高级焊工实操B文档格式.docx
《高级焊工实操B文档格式.docx》由会员分享,可在线阅读,更多相关《高级焊工实操B文档格式.docx(22页珍藏版)》请在冰点文库上搜索。
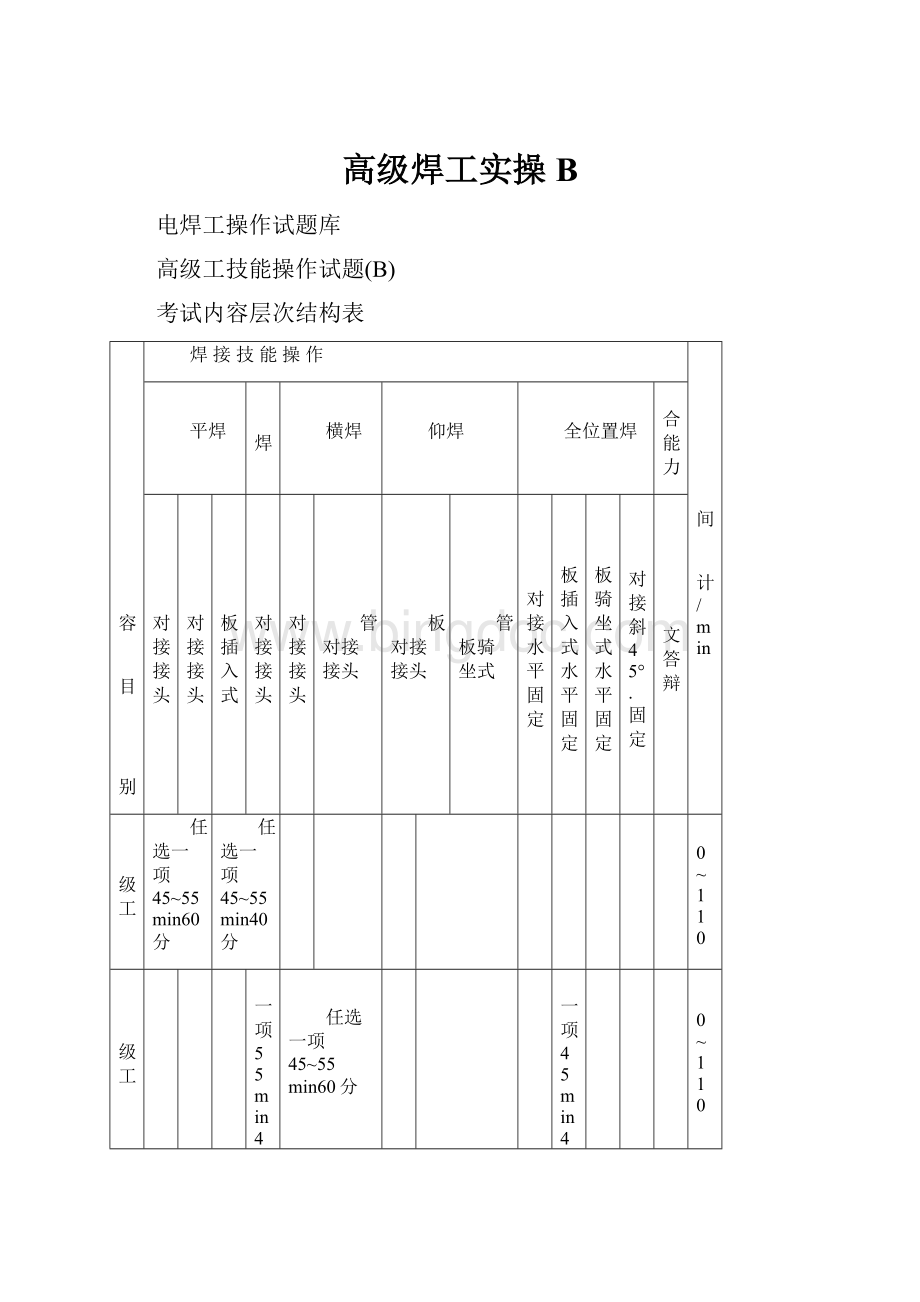
任选一项45~55min60分
任选一项45~55min40分
90~110
中级工
﹡一项55min40分
﹡一项45min40分
高级工
任选一项55min40分
一项45~60min60分
100~115
技师
100分~115
高级技师
一项55min60分
一项30min(单列)
110+30
说明:
技能操作考试试卷组卷时,同级别带“﹡”的模块只选其一。
鉴定要素细目表
工种:
电焊工级别:
高级工鉴定方式:
技能操作
鉴定范围
鉴定点
一级
二级
代码
名称
鉴定
比重
名称
重要
程度
A
60%
管V形坡口对接水平固定焊条电弧焊
X
B
管V形坡口对接水平固定非熔化极气体保护焊
C
管V形坡口对接水平固定组合焊
D
管V形坡口对接水平固定熔化极气体保护焊
40%
板V形坡口对接仰位焊条电弧焊
Y
板V形坡口对接仰位非熔化极气体保护焊
板V形坡口对接仰位熔化极气体保护焊
管板骑坐式垂直仰位焊条电弧焊
X—核心要素;
Y—一般要素。
一、管V形坡口对接水平固定非熔化极气体保护焊(AAA)
(一)测量模块
1.考试要求
(1)必须穿戴劳动保护用品。
(2)必备的工具、用具准备齐全。
(3)焊前将试件坡口处的油污、氧化膜清理干净,露出金属的光泽,焊丝除锈。
(4)根部焊道不允许有未焊透,单面焊双面成形。
(5)组对时错边应控制在允许范围内。
(6)定位焊不得在6点处。
(7)试件在开始焊接后,焊接位置不得改变。
(8)焊接结束后,焊缝表面清理干净,并保持焊缝原始状态,不允许补焊、返修及修磨。
(9)符合安全、文明生产。
2.考试时限
(1)准备时间:
15min。
(2)操作时间:
40min.
(3)从正式操作开始计时。
(4)考试时,提前完成操作不加分,超过规定操作时间按规定标准评分。
职业技能鉴定国家题库统一试卷
三级电焊操作工技能操作考核评分记录表
转换号:
姓名:
工作单位:
试题名称
20钢管V形坡口对接水平固定手工钨极氩弧焊
序号
考试
内容
测评要点
配分
评分标准
检测结果
扣分
得分
备注
1
准备工作
工具、量具准备齐全
10
自备工具少一件扣5分
2
焊接操作
试件固定的空间位置符合要求
试件固定的空间位置超出规定范围不得分
3
焊缝外观
焊缝表面不允许有焊瘤、气孔、烧穿、夹渣等缺陷
有任何一项缺陷不得分
焊缝咬边深度≤0.5mm,两侧咬边总长度不超过焊缝有效长度的15%
15
(1)咬边深度≤0.5mm:
①累计长度每5mm扣2分②累计长度超过焊缝有效长度的15%不得分
(2)咬边深度>0.5mm不得分
用直径等于0.85倍管内径的钢球进行通球试验
通球不合格不得分
(1)焊缝余高0~4mm
(2)焊缝宽度比坡口每侧增宽0.5~2.5mm(3)宽度差≤3mm
每种尺寸超过一处扣4分,扣完10分为止
错边≤10%δ
5
超标不得分
4
断口试验
根部焊道不允许有未焊透
8
有未焊透不得分
单个气孔沿径向≤30%δ,且≤1.5mm,沿周向或轴向≤2mm
3
(1)有气孔但在要求范围内扣2分
(2)不符合要求不得分
在任何10mm焊缝长度内,气孔和夹渣≤3个
(1)在任何10mm焊缝长度内,气孔和夹渣只有1个不扣分
(2)有2~3个气孔和夹渣时扣1分(3)有3个以上气孔和夹渣时不得分
沿圆周方向10δ范围内,气孔和夹渣的累计长度≤δ
沿壁厚方向同一直线上各种缺陷的总和≤30%δ
背面凹坑深度≤25%δ,且≤1mm
6
背面凹坑深度超标不得分
安全文明生产
严格按操作规程操作
违操作规操作一次从总分中扣除5分;
严重违规者停止本项操作,成绩记零分
在规定时间内完成
每超1min从总分中扣除2分,超过5min停止操作,按完成项目评分
合计
100
考评员签字:
年月日
4.否定项
(1)焊缝出现裂纹、未熔合。
(2)焊接操作时任意更改焊件位置。
(3)焊缝原始表面被破坏。
一、20钢管V形坡口对接水平固定手工钨极氩弧焊
1)准备要求
(1)材料准备:
以下所需材料由鉴定站准备。
名称
规格
1人用量
20无缝钢管
∮60mm×
4mm×
100mm
2件
坡口角度60°
,管材还允许选用同类别钢管,钢管直径允许在48~60mm范围内选取,壁厚可在3.5~5mm范围内选取,并相应改变焊接材料用量
H08A焊丝
∮2.5mm
2m
氩气
每工位1瓶
钨极WCe-20
1根
试件形状及尺寸如下图所示:
(略)
(2)设备准备:
以下所需设备由鉴定站准备。
序号
数量
直流氩弧焊机
根据实际情况确定
每工位1台
氩气减压流量调节器
(1)工具、量具准备:
①以下所需工具、量具由鉴定站准备。
焊接检验尺
HJC-40
不少于3件
钢板尺
≥200mm
不少于3把
放大镜
5倍
钢印
2套
②以下所需工具、量具由考生准备。
单位
电焊面罩
自定
个
电焊手套
副
锉刀
把
敲渣锤
手锤
錾子
7
钢丝刷
角向磨光机
台
9
砂布
张
2)操作考试规定及说明
(1)操作程序说明:
①准备工作。
②检查焊机运行是否正常。
③试件组对及定位焊。
④正式施焊。
⑤做到工完料净场地清。
(2)考试规定说明
①如操作违章,将停止考试。
②考试采用100分制,然后按鉴定比重进行折算。
③考试方式说明:
实际操作;
以操作过程与结果按评分标准进行评分。
④测量技能说明:
本项目主要测试考生对管V形坡口对接水平固定手工钨极氩弧焊的掌握程度。
3)考试时限
同测量模块。
4)配分、评分标准
二、板V形坡口对接仰位焊条电弧焊
(3)焊前将试件坡口处的油污、氧化膜清理干净,露出金属的光泽。
(4)单面焊双面成形
(5)定位焊在试件背面两端20mm范围内。
(6)预留反变形。
(7)严格按规定位置进行焊接,不得随意变更。
职业技能鉴定国家题库统一试卷
Q235-A钢板V形坡口对接仰位焊条电弧焊
试件固定的空间位置超出规定范围本项不得分
①累计长度每5mm扣1分②累计长度超过焊缝有效长度的15%不得分
未焊透深度≤15%δ,且≤1.5mm总长度不超过焊缝有效长度的10%
(1)未焊透深度≤15%δ,且≤1.5mm时,每5mm长度扣1分,累计长度超过焊缝有效长度的10%不得分
(2)未焊透深度超标不得分
背面凹坑深度≤20%δ,且≤2mm
(1)背面凹坑深度≤20%δ,且≤2mm时,背面凹坑长度每5mm扣1分;
扣完4分为止。
(2)背面凹坑深度超标不得分
焊缝余高0~4mm,焊缝宽度比坡口每侧增宽0.5~2.5mm,宽度差≤3mm
焊后角变形≤3°
焊缝内部质量
X射线探伤
30
Ⅰ级片不扣分;
Ⅱ级片扣15分;
Ⅲ级片不得分
(1)焊缝出现裂纹、未熔合缺陷。
二、Q235-A钢板V形坡口对接仰位焊条电弧焊
Q235-A钢板
300mm×
100mm×
12mm
,板材还允许选用同类别钢板,板厚允许在10~14mm范围内选取,并相应改变焊接材料用量
E4303焊条
∮3.2mm
20根
焊条可在100~150℃范围内烘干,保温1~1.5h
交流或直流焊机
焊条烘干箱
美鉴定站2台
焊条保温筒
(3)工具、量具准备:
(1)操作程序说明:
①准备工作
本项目主要测试考生对板V形坡口对接仰位焊条电弧焊单面焊双面成形技术的掌握程度。
 升级会员
升级会员 