数控铣编程与仿真实验报告Word下载.docx
《数控铣编程与仿真实验报告Word下载.docx》由会员分享,可在线阅读,更多相关《数控铣编程与仿真实验报告Word下载.docx(12页珍藏版)》请在冰点文库上搜索。
N60X-62
N70G02X-26Y-19I18J0
N80G01X-26Y-25
N90G03X-20Y-31I6J0
N100G01X0
N110G03X0Y31I0J31
N120G01X-54Y31
N130X-82Y-19
N140Z20G40
N150G00X0Y0
N160G01Z-20
N170Y-1
N180G02X0Y-1I0J1
N190X0Y0
N200Z20
N210M05M09
N220M30
(3)毛坯尺寸:
长为:
115mm宽为65mm高为20mm
(4)刀具型号及尺寸:
立铣刀D=10mm,L=24mm
(5)仿真结果:
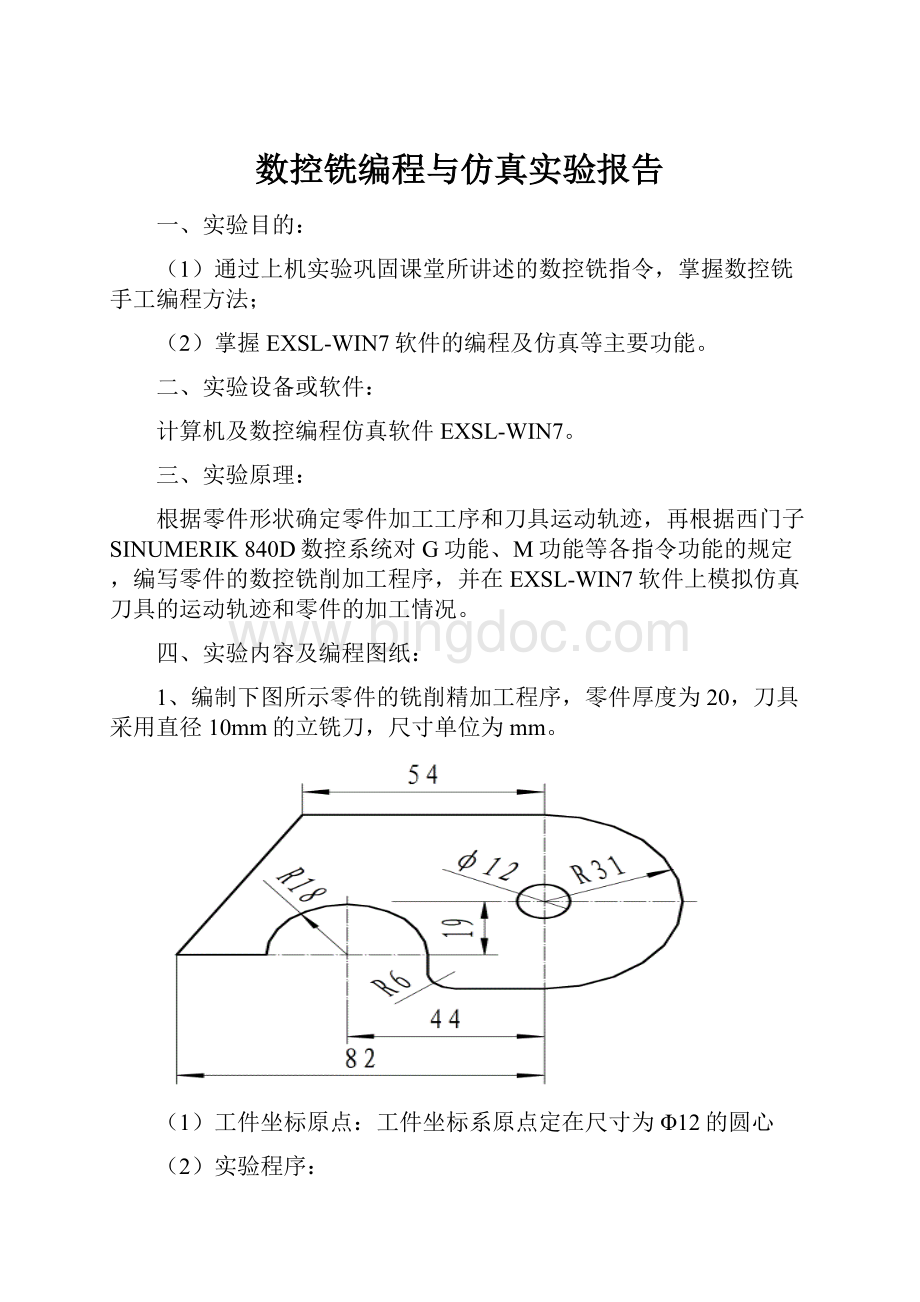
2、编制下图所示零件的铣削粗、精加工程序,尺寸单位为mm,刀具自选。
工件坐标系原点定为中间孔的圆心
%_N_ZUOYE2_MPF
N20T1M6S1000M3M8F300
N30G00X-90Y-70Z20
N40G01Z-20
N50G01G42X-62Y-42
N60X63
N70Y42
N80X-62
N90Y-45
N100Z20
N110G00G40X-90Y-70
N120G01Z-8
N130G01G42X-52Y-37
N140X52
N150Y37
N160X-52
N170Y-40
N180Z20
N190X-42Y65
N200Z-4
N210Y0
N220G03X-42Y0I42J0
N230G01X-42Y-28
N240X43
N250Y28
N260X-43
N270Y-28
N280G00G40X-90Y-70Z20
N290M05M09
N300T2M6S1100M3M8F300
N310G00X-70Y-50Z20
N320Z-20
N330G01G42X-60Y-40
N340X60
N350Y40
N360X-60
N370Y-42
N380Z20
N390G00G40X-60Y45Z-10
N400G01Y-45
N410X60
N420Y45
N430X54
N440G42X-50Y45
N450Y-27.5
N460G03X-42.5Y-35I7.5J0
N470X42.5
N480G03X50Y-27.5I0J7.5
N490Y27.5
N500G03X42.5Y35I-7.5J0
N510X-42.5
N520G03X-50Y27.5I0J-7.5
N530Y-40
N540X50
N550Y40
N560Z20
N570G40G00X-60Y-33
N580Z-5
N590G01X47
N600Y33
N610X-47
N620Y-35
N630Z20
N640G00G42X56Y80
N650Z-5
N660G02X-56Y80I-56J0
N670Z20
N680G00G42X-56Y-80
N690Z-5
N700G02X56Y-80I56J0
N710G01X-60
N720G02X29.047Y-27.5I60J0
N730G03X29.047Y27.5I-29.047J27.5
N740G02X-29.047Y27.5I-29.047J60
N750G03X0Y-40I29.047J-27.5
N760G01Y-44
N770G03I0J44
N780Z30
N790T3M6S1100M3M8F300
N800G00G40X-25Y0
N810G01Z-15
N820Z20
N830X0
N840Z-15
N850Z20
N860X25
N870Z-15
N880Z30
N890M05M09
N900M30
工件尺寸长为:
125mm宽为:
84mm高为:
20mm
立铣刀T1为D=10mm,L=24mm;
立铣刀T2为D=20mm,L=38mm;
T3为D=10mm,L=87mm的钻头
3、编写自己姓名中至少一个字的铣削程序,刀具采用直径6mm的球头刀,切削深度不大于1mm。
可采用AUTOCAD、CAXA等软件绘制字体,获取字体图形节点数据。
工件原点定为如下图所示位置
%_N_08221109_MPF
N20T1M06M03M08F300
N30G01X0Y0Z-5
N40X24
N50X-24
N60X0
N70Y24
N80X24
N90X-24
N100X0
N110Y48
N120X24
N130X-24
N140G00Z5
N150X0Y55
N160G01Z-5
N170X30
N180G02X35Y50CR5
N190G01Y-10
N200G02X30Y-15CR5
N210G01X-30
N220G02X-35Y-10CR5
N230G01Y50
N240G02X-30Y55CR5
N250G01X1
N260G00Z5
N270T2M06S1000M03M08F300
N280G00X14Y11
N290G01Z-5
N300Z5
N310G00X0Y0
N320M05M09
N330M30
85mm宽为90mm高为:
立铣刀T1直径为6mm,立铣刀T2直径为10mm
五、实验中出现的问题:
1、由于软件原因对初始程序中的圆弧插补时采用“CR半径值”,无法进行仿真。
改进措施是,将CR半径值处替换为I坐标值、J坐标值模式,仿真成功。
2、在做实验内容二最终的打孔工艺时,开始采用立铣刀,其仿真结果是,孔终点为平底,与编程图纸不符。
改进措施是,将立铣刀换成钻头,仿真成功。
3、在做实验内容三时,将工件坐标原点定成了图中圆孔的圆心,导致仿真出错。
改进措施是,重新定位坐标原点,最终仿真成功。
六、实验收获及体会:
通过这次试验,我学到了很多:
首先,预习。
常言道有备无患,这句话一点也不假。
如果实验前不对实验内容,实验仪器做个了解,贸然上手实验,往往事倍功半。
这点指导老师们做得很好,实验前经实验内容告诉我们,同时将实验软件也做了个简要介绍,这大大提高了实验效率。
其次,细心。
这次的实验内容看似不少,其实都很简单(前提是学过学过理论课),但我们并没有想自己预期的那样迅速完成任务,而是在实验室中纠结了很久才搞定,究其原因主要不细心,老犯一些低级错误,比如,工件原点定位错误,忘记加刀补等。
再次,耐心。
这个主要是针对实验室的软件,启动一次那叫个慢呀,而且苛刻的怕人,启动过程中,千万别动,一动就得重新启动,很是悲催呀。
最后,感谢。
感谢老师还有助教们全程不厌其烦的讲解和指导。
 升级会员
升级会员 