减速机检修工艺规程.docx
《减速机检修工艺规程.docx》由会员分享,可在线阅读,更多相关《减速机检修工艺规程.docx(10页珍藏版)》请在冰点文库上搜索。
减速机检修工艺规程
减速机检修工艺规程
设备概述及技术规范1.1
减速机概述1.2
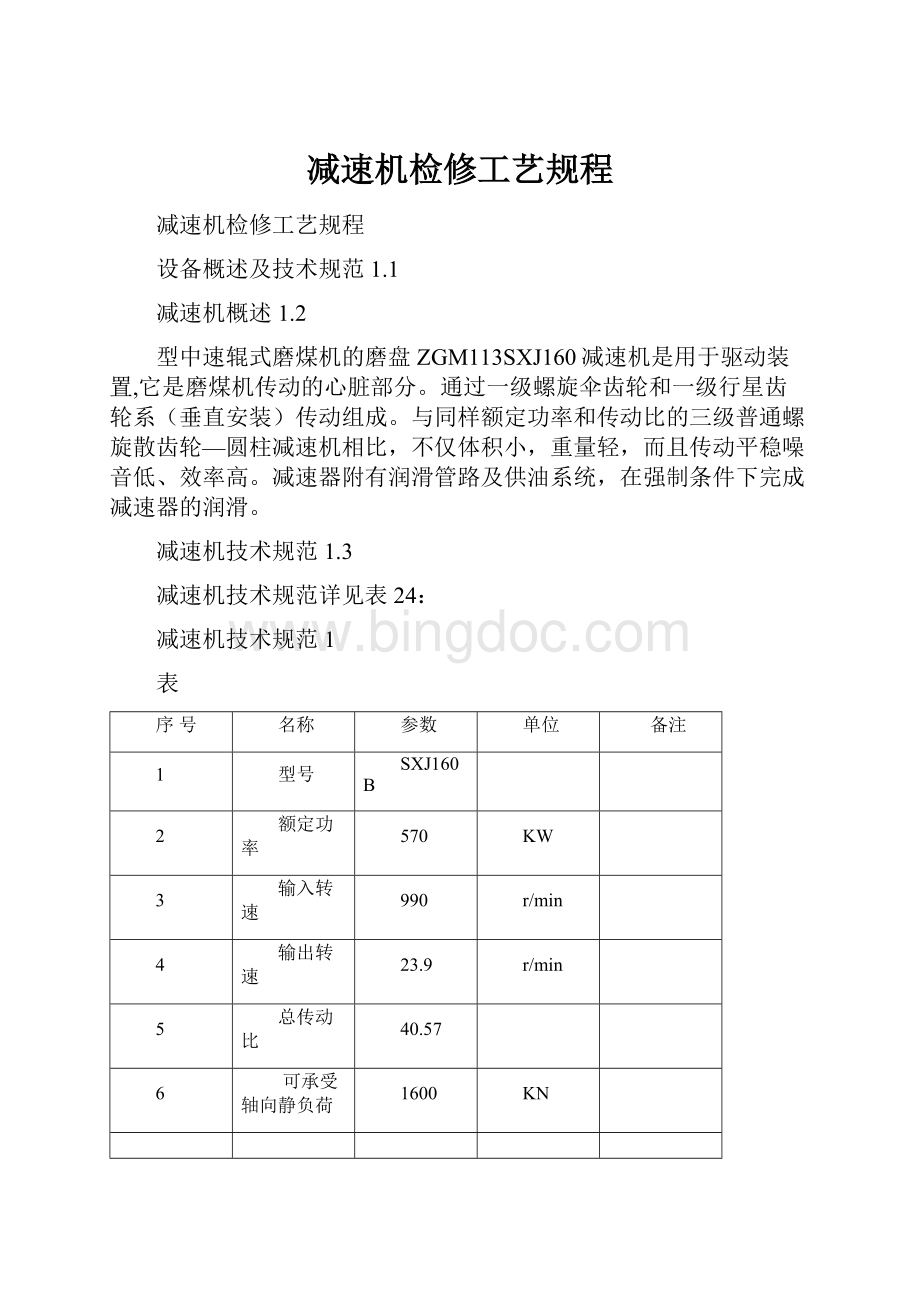
型中速辊式磨煤机的磨盘ZGM113SXJ160减速机是用于驱动装置,它是磨煤机传动的心脏部分。
通过一级螺旋伞齿轮和一级行星齿轮系(垂直安装)传动组成。
与同样额定功率和传动比的三级普通螺旋散齿轮—圆柱减速机相比,不仅体积小,重量轻,而且传动平稳噪音低、效率高。
减速器附有润滑管路及供油系统,在强制条件下完成减速器的润滑。
减速机技术规范1.3
减速机技术规范详见表24:
减速机技术规范1
表
序号
名称
参数
单位
备注
1
型号
SXJ160B
2
额定功率
570
KW
3
输入转速
990
r/min
4
输出转速
23.9
r/min
5
总传动比
40.57
6
可承受轴向静负荷
1600
KN
7
齿轮箱总重约
26900
Kg
不加油
8
容油量
960
L
不含油站用油
9
润滑油型号
N320硫磷型重负荷工业齿轮油
DIN51519(德标)
10
外形尺寸
×27702360×1865
mm
11
输入油压正常值
≥0.13
MPa
12
输入油压报警值
0.105
MPa
13
输入油压停机值
0.10
MPa
14
润滑油最低工作油温
≥28
℃
15
润滑油最高工作油温
45≤
℃
16
推力瓦油池油温报警值
60
℃
17
推力瓦油池油温停机值
70
℃
18
减速机启动推力瓦油池油温
≤50
℃≤
19
稀油站型号
XYZ250/0.63
20
双速电机型号.
YD160M-8/4V1
21
双速电机转速
720/1450
r/min
22
双速电机功率
5.0/7.5
KW
23
双速电机电压
380
V
24
立式三螺杆泵
SNS280R43U12.1W21
25
立式三螺杆泵公称流量
243
L/min
26
立式三螺杆泵额定工作压力
0.63
MPa
27
℃下的轴在油温45功率
4.38
KW
28
双室过滤器型号
SWQ-80B
29
双室过滤器压力
1.0
MPa
30
双室过滤器允许压差
0.2
MPa
31
过滤精度
0.025
mm
32
油冷却器型号
GLL-13L
33
冷却面积
13
2m
34
入口水温
38≤
℃
35
入口油温
50≤
℃
36
水流量
360
L/min
减速机的检修步骤、工艺方法及质量标准1.4
准备工具1.4.1.1
4个千斤顶。
a)手板葫芦。
b)钩链。
c)Φ20-Φ40×600光滑圆钢若干条。
d)将减速机各位置做好记号,以便回装。
拆除减速机外1.4.1.2
部附属管路及测点。
关闭润滑油泵出口阀,拆掉输出侧的油嘴处堵板。
打开减速机后部人孔,从而可以打开推力轴承的放油1.4.1.3
阀,油流入油箱。
必须使油箱存有一定剩油约20mm。
高时要及时停下油泵,防止空气漏入油系统。
从油泵出口侧面堵板上接一挠性承压软管,启动润滑1.4.1.4
油泵,将油箱中油打入盛油容器内。
打开减速机底部的放油阀,放掉减速机内剩油。
1.4.1.5
取下减速机和油泵之间的吸入侧管段,以及油冷却器1.4.1.6
与油分配器的承压管段,包括测量管件所有与齿轮箱连接的电缆等。
拆下减速机与电机的联轴节保护罩,并拆下连接螺栓。
1.4.1.7
从磨前方拖出减速机时需移开电动机,拆卸电动机连1.4.1.8
接螺栓,吊去电动机。
电机拆除时应标好标记。
清理电动机台板。
把减速机顶起适当高度,下面垫圆钢,之后用手板葫
芦生根在厂房的适当位置,把减速机拖出。
拉减速机应直拉无偏斜。
从磨后方拖出减速机需拆除电动机对面的加载油钢和拉杆台板,但不需移开电动机。
在减速机拖出位置铺设大块钢板以保持地面平整。
拖出减速机后在传动盘下面垫物体稳固传动盘,以保证注:
安全。
拖减速机时应只放松齿轮箱台板上的拖出侧和侧面两边的定位螺栓,保留与拖出减速机反方向的定位螺栓,以便于按原位置回装。
减速机应最好从磨的后面拖出,这样可以不动电机。
将减速器运到检修场,从放油阀处放尽内存的齿轮油1.4.1.9
准备好工器具,材料,量具,备件和记录用本等。
把减速机及其周围环境清理干净,并在减速面上部搭起棚布,以防粉尘落下。
解体减速机的推力盘,放入指定位置,清洗并检查。
1.4.1.10
解除推力瓦和轴承座,放入指定位置,检查推力瓦、1.4.1.11
座无严重磨损。
视情节进行修复或更换。
吊出并解体行星齿轮系、内齿圈,放入指定位置,清1.4.1.12
洗并检查。
各齿轮面齿磨损均匀。
当齿面出现裂纹、断裂、麻点或磨损量超过设计齿厚的1/3时,应进行更换。
拆除输入传动轴Ⅰ轴、轴承组及其相应管路,放至指1.4.1.13
定位置,加热对轮,用专用工具拔出对轮。
整体清洗检查。
.
拆除伞齿轮和双列圆锥滚子轴承、圆柱滚子轴承,清1.4.1.14
洗进行检查。
当轴承滚套、滚子出现严重麻点、锈蚀、裂纹等缺陷时,应进行更换。
对传动轴进行清洗检查。
各转动轴出现弯曲变形时应1.4.1.15
进行校直或更换,存在裂纹时必须更换。
解体传动伞齿轮系,检查伞齿轮和Ⅱ轴。
各转动轴出1.4.1.16
现弯曲变形时应进行校直或更换,存在裂纹时必须更换。
解体后的各另部件进行清洗检查、测量。
记录各种数1.4.1.17
据。
全面检查清理各部毛刺,并测量其配合尺寸。
1.4.1.18
加热调心滚子轴承,并且将其装在伞齿头上。
将加热1.4.1.19
的收缩环装在伞齿头上。
将带调心滚子轴承和收缩环的伞齿头轴垂直放置并1.4.1.20
支撑住,从内部加热圆锥滚子轴承和轴。
承套筒,推动调心滚子轴承外环进入轴承套内。
将双列圆锥滚子轴承推入轴承套筒,同时装在伞齿头1.4.1.21
轴上。
紧固开槽螺母将双列圆锥滚子轴承和溅油环紧靠在1.4.1.22
轴肩上,并用安全夹保护。
装配上间隔环,将喷油器拧入轴承套筒的油孔中。
1.4.1.23
检查轴向间隙和输入轴的径向跳动。
1.4.1.24
将伞齿轮轴推入加热的伞齿轮轮毂上,用螺栓和销子1.4.1.25
将伞齿轮装配到伞齿轮轴的伞齿轮轮毂上。
热圆柱滚子轴承,并将其装在伞齿轮轴上。
安装安全1.4.1.26
环。
圆柱滚子轴承径向装配间隙0.05-0.14mm。
加热轴承套,装配整个带间隔环的双列圆锥滚子轴承1.4.1.27
到轴承套中,用轴承固定环锁住它,安装调节环。
旋转带已预装伞齿轮的伞齿轮轴180°,安装轴承套1.4.1.28
和调节环到轴承支架上,把支撑螺栓放到轴承支架上,并紧固它。
从内部加热圆锥滚子轴承,推带轴承套的轴承支架和1.4.1.29
整个轴承到伞齿轮轴上。
装上溅油环,将连接环加热到大约50℃,把它推到1.4.1.30
伞齿轮轴端的齿上,通过连接环和伞齿轮轴将中间段用螺栓把接住。
将已安装锁环的齿形连轴节插入到连接环上。
1.4.1.31
将双向油位环和齿形连轴节把接到一起,将推力块压1.4.1.32
入中间段。
环和伞齿轮轴将中间段用螺栓把接住。
将已安装锁环的齿形连轴节插入到连接环上。
1.4.1.33
将双向油位环和齿形连轴节把接到一起,将推力块压1.4.1.34
入中间段。
。
(垂直方向)1800旋转行星架1.4.1.35
用锁紧换将调心滚子轴承安装到相应的已预先加热1.4.1.36
的行星轮上(三个行星轮)。
从外部将三个行星轮推入行星架(与孔同轴)。
1.4.1.37
加热整个行星架表面,放上间隔环,将行星轴推入。
1.4.1.38
用紧定螺栓将行星轴和行星架固定。
旋转行星架1800,将连接轴和存油环把接到行星架1.4.1.39
上,把螺纹销轴拧入行星架。
将太阳轮装入行星架,用临时保持螺栓调整它。
1.4.1.40
预先组装行星轮系到推力瓦轴承支架上,并用螺栓紧1.4.1.41
固。
将传套插入到加热的推力盘上,用传动销和螺栓紧1.4.1.42
固,紧固密封环。
将传动顶盖放入传动套中,并紧固。
用丝堵塞住传动1.4.1.43
套上的油孔。
安装水平齿轮轴的圆柱滚子轴承NU230E.M.C3外环1.4.1.44
到箱体的轴承套中。
圆柱滚子轴承NU230E.M.C3径向装配间隙0.05-0.14mm双列圆锥滚子轴承32.36X/DF径向装配间隙为0.03-0.09mm轴向装配间隙为0.12-0.33mm。
清洗检查齿圈和各部件是否有毛刺,裂纹,作处理。
如1.4.1.45
必要更换新的部件,对新件仍应清理并测量检查。
加热箱体后,放入内齿圈,将合适的键推入箱体和内1.4.1.46
齿圈之间。
.
调整键,使它合适没有空隙。
1.4.1.47
装入带轴承支架的伞齿轮轴(Ⅱ轴)。
把预先组装好1.4.1.48
的伞齿轮放到圆柱滚子轴承外环中,在这些部件上连接相应的内部管路。
安装伞齿头轴(Ⅰ轴)和轴承组。
调心滚子轴承1.4.1.49
24136M.C3径向装配间隙为0.12-0.22mm,双列圆锥滚子轴承31330X/DF径向装配间隙为0.05-0.11mm,轴向装配间隙为0.08-0.22mm。
向上旋转偏心机构(注意标记),将整个轴承组插入1.4.1.50
箱体。
朝零位旋转偏心机构90°,轻微转动,调整齿的啮1.4.1.51
合间隙。
安装调整环,做啮合区域检查。
齿轮啮合区必须大于1.4.1.52
齿长的50%。
二啮合齿间间隙不超过0.15-0.2mm。
连接相应内部管路,包括外部回油管路。
1.4.1.53
安装行星轮系。
1.4.1.54
将整个行星架引入内齿圈的轮缘中,正确调整齿的啮1.4.1.55
合,用薄钢板支撑。
检查太阳轮和行星架的间隙。
调心滚子轴承1.4.1.56
23138M.C3的径向装配间隙为0.08-0.22mm。
支撑螺栓和行星架的间隙为7mm。
连接相应的内部管路。
1.4.1.57
将预先组装好的带径向滑动轴承的推力瓦轴承支架1.4.1.58
放入箱体并紧固后,安装相应管道。
安装推力瓦。
1.4.1.59
用圆柱销固定圆瓦后,将保持环放在推力瓦轴承支架1.4.1.60
上紧固。
安装带固定装置的高压软管。
1.4.1.61
安装,用涂料接触法调整推力盘。
1.4.1.62
将推力盘放在联结轴和推力瓦轴承上,用涂料接触法1.4.1.63
检查推力盘(通过Ⅰ轴的旋转缓慢转动推力盘),如果有必要,除去材料。
检查接触区。
每一推力瓦的高度差不超过±0.025mm。
如有必要,必须用手重新研磨或修正支撑面(可倾斜注:
面)。
拆除推力盘,清洁并润滑滑动表面,并对瓦和轴承座1.4.1.64
润滑。
降下行星系,检查支撑螺栓和行星系之间的间隙。
1.4.1.65
安装并紧固带安全夹的六角螺母和垫片。
1.4.1.66
联轴器中心检查如果r≠200mm,径向跳动偏差按测1.4.1.67
量半径r的比例改变。
联轴器径向跳动≤0.1mm,轴向跳动≤01.mm。
检查管路及附件、密封面严密无渗漏。
1.4.1.68
连接各相关管路。
1.4.1.69
减速机外观油漆粉刷。
1.4.1.70
清扫现场、试运减速机运转时无异常声音,振动值不1.4.1.71
大于0.02mm。
油站冷却水、润滑油的压力流量正常,相应管路无渗漏现象。
设备油漆全面,现场整洁,合格后结束工作票。
1.4.1.72
减速机图纸及进口件清单详见附录一注:
 升级会员
升级会员 