铅锌混合精矿分离技术Word格式文档下载.docx
《铅锌混合精矿分离技术Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《铅锌混合精矿分离技术Word格式文档下载.docx(16页珍藏版)》请在冰点文库上搜索。
黄沙坪,会泽七○厂
含部分易浮锌硫矿物
锡铁山
脱碳-等可浮
含碳铅锌矿石
甲生盘
氰化物-硫酸锌
闪锌矿中有乳滴状铜
浙江某矿
半优先快速等可浮
难选矿石
武宣
CMC
有机抑制剂
陈醋
柿竹园野鸡尾
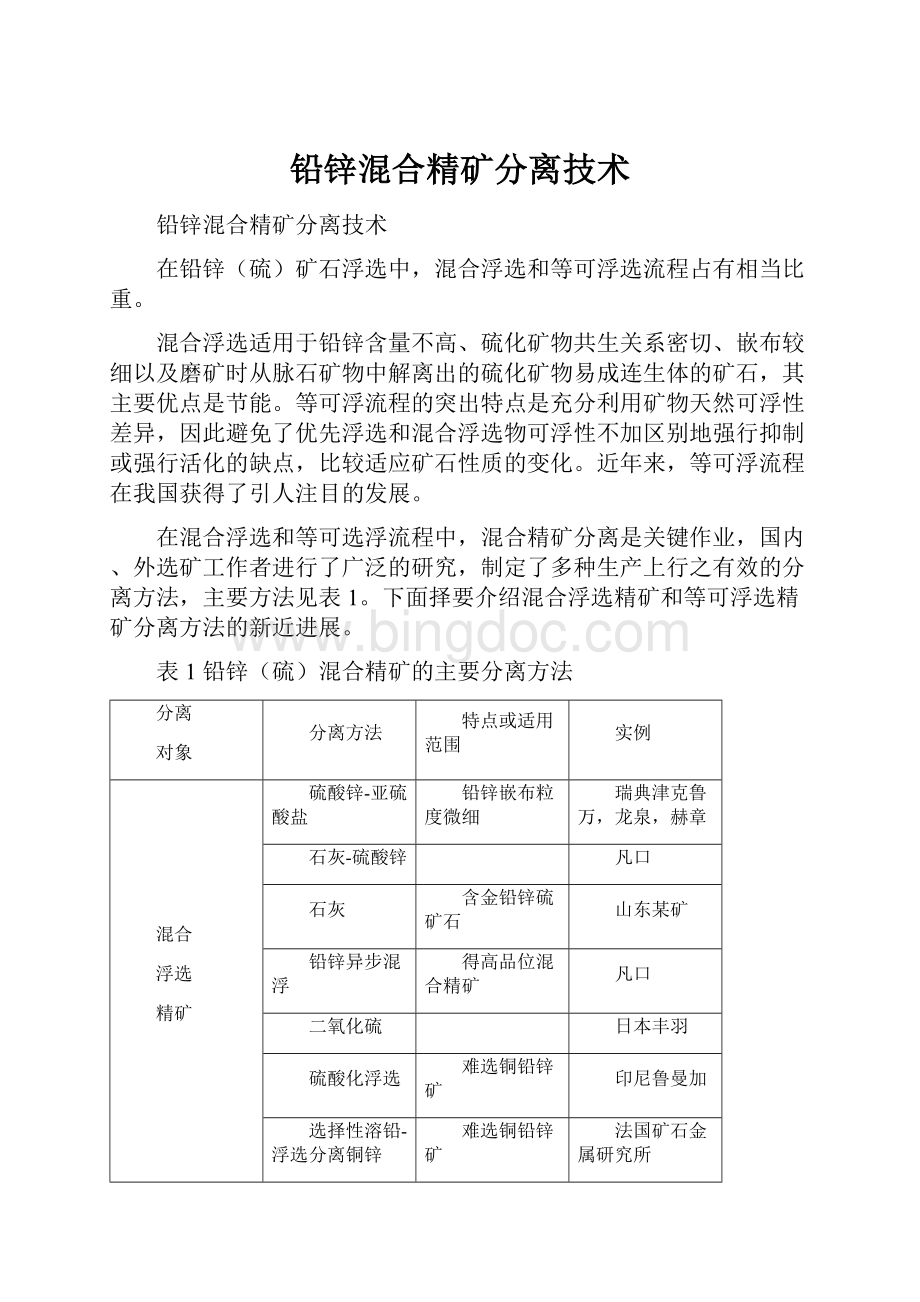
第一部分混合浮选精矿的分离
一、硫酸锌-亚硫酸盐法
瑞典津克格鲁万铅锌选矿厂采用该法分离混合精矿的日处理能力平均2500吨,以铅锌混合浮选-铅锌分离流程进行生产。
目前年产锌精矿11.3万吨,铅精矿1.3万吨。
根据铅锌嵌布粒度微细的特点,该厂采用了混合浮选精矿多段细磨多段精选工艺流程(用硫酸盐抑锌浮铅)。
其概况如下。
分级溢流加硫酸铜活化锌,用硫酸调节矿浆pH值在8以下,用戊黄药和异丙基黄药混浮铅锌。
铅锌混合精矿再磨后,用氢氧化钠调节矿浆pH到10.6,加硫酸锌和亚硫酸钠抑制闪锌矿,以少量异丙基黄药浮方铅矿得铜粗精矿。
选矿指标如表2,药剂消耗如表3。
表2铅锌选矿指标(%)
产品名称
重量比
品位
回收率
铅
锌
银(克/吨)
银
铅精矿
2
63
14
1500
84
3
85
锌精矿
15
0.5
54
5
95
尾矿
83
0.15
0.2
11
原矿
100
1.5
8.5
35
表3药剂消耗
药剂名称
克/吨
H2SO4
3350
异丙基黄药
104
NaOH
630
CuSO4
38
ZnSO4
252
戊基黄药
42
MIBC
二、石灰-硫酸锌法
凡口铅锌矿曾采用全浮铅、锌、硫,然后用石灰-硫酸锌组合抑制剂抑锌、硫浮铅,再加少量硫酸铜活化锌,以石灰抑制黄铁矿使锌、硫分离,分别得到铅、锌、硫三个精矿。
流程和药剂详见图1。
该流程的优点是节能,选矿指标较好,药剂品种和流程结构较简单,操作管理也较方便。
三、石灰法
山东某矿是一个含有金、银、铅、锌、硫的多金属复合矿床。
原矿含(克/吨,%):
Au4.85、Ag27、Pb0.92、Zn1.54、S4.54。
金属矿物主要为黄铁矿、闪锌矿和方铅矿,脉石主要为石英和长石等。
长沙研究院针对该矿石中存在两种不同含金量的黄铁矿的特点,为选厂设计提供了全浮-高碱度分离浮选流程,既先全浮硫化矿,然后在石灰造成的高碱度介质中从全浮精矿内分离出含金低的黄铁矿,从而在获得富集有金银的较高品位的铅锌混合精矿(符合密闭鼓风炉冶炼的要求)的同时,产生一个硫高金低的硫精矿。
图1全浮-优先浮选流程
四、铅锌异步混合浮选
为了给韶关冶炼厂密闭鼓风炉冶炼工艺提供高品位铅锌混合精矿,北京矿冶研究总院根据凡口铅锌矿石中铅、锌、铁矿物的特性,积多年研究经验,制定了既能保证铅锌矿物有充分的上浮机会,以使黄铁矿受到抑制而尽量少地进入混合精矿的铅锌异步混合浮选新工艺。
其特点是:
在整个铅锌混浮过程中,人为地、分阶段地控制矿pH值、抑制活化条件和捕收剂作用强度等因素,从而有效地控制了方铅矿、闪锌矿和黄铁矿的浮游速度,确保铅锌矿物不同步地在各自适宜的浮选条件下最充分地发挥其特有的浮游性。
同时,在闪锌矿用硫酸铜滞后活化的条件下,可有利于绝大部分浮游性较差的方铅矿优先充分上浮,而以使闪锌矿的总浮游性不减。
在上述情况下,新工艺获得了较好工业试验指标(%):
混合精矿品位54.5(Pb13.94、Zn40.56),回收率186.69%(Pb89.04、Zn97.65)。
似可认为,异步混浮工艺是等可浮概念的延伸和发展。
五、二氧化硫
日本丰羽铅锌矿在铅硫混合浮选时,用SO2,气体抑锌,铅硫混合再磨后用氰化物进行铅硫分离(抑硫),混浮作业的槽内产品经再磨浮锌,最终分别获得铅、锌、硫三个合格精矿。
六、硫酸化-浮选
印度尼西亚的鲁曼加矿石是一种典型的难选矿石,主要硫化矿物有黄铜矿、闪锌矿和方铅矿,其中前两种呈细粒浸染状存在,要使它们解离就需细磨。
由于浮选法很难使该矿石分选,日本T.WaKamatsa等先将混合精矿进行完全硫酸化处理,随后进行抑铅浮铜使之分离。
他们根据不同温度下上述三种矿物酸化反应的标准自由能计算表明,当用硫酸处理铜-铅-锌混合精矿时,闪锌矿在最佳条件下完全被硫酸化,并生成可溶性硫酸锌。
此后,在铜-铅优先浮选阶段,由于方铅矿从硫化铅转变成硫酸铅,因而受到了抑制。
试验用的混合精矿含(%):
Cu4.7,Pb12.3,Zn31.5,Fe13.4,不溶物5.76。
试验流程为:
鲁曼加矿石→混合精矿→硫酸化处理→过滤→滤液(滤渣)→浮选→[泡沫(铜)、尾矿(铅)]。
选择性浸出闪锌矿的最佳条件为:
硫酸浓度60%,温度100℃,处理时间40分钟以上,此时锌的浸出率为99%,铁和铅的浸出率分别低于3.5%和1.5%,黄铜矿未被硫酸化(滤液中未检验出铜)。
为了有效地抑制硫酸化后的方铅矿,其处理时的温度非常重要,当用60%的硫酸在高于140℃的温度下处理1小时,使混合精矿硫酸化后再对浸渣进行浮选,此刻铜的加收率为94%,铅的回收率为83%。
作者认为,对鲁曼加这样的不能直接用常规浮选法选别的难选矿石来说,硫酸化-浮选联合流程是适宜的处理方法之一。
七、选择性溶铅-浮选分离铜锌
在某些矿石中,锌与铜矿物的浮选分离不存在困难,且回收率不低;
而铅有时却很难有效分选,因其一部分进入闪锌矿或黄铜矿的精矿(使商业价值下降),另一部分损失于黄铁矿尾渣中,只有一小部分铅(以及共生的银)回收为低质精矿,而使之难于销售,因此,铅的回收率一般只有60-70%。
法国矿石金属研究所采用选择浸铅-浮选分离铜锌法处理这类难选矿石,其原则流程见图2,试验结果表明,在氯化物介质中直接浸出铅,回收率可提高到80-85%。
图2选冶联合流程
FeCL3
Pb-Zn-Cu-Fe矿石
第二部分等可浮选精矿的分离
近年来,等可浮流程在国内外,尤其在我国的若干铅锌选厂获得了成功的应用,等可浮精矿的分离方法也在不断发展。
下面扼要介绍国内的几个实例。
一、高碱度分离法
1、高碱度下用硫化钠-硫酸锌-硫代硫酸钠的分离法
水口山选矿厂在用等可浮流程的铅、锌、硫分离作业时,在石灰造成的高碱度介质中,混合使用硫化钠-硫酸锌-硫代硫酸钠抑制锌矿物和黄铁矿,用硫氮9号为捕收剂浮选方铅矿,实现了无氰浮选,其指标与有氰浮选相近(见表4)。
表41981年3-12月无氰浮选生产指标(累计)
品位,%
回收率,%
硫
62.5
86.31
52.25
91.15
硫精矿
41
65.68
0.21
0.23
1.71
2.72
4.45
12.81
1980有氰浮选生产指标(锌累计)
66.58
4.69
17.97
86.17
1.72
51.4
31.95
89.06
0.75
0.87
40.62
60.27
0.3
0.32
1.86
3.62
5.44
12.87
2、高碱度-硫酸锌法
(1)黄沙坪选厂是我国最早采用等可浮流程的单位之一,且不断有所创新。
该厂原矿石中有回收价值的金属矿物为方铅矿、铁闪锌矿、黄铁矿、黄铜矿和锡石等,脉石主要为石英、方解石、萤石等。
有一部分黄铜矿呈乳浊状嵌布于铁闪锌矿中。
1971年以来,该厂采用铅、锌、硫等可浮流程进行生产。
其流程是:
作业在自然pH(6左右)下,不加抑制剂,浮出方铅矿和部分易浮的黄铁矿及闪锌矿(等浮泡沫中硫的回收率为50-60%,锌20%左右);
等浮作业的泡沫,在高碱度(加石灰)-硫酸锌介质中,以硫氮9号为捕收剂,进行抑锌、硫浮铅;
等浮作业的槽内产品,在pH为9-9.5的石灰介质中,以硫酸铜为活化剂,乙、丁黄药为混合捕收剂,进行锌硫混合浮选;
然后将铅、锌、硫分离作业的尾矿同锌硫混浮的精矿合并,用石灰抑黄铁矿,硫酸铜活化锌矿物,进行抑硫浮锌,从而分别获得铅、锌、硫三种精矿。
十多年的生产实践表明,等可浮流程比较适合该矿石的性质,可获得较高品级的铅精矿,锌精矿的指标也较好,还降低了药剂用量和成本。
1982年该厂又成功地将等可浮作业发展为开路浮选。
(2)会泽铜锌矿七○厂是一个多金属富矿床,主要金属矿物为方铅矿、闪锌矿和黄铁矿,脉石主要为方解石、白云石等。
原矿含(%):
Pb7.5,Zn18.4,Fe10.42,S23.17,Ge0.0046,,Ag88.38(克/吨)。
该厂针对矿石中矿物嵌布粒度粗细不均,以及同一种锌矿物的可浮可抑性差别大的特点,采用等可浮-高碱度硫酸锌分离浮选流程,获得了良好结果,试验流程和扩大试验指标分别见图3和表5。
表5扩大连续试验指标
产率,%
%
铁
锗
10.82
66.16
5.4
5.63
16
593.8
91.79
3.47
6.91
3.79
72.69
32.11
0.74
53.8
4.17
132
59.31
3.08
93.56
15.18
92.73
20.46
21.74
1.23
2.13
70.54
7.8
21.3
3.59
2.49
75.2
0.62
5.24
35.33
0.34
0.26
0.69
3.7
4
1.54
0.48
2.71
2.86
1.61
18.47
8.83
45.7
88.38
图3七○厂等可浮-高碱度、硫酸锌分离流程
3、石灰法
长沙矿冶研究院曾对某大型铅、锌、硫矿的混合矿石进行等可浮-石灰分离流程的研究(图4),获得了良好分选(表6),药剂品种少、用量小,流程也颇简单。
该法特点是不添加任何调整剂和饥饿地添加捕收剂与起泡剂的情况下进行等可浮粗选。
表6等可浮闭路试验结果
3.51
72.17
3.03
18.52
87.74
1.6
11.51
0.56
50.58
34.14
2.23
87.49
20.96
29.36
0.57
0.58
42.77
5.79
2.56
66.99
55.62
0.22
1
2.89
4.24
8.35
8.58
2.887
6.654
18.744
进一步对该矿床中铅、锌氧化率分别为45.99和29.65%的氧化矿石进行了研究,并推荐了先浮硫化矿后选氧化矿的工艺流程。
硫化矿浮选时,由于矿样中存在一部分自然硫和极易浮的锌矿物,对铅精选作业产生严重干扰,在石灰介质中很难降低铅、锌、硫等可浮精矿中的含锌量,致使铅精矿品级很低。
经过试验研究,找到了不加药预先浮出自然硫和添加适量碳酸钠抑制易浮锌后再进行铅、硫等可浮选的技术措施。
如是得到的铅硫混合精矿便宜能在石灰介质中顺利地进行分离,得到含锌、硫较低的铅精矿。
4、脱碳-等可浮分离法
岳学晨等对甲生盘含碳、硫高的铅、锌矿石进行了研究。
根据矿石中铅、锌、硫、碳都有易浮和难浮部分的特性,采用脱碳-等可浮流程,即用起泡剂预先浮出易浮碳,然后进行以铅为主的铅、锌、硫(黄铁矿)等可浮选及以锌为主的锌硫等可浮选,磁黄铁矿单独选别(加硫酸活化)。
对进入铅精矿中的碳,用活性炭脱药后加石灰抑铅浮碳;
进入磁黄铁矿中的可浮性稍差的碳,则用铁铬盐木质素可有效地将其抑制。
这样,由于完全按有用矿物的自然可浮性进行选别,比较适合矿石特性,因而获得了较好的试验指标。
二、氰化物-硫酸锌分离法
长沙矿冶研究院针对浙江龙泉铅锌矿的闪锌矿中存在一部分细粒磁黄铁矿与黄铜矿的出熔体(造成铅锌分离困难)及磨矿时泥化现象严重的两个特点,采取了改现厂的双混合浮选流程(即铜铅混浮-铜铅分离-锌硫混浮-锌硫分离)为铅、锌、硫等可浮流程(仍用氰化钠-硫酸锌合剂分离等可浮流程精矿,但药剂用量降低),以及在锌硫混合精矿的精选分离流程结构上作适当调整(包括将含有大量细泥的一精尾并入废弃尾矿)两项技术措施,使铅锌选矿指标有了较显著的提高,并已成功地应用于工业生产。
三、添加氰化物等组合剂的半优先快速等可浮分离法
水口山铅锌矿是国内最早采用等可浮流程的单位。
80年代以来,该矿由于原矿品位不断下降(铅0.8-1.5%,锌1.5-2)氧化率增加(铅20%、锌10%)以及闪锌矿和黄铁矿被铜离子预先活化等原因,矿石难选,分选指标不高。
他们根据难选矿石中也有易浮和难浮矿物的事实,又制定了重介质旋流器抛尾-半优先快速等可浮流程。
该流程的要点如下:
经过重介质预富集的矿石,在浮选铅时,粗选作业添加少量氰化物(10克/吨)和黄药进行等可浮选,让易浮铅快速浮出,以获得高质量粗铅精矿;
而扫选作业则加少量硫酸锌和亚硫酸钠及石灰抑制闪锌矿和黄铁矿,具有优先浮选的特点(锌硫部分则沿用传统的混合物-优先流程)。
试验结果表明,该流程在合理药剂条件下,可获得较好选别指标。
四、有机抑制剂法
1、CMC(羧甲基纤维素,下同)法
1980年,广西冶金所对两个不同类型的硫化铅锌矿(ⅠⅡ)的研究表明,CMC无论用于分离等可浮流程的铅锌混合精矿(含Pb28-30%,Zn30-33%),或是分离全浮流程的铅、锌精矿的品位分别为65.44和53.48%,回收率相应为96.42%和95.36%;
全浮-分离的铅、锌精矿的品位分别为74.4%和59.27%,回收率相应为95.22和96.97%。
研究表明,在碱性矿浆中(pH>10)分离效果最好,各种牌号的CMC代替氰化物分离铅锌精矿,具有流程简单、不用脱药、操作容易、药耗少、具有流程简单、不用脱药、操作容易、药耗少、分选指标较高、经济效果较好等优点。
广西武宣县铅锌矿采用CMC分离铅锌矿混合精矿,也曾获得了良好结果。
该矿是一个多金属硫化矿床,主要金属矿物为闪锌矿、黄铁矿、硫锑铅矿等,脉石以白云石为主。
自1978年以来,该项矿一直采用氧化物一硫酸锌抑锌浮铅的优先浮选流程进行生产,1982年进行以CMC代氰化物的混合-优先浮选试验。
试验中铅锌混合精矿的分离流程为:
先用氢氧化钠将矿浆pH值调至10左右,加硫酸铜120和CMC36克/吨抑铅浮锌,浮选泡沫经一次精选得到锌精矿;
槽内产品经锌扫选后,以硫酸为活化剂浮铅,得铅精矿。
试验指标与优先流程的生产指标列下表7。
比较结果说明,CMC法的铅锌分选指标较好,药剂费用也较低。
表7试验结果与生产指标比较
流程
原矿品位,%
铅精矿品位,%
锌精矿品位,%
药剂费用元/吨
混合-优先浮选(CMC)*
4.43
47.89
9.62
1.65
53.61
58.38
88.39
1.21
优先浮选(氰化物)**
4.14
48
12.72
1.64
52.49
52.78
85.07
2.01
*试验**生产
2、陈醋法
柿竹园多金属矿野鸡尾选厂的原矿石中主要金属矿物为方铅矿、闪锌矿,其次为黄铁矿、黄铜矿、脆硫锌铅矿、磁黄铁矿等;
主要脉石为蔷薇辉石、大理岩化灰岩等。
该厂采用等可浮流程进行生产,流程中铅、锌、硫混合粗选精矿的分离一直沿用氰化物法,分选指标不高。
该厂用陈醋(800克/吨)代氰化钠(60克/吨),对选厂1号系统混合精矿进行了对比试验,结果铅精矿的品位和回收率均获得了明显提高(见表8)。
此外,据初步估计,用陈醋代氰化钠,处理1吨混合粗精矿还可节约药剂费约0.51元。
表8对比试验结果
方案
铅回收率,%
分选效果,%
陈醋*+水玻璃
11.35
5.88
33.21
68.23
3.21
17.5
66.13
48.66
氰化钠+水玻璃
11.44
6.75
34.11
60.05
3.89
20.55
51.5
31.46
*系市场出售的散装食用醋
小结
1、无机组合抑制剂目前是,今后仍将是复杂铅锌(硫)矿石浮选的主要分离方法。
随着环保要求日益严格,无氰抑制剂受到了普遍重视,未来将有更大发展。
2、有机抑制剂在铅锌混合精矿工业浮选分离上的应用虽尚不多,但从本文援引的例子可以看出其良好的前景,值得加强这方面的研究。
3、近年来,等可浮流程应用于我国的若干选矿厂,获得了良好效果,并处于蓬勃发展阶段。
该流程由于充分利用矿物的天然可浮性差异,避免了强行抑制与活化带来的种种不利影响,因而对一些难选矿石有较好的适应性。
建议选矿界对该流程进行更深入的研究和在更多的选矿厂推广,使之进一步发展成为我国有色金属矿石浮选工艺的一大特色。
 升级会员
升级会员 