低合金钢焊条.docx
《低合金钢焊条.docx》由会员分享,可在线阅读,更多相关《低合金钢焊条.docx(53页珍藏版)》请在冰点文库上搜索。
低合金钢焊条
低合金钢焊条
J502CuP
说明:
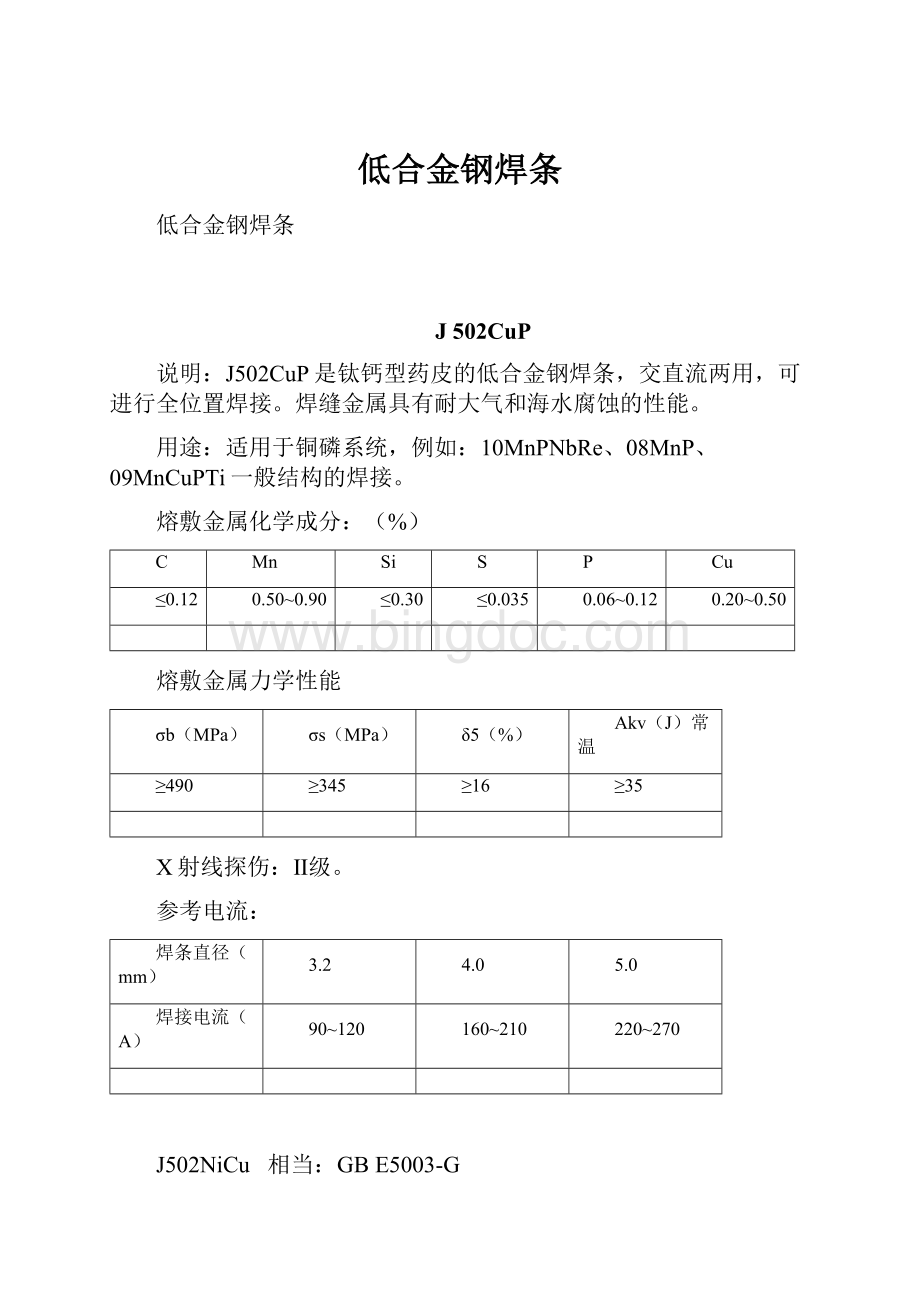
J502CuP是钛钙型药皮的低合金钢焊条,交直流两用,可进行全位置焊接。
焊缝金属具有耐大气和海水腐蚀的性能。
用途:
适用于铜磷系统,例如:
10MnPNbRe、08MnP、09MnCuPTi一般结构的焊接。
熔敷金属化学成分:
(%)
C
Mn
Si
S
P
Cu
≤0.12
0.50~0.90
≤0.30
≤0.035
0.06~0.12
0.20~0.50
熔敷金属力学性能
σb(MPa)
σs(MPa)
δ5(%)
Akv(J)常温
≥490
≥345
≥16
≥35
X射线探伤:
Ⅱ级。
参考电流:
焊条直径(mm)
3.2
4.0
5.0
焊接电流(A)
90~120
160~210
220~270
J502NiCu相当:
GBE5003-G
JISDW5003B
说明:
J502NiCu是钛钙型药皮的低合金钢焊条,交直流两用,可进行全位置焊接。
焊缝金属具有良好的耐大气腐蚀的性能。
用途:
主要用于耐候的铁路机车车辆的焊接。
如:
日产SPA钢,国产09MnCuPTi钢等的焊接。
熔敷金属化学成分:
(%)
C
Mn
Si
S
Ni
Cr
P
Cu
≤0.10
0.30~0.80
≤0.30
≤0.035
0.20~0.50
0.20~0.30
≤0.035
0.15~0.40
熔敷金属力学性能:
σb(MPa)
σs(MPa)
δ5(%)
Akv(J)0℃
≥490
≥390
≥20
≥27
X射线探伤:
Ⅱ级。
参考电流:
焊条直径(mm)
2.5
3.2
4.0
5.0
焊接电流(A)
70~90
90~130
160~210
220~270
注意事项:
焊件必须严格清除铁锈、油污、水份等杂质,以保证获得高质量的焊缝。
J502WCu相当:
GBE5003-G
JISDW5003A
说明:
J502WCu是钛钙型药皮的低合金耐候钢焊条,交直流两用,可进行全位置焊接。
焊缝金属具有良好的耐大气腐蚀性能。
用途:
本焊条为耐候钢专用焊条。
用于铁路耐候车辆的焊接。
如:
09MnCuPTi等。
熔敷金属化学成分:
(%)
C
Mn
Si
S
P
Cu
W
≤0.12
0.50~0.90
≤0.30
≤0.030
≤0.030
0.20~0.50
0.20~0.50
熔敷金属力学性能
σb(MPa)
σs(MPa)
δ5(%)
Akv(J)0℃
≥490
≥390
≥20
≥27
X射线探伤:
Ⅱ级
参考电流:
焊条直径(mm)
3.2
4.0
5.0
焊接电流(A)
90~120
160~210
220~270
J506RH
符合:
GBE5016-G
相当:
AWSE7016-G
JISD5016
说明:
J506RH是高韧性超低氢钾型低合金钢焊条,具有优良的塑性、低温韧性和抗裂性能,工艺性能较好。
交直流两用,可进行全位置焊接。
用途:
适用于E36、DE36、A537等低合金钢的重要焊接结构。
如海洋平台、船舶压力容器等。
熔敷金属化学成分:
(%)
C
Mn
Si
Ni
S
P
≤0.10
≤1.60
≤0.60
0.35~1.40
≤0.030
≤0.030
熔敷金属力学性能:
σb(MPa)
σs(MPa)
δ5(%)
AKV(J)
-30℃
-40℃
≥490
≥410
≥22
≥47
≥34
熔敷金属扩散氢含量:
≤4.1mL/100g(色谱法或水银法)
X射线探伤要求:
I级
参考电流:
焊条直径(mm)
3.2
4.0
5.0
焊接电流(A)
90~120
140~180
170~210
注意事项:
1、焊前焊条须经350~400℃烘焙1小时,放入100~150℃恒温箱内随用随取。
2、焊接前必须对焊件清除铁锈、油污、水分等。
3、采用短弧操作,窄焊道方法。
J506WCu相当:
GBE5016-G
说明:
J506WCu是低氢钾型药皮的低合金耐候钢焊条。
交直流两用。
可进行全位置焊接。
具有良好的力学性能和抗裂性能。
用途:
本焊条为耐候钢专用焊条,适用于耐大气腐蚀结构的焊接,如09MnCuPTi。
也可用于其它低合金钢的焊接,如16Mn等。
熔敷金属化学成分:
(%)
C
Mn
Si
S
P
W
Cu
≤0.12
0.60~1.20
≤0.35
≤0.030
0.030
0.20~0.50
0.20~0.50
熔敷金属力学性能:
σb(MPa)
σs(MPa)
δ5(%)
Akv(J)-30℃
≥490
≥390
≥22
≥27
熔敷金属扩散氢含量:
≤6.0mL/100g(甘油法)
X射线探伤:
1级。
参考电流:
焊条直径(mm)
3.2
4.0
5.0
焊接电流(A)
90~130
150~190
180~230
注意事项:
1、焊前焊条须经350℃烘焙1小时,随用随取。
2、焊前必须清除铁锈、油污、水份等杂质。
3、焊接时必须用短弧操作,以窄焊道为宜。
J507RH
符合:
GBE5015-G
相当:
AWSE7015-G
说明:
J507RH是高韧性超低氢钠型低合金钢焊条。
具有良好的塑性、低温韧性和抗裂性能,工艺性能较好。
采用直流反接,可进行全位置焊接。
用途:
适用于船舶、桥梁、高压管道、压力容器、锅炉、海上平台及其它重要结构的焊接。
熔敷金属化学成分:
(%)
C
Mn
Si
Ni
S
P
≤0.10
≤1.60
≤0.50
0.35~1.40
≤0.030
≤0.030
熔敷金属力学性能:
σb(MPa)
σs(MPa)
δ5(%)
AKV(J)
-30℃
-40℃
≥490
≥410
≥22
≥47
≥34
熔敷金属扩散氢含量:
≤4.1mL/100g(色谱法或水银法)
X射线探伤要求:
I级
参考电流:
焊条直径(mm)
3.2
4.0
5.0
焊接电流(A)
90~120
140~180
170~210
注意事项:
1、焊前焊条须经350~400℃烘焙1小时,放入100~150℃恒温箱内随用随取。
2、焊接前必须对焊件清除铁锈、油污、水分等。
3、采用短弧操作,窄焊道方法。
J507CuP相当:
GBE5015-G
说明:
J507CuP是低氢钠型药皮的低合金钢焊条。
采用直流反接。
可进行全位置焊接。
焊缝金属具有抗大气、耐海水腐蚀的性能。
用途:
适用于铜磷系统的抗大气、耐海水腐蚀的低合金钢结构的焊。
如16MnPNbXt、09MnCuPTi、08MnP等。
熔敷金属化学成分:
(%)
C
Mn
Si
S
P
Cu
≤0.12
0.80~1.30
≤0.50
≤0.035
0.06~0.12
0.20~0.50
熔敷金属力学性能:
σb(MPa)
σs(MPa)
δ5(%)
Akv(J)-30℃
≥490
≥390
≥22
≥27
熔敷金属扩散氢含量:
≤6.0mL/100g(甘油法)
X射线探伤:
1级。
参考电流:
焊条直径(mm)
2.5
3.2
4.0
5.0
焊接电流(A)
60~90
90~120
140~180
170~210
注意事项:
1、焊前焊条须经350℃烘焙1小时,随用随取。
2、焊前必须清除铁锈、油污、水份等杂质。
3、焊接时必须用短弧操作,以窄焊道为宜。
J507CrNi相当:
GBE5015-G
说明:
J507CrNi是低氢钠型药皮耐海水腐蚀的低合金钢焊条。
采用直流反接。
可进行全位置焊接。
具有良好的塑性、低温韧性和耐海水腐蚀的性能。
,
用途:
适用于Q235、16Mn和铬铝系统等耐海水腐蚀用钢的海洋重要结构的焊接。
熔敷金属化学成分:
(%)
C
Mn
Si
S
P
Cr
Cu
Ni
≤0.10
0.50~0.80
0.30~0.50
≤0.035
≤0.035
0.50~0.80
0.20~0.50
0.20~0.50
熔敷金属力学性能:
σb(MPa)
σs(MPa)
δ5(%)
AKV(J)-30℃
≥490
≥390
≥22
≥27
熔敷金属扩散氢含量:
≤6.0mL/100g(甘油法)。
X射线探伤:
Ⅰ级。
参考电流:
焊条直径(mm)
2.5
3.2
4.0
5.0
焊接电流(A)
70~90
90~120
140~180
170~210
注意事项:
1、焊前焊条须经350℃烘焙1小时,随用随取。
2、焊前必须清除铁锈、油污、水份等杂质。
3、焊接时必须用短弧操作,以窄焊道为宜。
J507MoW相当:
GBE5015-G
AWSE7015-G
说明:
J507MoW是低氢钠型药皮抗氢、氮、氨腐蚀的的低合金钢焊条。
采用直流反接。
可进行全位置焊接,焊接工艺性能良好,对中厚焊件预热至150℃左右。
焊后经740℃回火处理。
用途:
用于焊接含钼、钨、钒、铌等元素的低合金钢。
如10MoWVNb抗高温高压氢腐蚀,或抗高温高压氢、氮、氨腐蚀用钢的焊接。
熔敷金属化学成分:
(%)
C
Mn
Si
S
P
Mo
W
V
Nb
≤0.10
≤0.80
≤0.50
≤0.035
≤0.035
0.50
~0.90
0.50
~0.90
≤0.20
≤
0.12
熔敷金属力学性能:
σb(MPa)
σs(MPa)
δ5(%)
Akv(J)-30℃
≥490
≥390
≥22
≥27
熔敷金属扩散氢含量:
≤6.0mL/100g(甘油法)
X射线探伤:
1级。
参考电流:
焊条直径(mm)
2.5
3.2
4.0
5.0
焊接电流(A)
60~90
90~120
140~180
170~210
注意事项:
1、焊前焊条须经350℃烘焙1小时,随用随取。
2、焊前必须清除铁锈、油污、水份等杂质。
3、焊接时必须用短弧操作,以窄焊道为宜。
J555相当:
GBE5511-G
AWSE8011-G
说明:
J555是高纤维钾型药皮的立向下焊低合金钢焊条。
交直流两用。
下行焊时,铁水及熔渣不下淌,电弧吹力大,熔深大,底层焊可双面成形,有较高的焊接速度。
用途:
用于低合金钢管的焊接。
熔敷金属化学成分:
(%)
C
Mn
Si
S
P
≤0.20
≥1.00
≤0.50
≤0.035
≤0.035
注:
当Mn≤1.00时,允许加Mo≥0.20或Ni≥0.50
熔敷金属力学性能:
σb(MPa)
σs(MPa)
δ5(%)
Akv(J)-30℃
≥540
≥440
≥17
≥27
X射线探伤:
Ⅱ级。
参考电流:
焊条直径(mm)
2.5
3.2
4.0
5.0
焊条长度(mm)
300
350
350
350
焊接电流(A)
45~75
80~120
130~160
170~190
注意事项:
焊条使用前必须经70~90℃烘干1小时,温度不宜过高,否则药皮中的纤维素要烧损。
J556
符合:
GBE5516-G
相当:
AWSE8016-G
说明:
J556是低氢钾型药皮的低合金钢焊条。
交直流两用,可进行全位置焊接。
交流施焊时,在性能稳定性方面,稍次于直流焊接。
用途:
适用于焊接中碳钢和15MnTi、15MnV等低合金钢结构。
熔敷金属化学成分:
(%)
C
Mn
Si
S
P
≤0.12
≥1.00
0.30~0.70
≤0.035
≤0.035
熔敷金属力学性能:
σb(MPa)
σs(MPa)
δ5(%)
AKV(J)-30℃
≥540
≥440
≥17
≥27
熔敷金属扩散氢含量:
≤6.0mL/100g(甘油法)
X射线探伤要求:
I级
参考电流:
焊条直径(mm)
2.5
3.2
4.0
5.0
焊接电流(A)
60~90
80~110
130~170
160~200
注意事项:
1、焊前焊条须经350℃烘焙1小时,随用随取。
2、焊接前必须对焊件清除铁锈、油污、水分等。
3、焊接时须用短弧操作,以窄焊道为宜。
J556RH
符合:
GBE5516-G
相当:
AWSE8016-G
说明:
J556RH是高韧性超低氢钾型低合金钢焊条,熔敷金属具有优良的塑性、韧性和抗裂性能。
交直流两用,可进行全位置焊接。
用途:
适用于海洋采油平台、船舶、压力容器等低合金钢重要结构。
熔敷金属化学成分:
(%)
C
Mn
Si
S
P
Ni
≤0.12
≤1.60
0.30~0.70
≤0.035
≤0.035
≤1.40
熔敷金属力学性能:
σb(MPa)
σs(MPa)
δ5(%)
AKV(J)-40℃
≥540
≥440
≥17
≥34
熔敷金属扩散氢含量:
≤4.1mL/100g(色谱法或水银法)
X射线探伤要求:
I级
参考电流:
焊条直径(mm)
3.2
4.0
5.0
焊接电流(A)
90~120
140~180
170~210
注意事项:
1、焊前焊条须经350~400℃烘焙1小时,随用随取。
2、焊接前必须对焊件清除铁锈、油污、水分等杂质。
3、焊接时须用短弧操作,窄焊道方法。
J557
符合:
GBE5515-G
相当:
AWSE8015-G
说明:
J557是低氢钠型药皮的低合金钢焊条。
采用直流反接,可进行全位置焊接。
用途:
适用于焊接中碳钢和15MnTi、15MnV等低合金钢结构。
熔敷金属化学成分:
(%)
C
Mn
Si
S
P
≤0.12
≤1.60
0.30~0.70
≤0.035
≤0.035
熔敷金属力学性能:
σb(MPa)
σs(MPa)
δ5(%)
AKV(J)-30℃
≥540
≥440
≥17
≥27
熔敷金属扩散氢含量:
≤6.0mL/100g(甘油法)
X射线探伤要求:
I级
参考电流:
焊条直径(mm)
2.5
3.2
4.0
5.0
焊接电流(A)
60~90
80~110
130~170
160~200
注意事项:
1、焊前焊条须经350℃烘焙1小时,随用随取。
2、焊接前必须对焊件清除铁锈、油污、水分等杂质。
3、焊接时须用短弧操作,窄焊道为宜。
J557RH符合:
GBE5515-G
相当:
AWSE8015-G
说明:
J557RH是低氢钠型高韧性超低氢低合金钢焊条。
具有良好的塑性、低温韧性和抗裂性能,工艺性能较好。
采用直流反接,可进行全位置焊接。
用途:
用于海洋平台、船舶、压力容器等低合金钢重要结构焊接。
熔敷金属化学成分:
(%)
C
Mn
Si
S
P
Cr
Ni
≤0.12
≤1.60
≤0.70
≤0.035
≤0.035
≤0.40
≤1.40
熔敷金属力学性能:
σb(MPa)
σs(MPa)
δ5(%)
AKV(J)-40℃
≥540
≥440
≥17
≥34
熔敷金属扩散氢含量:
≤4.1mL/100g(色谱法或水银法)
X射线探伤:
Ⅰ级。
参考电流:
焊条直径(mm)
2.5
3.2
4.0
5.0
焊接电流(A)
60~90
90~130
130~180
180~230
注意事项:
1、焊前焊条须经400℃ 烘焙1小时,放入100-150℃恒温箱内随用随取。
2、焊前必须清除铁锈、油污、水份等杂质。
3、采用短弧操作,窄焊道方法。
J557MoV相当:
GBE5515-G
AWSE8015-G
说明:
J557MoV是低氢钠型药皮的低合金钢焊条。
采用直流反接。
可进行全位置焊接,熔敷金属具有良好的塑性和韧性。
与J557焊条相比较,主要特点是抗裂性能有显著提高。
用途:
主要作大型水轮机涡壳(σs≥440Mpa的14MnMoVN中厚板)现场装焊用焊条,也适于焊接抗裂性要求较高的,由15MnVN和15MnV等低合金高强钢制成的大型工矿车辆和化工容器等产品。
熔敷金属化学成分:
(%)
C
Mn
Si
S
P
Mo
V
≤0.10
0.80
~1.30
≤0.25
≤0.035
≤0.035
0.20
~0.35
0.03
~0.05
熔敷金属力学性能:
σb(MPa)
σs(MPa)
δ5(%)
≥540
≥440
≥17
熔敷金属扩散氢含量:
≤6.0mL/100g(甘油法)
X射线探伤:
I级。
参考电流:
焊条直径(mm)
2.5
3.2
4.0
5.0
焊接电流(A)
60~90
80~110
130~170
160~200
注意事项:
1、焊前焊条须经400℃烘焙2小时,随用随取,以防吸潮。
2、焊前仔细清理坡口,去除油污、锈蚀和水份。
3、在不预热焊时,要求连续施焊,特别是头几道焊缝应尽可能缩短停放时间。
4、采用短弧操作。
J606
符合:
GBE6016-D1
相当:
AWSE9016-D1
说明:
J606是低氢钾型药皮的低合金高强度钢焊条。
交直流两用,可进行全位置焊接,具有优良的力学性能及抗裂性能。
用途:
适用于焊接中碳钢及相应强度的低合金高强度钢结构,如15MnVN等。
熔敷金属化学成分:
(%)
C
Mn
Si
S
P
Mo
≤0.12
1.25~1.75
≤0.60
≤0.035
≤0.035
0.25~0.45
熔敷金属力学性能(620℃×1小时):
σb(MPa)
σs(MPa)
δ5(%)
AKV(J)-30℃
≥590
≥490
≥15
≥27
熔敷金属扩散氢含量:
≤4.0mL/100g(甘油法)
X射线探伤要求:
I级
参考电流:
焊条直径(mm)
2.0
2.5
3.2
4.0
5.0
焊接电流(A)
40~70
70~90
90~120
140~180
180~220
注意事项:
1、焊前焊条须经350℃烘焙1小时,随用随取。
2、焊接前必须对焊件清除铁锈、油污、水分等杂质。
3、焊接时须用短弧操作,以窄焊道为宜。
4、焊件较厚时,应预热至150℃以上,焊后缓冷。
J607符合:
GBE6015-D1
相当:
AWSE9015-D1
说明:
J607是低氢钠型药皮的低合金高强度钢焊条,采用直流反接,可进行全位置焊接。
用途:
用于焊接中碳钢及相应强度的低合金高强度钢结构,如15MnVN等。
熔敷金属化学成分:
(%)
C
Mn
Si
S
P
Mo
≤0.12
1.25~1.75
≤0.60
≤0.035
≤0.035
0.25~0.45
熔敷金属力学性能:
(620℃×1小时)
σb(MPa)
σs(MPa)
δ5(%)
AKV(J)-30℃
≥590
≥490
≥15
≥27
熔敷金属扩散氢含量:
≤4.0mL/100g(甘油法)
X射线探伤要求:
I级
参考电流:
焊条直径(mm)
2.0
2.5
3.2
4.0
5.0
焊接电流(A)
60~80
70~90
90~120
140~180
170~210
注意事项:
1、焊前焊条须经350℃烘焙1小时,随用随取。
2、焊前必须对焊件清除铁锈、油污、水分等杂质。
3、焊接时必须用短弧操作,以窄道焊为宜。
J607RH符合:
GBE6015-G
相当:
AWSE9015-G
说明:
J607RH是压力容器用590MPa级无裂纹钢使用的超低氢钠型高韧性焊条。
具有良好的缺口冲击韧性和抗裂性能,采用直流反接,可进行全位置焊接。
用途:
用于焊接压力容器、桥梁、水电站下降管及海洋工程等重要结构。
与CF60(62)钢达到了良好的匹配。
熔敷金属化学成分:
(%)
C
Mn
Si
Ni
Mo
S
P
≤0.10
≥1.00
≤0.80
0.60~1.20
0.10~0.40
≤0.025
≤0.025
熔敷金属力学性能:
(620℃×1小时)
σb(MPa)
σs(MPa)
δ5(%)
AKV(J)-40℃
≥610
≥490
≥17
≥47
熔敷金属扩散氢含量:
≤4.1mL/100g(色谱法或水银法)
X射线探伤要求:
I级
参考电流:
焊条直径(mm)
2.5
3.2
4.0
5.0
焊接电流(A)
70~90
100~120
140~170
190~210
注意事项:
1、焊前焊条须经350~400℃烘焙1小时,放在100~150℃恒温箱内,随用随取。
2、焊前必须对焊件清除铁锈、油污、水分等杂质。
J607Ni 符合:
GBE6015-G
相当:
AWSE9015-G
说明:
J607Ni是低氢钠型药皮的低合金高强度钢焊条。
采用直流反接,可进行全位置焊接。
熔敷金属在350℃以下能保持焊态强度,在375℃以上开始明显软化,具有良好的抗再热裂性能。
用途:
用于相应强度等级,并有再热裂纹倾向钢结构的焊接,如核反应堆壳体、锅炉汽包、化工容器、贮罐等的焊接和补焊。
熔敷金属化学成分:
(%)
C
Mn
Si
Ni
S
P
≤0.10
≥1.00
≤0.80
1.20~1.50
≤0.035
≤0.035
熔敷金属力学性能:
σb(MPa)
σs(MPa)
δ5(%)
AKV(J)-40℃
≥590
≥490
≥15
≥34
 升级会员
升级会员 