脱氧水膜过滤器改造
过滤脱氧水使用的膜过滤器是滤酒所用的,后经改造用在水上,不具备杀菌功能,也没有压力差显示,不符纯生生产要求,通过改造使之具备杀菌功能,有进出口压力显示并增大流量的膜过滤器,保证了纯生生产要求,也满足了现在提高产量的用水需求
3万
250万
提高了脱氧水微生物合格率,同时每年可多滤酒6000吨
F24
集中添加硅藻土
硅藻土添加由原来的人工加土改造为集中添加自动转土,以前须每小时添加一次,人工抬土至过滤间,粉尘污染严重,现在一个班次的用土量可一次添加,然后自动转土添加。
20万
-3.46万
降低工人劳动强度,节省人工,减少污染
F25
过滤微机自动送酒改造
原过滤清酒送酒全部采用手动,时常出现打空罐现象影响包装的生产效率,且消耗操作工大量精力,还曾发生过送错酒事故,现编制程序实行自动送酒。
15万
7.8万
避免了手动操作失误造成的打空罐等事故的发生,提高装酒效率1%,减少对包装生产效率的影响
F26
装酒机抽真空水管改造
装酒机抽真空水密封日耗水30-40吨——建议回收利用
F27
31#、32#、33#线杀菌机自动加水功能改造
31#、32#、33#线杀菌机水箱水位原设计为人工加水,操作人员只能通过缺水指示灯判断水箱水位,改造安装杀菌机自动加水功能,减少人工加水产生的水耗。
2万
2000
每日节约用水3吨,同时可节省人工,提高工作效率
F28
32#线洗瓶机自动加水装置改造
改造洗瓶机自动加水装置
3000元
2300
每年可节水1000吨左右。
F29
3#鼓风机增加消音器
3#鼓风机未配置消音设备,建议增加消音器
减少噪音
F30
33#线跑冒滴漏改进
33#线杀菌机存在跑冒滴漏,主要原因为侧门密封条老化,计划在大修时全部更换
4000
900
减少跑冒滴漏引起的水消耗2吨/天
4
过程控制
F31
清酒浓度控制调整
加强过程控制,在过滤清酒增加在线浓度监测,浓度控制往下限靠。
61万
173.3万
年降低酒损3600吨,
F32
33#线杀菌机添加抑菌剂
33#线杀菌机添加抑菌剂,替代原来的杀菌机刷洗工艺,达到杀菌目的。
51万
每日节水9吨,减少刷洗时间1小时,即满负荷运转时增加1小时生产时间。
F33
装酒机安装用水流量计
安装装酒机真空泵用水流量计,以便计量装酒机真空泵用水、打扫卫生用水、冲瓶用水量。
掌握基础数据,便于计量用水量
F34
包装洗瓶机废碱液回收改造(用于脱硫)
包装各线洗瓶机碱液原为循环利用七天后排掉,目前厂正在新建脱硫项目,计划将废碱液回收,用于锅炉脱硫
82.1万
每日平均可回收片碱1吨,节约水450吨。
同时减少COD排放
F35
叉流过滤改造
从废酵母中提取酒液进行回收,采用特制陶瓷过滤膜,过滤废酵母进行酒液回收
300万
166.7万
可回收酒液
F36
过滤CIP刷洗增加温控装置
过滤1#、2#线CIP刷洗温度控制原为自力阀控制,该阀易损坏(现用阀已坏)刷洗时只能靠人工控制,有时刷洗温度达到110度(工艺要求为80度),造成多台流量计损坏,对其它设备也造成了影响,拟采用气动调节阀和温度控制仪表进行PID控温,节约能源。
8000
满足正常工艺要求,延长流量计使用寿命,同时因温度的降低(110—80)每年可节约燃煤32吨
5
产品
F37
装酒机酒管改造
由于现在酒管不合适造成成品酒酒容超标准1%左右,相应增加酒损1%,另外造成装酒机的各项罐装损失增加,由此更换酒管,降低装酒机罐装酒损。
25万
可降低装酒机罐装酒损1.8吨/天,减少爆瓶发生
6
废弃物
F38
发酵罐取样阀刷洗液回收
发酵工段新装发酵罐取样阀刷洗时,刷洗液不能回收,建议加一条回收管路,节约成本
5万
19.6万
每天可节约CIP液原液75公斤,水5.25吨,同时同量减少污水(COD)排放
F39
废酵母、酒糟深加工
建议考虑废酵母、酒糟深加工
增加废弃物的附加值
F40
废硅藻土集中排放改造
废硅藻土原排至过滤间外池内,人工控土清理,造成对生产环境的严重污染(特别是夏季异味严重),现改造集中排放至酒糟站旁边池内,彻底从生产环境中清理出去。
1万
1440
每月节省人工60小时,减少对生产现场的污染,保证生产现场微生物合格率。
F41
32#洗瓶机除标网带用水改造
32#生产线在使用毛瓶时,由于要除去洗瓶机除标网带上的附者的商标与其他杂物,生产中需要用水不断冲洗除标网带,每日用自来水大约30吨,通过论证,将洗瓶机预浸槽的废水用于冲洗除标网带,达到节约用水的目的。
2080
1.9万
每日可节水30吨左右。
F42
装酒机废酒回收
装酒机的废酒,建议通过专用管道对其集中处理。
减少酒损,同时减少COD排放
7
管理
F43
过滤用汽时的及时沟通
过滤大量用汽前,提前通知发酵做好准备,避免管路冻结.
通过及时沟通,避免管道冻结,减少能耗,保证生产
F44
包装部制定相关运行管理规定
包装部制定针对物料消耗方面的管理规定,以及对链条停开等情况进行规范
减少能源消耗
F45
包装夜班刷洗用水标准化
加强夜班刷洗人员的管理,明确刷洗频次及时间,定期抄表确定用水量,使夜班刷洗用水标准化
降低水耗
F46
职工食堂照明灯的开启数量调整
职工食堂大厅照明灯合理调整开关开启数量
3000
平均每日可节约用电23kwh
F47
危险固废的处理制度的细化
现生产过程中产生的固体废弃物实际的收集量很少,大部分混入生活垃圾,行政部在《固体废弃物管理程序》中对危险固废的处置作详细规定。
减少危险固废对环境的影响
8
人员
F48
加强培训与宣传
加强人员清洁生产知识培训与宣传工作,在工作中按规程规范操作
提高人员清洁生产意识
 升级会员
升级会员 