弓锯床维护检修规程Word格式.docx
《弓锯床维护检修规程Word格式.docx》由会员分享,可在线阅读,更多相关《弓锯床维护检修规程Word格式.docx(12页珍藏版)》请在冰点文库上搜索。
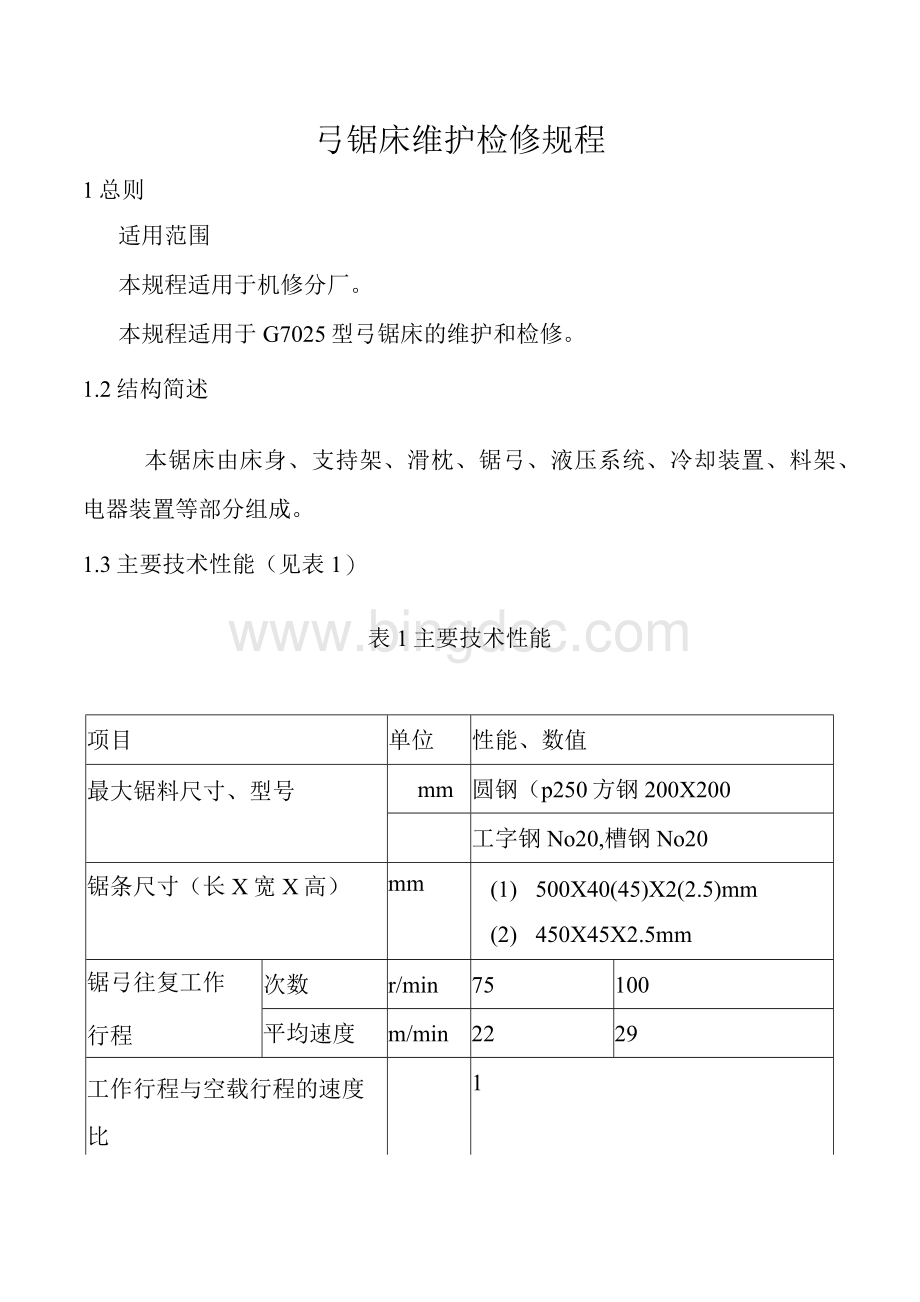
100
平均速度
m/min
22
29
工作行程与空载行程的速度比
1
锯条工作行程长度
153
锯弓液压进刀速度
无级变速
(1)柱塞式
液压泵
压力
MPa
(1)<
=2
直径
(1)30
(2)50
活塞式升降缸
(1)17.7
转速
(1)75-100
(2)75-100
输油量
L/min
(l)0.7.0.9
电动机型
号Y90L-4
电压
V
380
功率
KW
2.2kw
960
2完好标准
零、部件
零部件完整齐全,质量符合要求。
锯弓、滑枕、传动齿轮等零部件无缺损、变形、裂纹。
柱塞泵、升降缸、旋阀、冷却系统装置齐全,管路完整畅通。
电气系统装置齐全,线路完整。
传动齿轮防护罩等安全装置齐全可靠,指示标牌完整。
运行性能
设备运转正常,性能良好。
锯弓、滑枕、传动齿轮运转正常。
主运动和升降缸的进给运动变束齐全,系统工作压力正常。
精度、性能满足生产工艺要求。
各部位润滑良好,滑枕和锯弓滑动面无明显的拉、研、碰伤。
电气系统性能灵敏,运行可靠。
技术资料
技术资料齐全、准确。
设备易损件图纸、技术档案齐全。
设备操作规程、维护检修规程、运转记录、保养、检修记录齐全完整。
设备及环境
设备及环境整齐、清洁。
锯床导轨滑动面清洁,无油垢积灰、罩壳内和机身外表面无积垢、锈蚀和黄斑。
油箱、油池清洁,油质符合要求。
工作场地清洁,无积存的铁屑杂物。
3设备的维护
日常维护
3.1.1班前检查锯弓、滑枕等部件是否在合理位置,压力表是否完整,做好润滑工作。
3.1.2按操作规程的程序启动、运转与停车,随时注意设备运转是否正常。
3.1.3检查滑枕导轨面的碰撞、研伤并及时处理,防止损伤扩大。
检查解决漏油、漏电。
3.1.4检查锯条是否拉紧,锯齿是否锋锐,工作完毕时应将锯条放松,以免锯弓产生永久变形。
检查传动齿轮防护罩等安全装置是否可靠。
3.1.5做好班后的清扫、擦洗工作。
3.1.6做好设备的运行、保养、检修、交接班等各种记录。
3.2一级保养
3.2.1弓锯床累计运行500〜600小时,进行一次一级保养,其内容见表2
表2一级保养内容
内容
锯弓与滑枕
(1)检查锯弓与滑枕导轨面的间隙,如间隙过大,
调整镶条予以补偿
(2)检查滑动面,如有研伤,进行修复
冷却系统
清洗冷却箱和过滤器,更换冷却液
液压系统
检查液压油质,清洗滤油器,必要时清洗油箱、换油
电气部分
清除电器元件灰尘,检查紧固电动机
3.3二级保养
3.3.1弓锯床累计运行2500小时,进行一次二级保养,其内容包括一级保养和表3所规定的内容。
表3二级保养内容
传动系统
检查锯床传动系统、修复或更换磨损严重的零部件,其中包括轴、齿轮、滑动轴承
(1)清洗油箱和滤油器,重新滤油或换油
(2)检查液压系统,更换损坏的液压件
(1)测量电动机绕组,清洗、检查轴承,更换润滑脂
(2)更换老化的电器元件和线路
3.4定期检查内容
3.4.1锯床运转一年,由计量人员校验压力表。
3.5常见故障及处理方法(见表4)
表4常见故障及处理方法
现象
原因
处理方法
锯条损坏
(1)锯弓沿滑枕滑动间隙过大
(2)滑枕转轴处两侧面间隙过
大
(1)调整镶条至合适间隙
(2)更换调整垫圈,并进行刮研
4检修周期和检修内容
4.1检修周期(见表5)
表5检修周期
月
4.1检修内容
检修类别
小修
大修
4.1.1小修
检修周期
6〜9
72〜96
A检查修理滑枕导轨面。
B检查修理传动系统的齿轮、轴等零部件。
C检查修理柱塞泵升降缸、旋阀等。
D检查修理电气元件、电动机。
E原地小修,不补漆。
4.1.2大修
A修复滑枕导轨面和锯弓滑动面,恢复几何精度。
B修复或更换损坏的传动件,如齿轮、轴等。
C检查、修理或更换电气元件、电气线路、电动机。
D检查、修理、更换柱塞泵、升降缸、旋阀等。
E机件内壁刷漆,锯床未加工外表面喷漆。
F补齐各种操作、控制元件和指示标牌。
5检修方法和质量标准
5.1检修方法
5.1.1主要部件的修理顺序
滑枕、锯弓、传动件、液压件、电气系统
5.1.2主要部件的修理
5.1.2.1滑枕和支持架的修理
A修滑枕导轨面时,根据磨损程度可用刮研或磨削方法修复,修前首先要更换滑枕转动轴孔处的滑动轴承。
然后在轴承孔内放入检验芯轴,芯轴可比滑枕宽度长出200mm,以芯轴的母线为基准修复导轨面。
B修复后两导轨平面在横向上与转动轴孔的轴心线平行度允差为0.03mm,导轨表面的直线度允差为0.03mm□导轨燕尾与转动轴孔的轴心线垂直戏差为0.03,两燕尾面的平行度允差为0.03mm,表面直线度允差为0.03mm.o各导轨表面粗糙度Ra为
C支持架支撑孔两内侧面磨损严重,精度降低,可用精刨方法修复。
修复后两内侧面与支承孔的轴心线垂直度允差为0.02mm,两内侧面之间的平行度允差为0.02nnn,表面粗糙度Ra为0.8gm.
5.1.2.2锯弓的修理
A锯弓滑动面磨损轻微,可直接与修复后的滑枕导轨配刮研,达到精度要求。
B锯弓滑动面磨损严重,需精刨后再与导轨面配刮研,修复后锯弓滑动平面与锯弓上锯条夹紧面的垂直度允差为0.02nun,锯弓燕尾导轨两滑动面交线与锯条夹紧面的平行度允差为0.02mm,刮研面的接触点在每25mmX25mm内不少于10点。
5.1.2.3液压件的修复
A旋阀磨损后可用研磨方法修复,修复后使旋阀各油孔间互不渗漏。
B修柱塞泵时可用研磨方法修复泵体内的缸套,然后配制阀杆。
修复后缸套内孔的阀柱度、圆度允差均为0.007mm,表面粗糙度为Ra为0.4四m,阀杆与孔的配合间隙在0.01-0.02硕内。
5.1.2.4电气系统的修理
A解体电动机,根据绕组的绝缘老化程度,修复或更换绕组,清除油污和灰尘,更换轴承和润滑脂。
B电气控制箱应重新配线,更换继电器、接触器。
5.2质量标准
5.2.1零部件装配的质量
A所有传动件,轴承必须经检测合格。
装配前把所有零部件清洗干净,清除飞边毛刺、锈斑、损伤痕迹等缺陷。
B床身、储油箱等部件的内壁在装配前必须涂好防锈漆。
C所有液压件必须经检测合格,工件表面没有划伤。
D液压件在装配前,要用洁净的中、轻质油清洗、擦干净,避免纤维
粘附在零件表面。
5.2.2总装配质量
A把支架安装在床身上,然后把滑枕安装到支架上,安装时要刮研滑枕转动轴孔处两侧面,并用调整垫圈调整其间隙,其间隙应在0.02〜0.03mm内。
B锯弓装在滑枕上并装上锯条,调整适当间隙,拖动锯弓,根据研点刮削镶条滑动面使刮研面的接触点在每25mmX25nun内不少于8点。
C调整镶条间隙,用0.03mm塞尺检查滑动面两端,插入深度应小于20mm.
D重钗支架定位销孔,使锯条沿工作行程方向的平行度误差达到每100哑行程为1.07mm.
5.2.3电气系统质量
A在控制线路中,电线两端应装有与接线板上表示接线位置相同的数字标志,标志应不易脱落和被污损。
B用量程500V兆欧表测量,全部接地处的绝缘电阻不低于1MQ,不接地处不低于0.5MQ,电机绕组绝缘电阻不低于0.5MQo5.2.4外观质量
A未加工外表面应喷浅灰色油漆,电器箱内壁应漆成浅色。
B各种标牌齐全、清晰、位置正确牢固。
6试车与验收
6.1试车前的准备工作
6.1.1调整偏心碰块与限位开关距离,根据锯弓往复行程次数,调配传动齿轮。
6.1.2按要求加入液压油、冷却液、做好各部位的润滑。
6.2试车
6.2.1空运转试车
A试车时从第一种转数开始,运转两分钟后,运转第二种转数三十分钟,观察齿轮声音是否正常,进给变速是否灵敏,主轴滑动轴承最高温度不应超过60°
C,其它机构轴承不超过50°
Co
B电气系统的启动、停止应灵敏可靠。
C试验时液压系统不应发生振动、噪音、渗漏等现象,锯弓的自动返回上升应灵敏可靠。
D空负荷试车后要进行精度检验。
6.2.2负荷试车
A按最大负荷试验时,所有机构的工作均应正常,不应有明显的振动、冲击、噪声和不平衡现象。
B主轴转速不得比空运转降低2%以上。
6.3精度检验
负荷试验后要进行工作精度检验和几何精度检验,其它测量数值记入验收记录。
精度检验内容见表6.
表6精度检验标准
检验项目
允差,nim
锯条侧面,对锯弓运动平面的平行度
(1)锯弓沿工作行程方向运动
(1)0.05/100
(2)锯弓沿进给方向运动
(2)0.05/100
夹紧在虎钳内,试件的轴心线,对锯弓运动平面垂直度
(1)锯弓沿工作行程方向运动
(2)锯弓沿进给方向运动
(1)0.07/100
(2)0.07/100
6.4验收
6.4.1设备大修完工后,由设备主管部门主持,设备使用部门、承修部门和质量检验部门参加验收,达到验收标准后,移交设备使用部门。
6.4.2大修后一般应达到原技术性能和质量标准的要求。
6.4.3经过两次大修的弓锯床,无法修复到出厂标准的,可根据生产工艺要求适当降低标准。
6.4.4验收后要有一定的保修期,一般为3个月,出现问题由承修人员负责返修。
6.4.5验收后将有关的修理资料如预检表、在修任务书、更换件明细表、修理完工通知单整理好,存档。
7维护检修安全注意事项
7.1维护安全注意事项
7.1.1严禁违章开车、停车和违章操作。
7.1.2严禁带压治漏或松动螺栓。
7.1.3设备运行中,不得在转动部位擦抹设备或进行修理。
7.1.4设备保养前,应关闭电源总开关。
7.2检修安全注意事项
7.2.1临时维修要拉下电源开关,并挂上“有人检修,禁止合闸”的标志。
7.2.2检修用的起吊机具、工具要进行严格的检查,确保安全可靠。
7.2.3拆卸的零部件应摆放整齐并用专用围栏围上。
7.2.4检修用临时灯电压不得超过36V。
7.3试车安全注意事项
7.3.1试车前应按要求做好试车前的各项准备工作,避免盲目开车。
7.3.2负荷试车前要检查锯条安装得是否牢固可靠
 升级会员
升级会员 