烧结过程的理论基础Word格式文档下载.docx
《烧结过程的理论基础Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《烧结过程的理论基础Word格式文档下载.docx(14页珍藏版)》请在冰点文库上搜索。
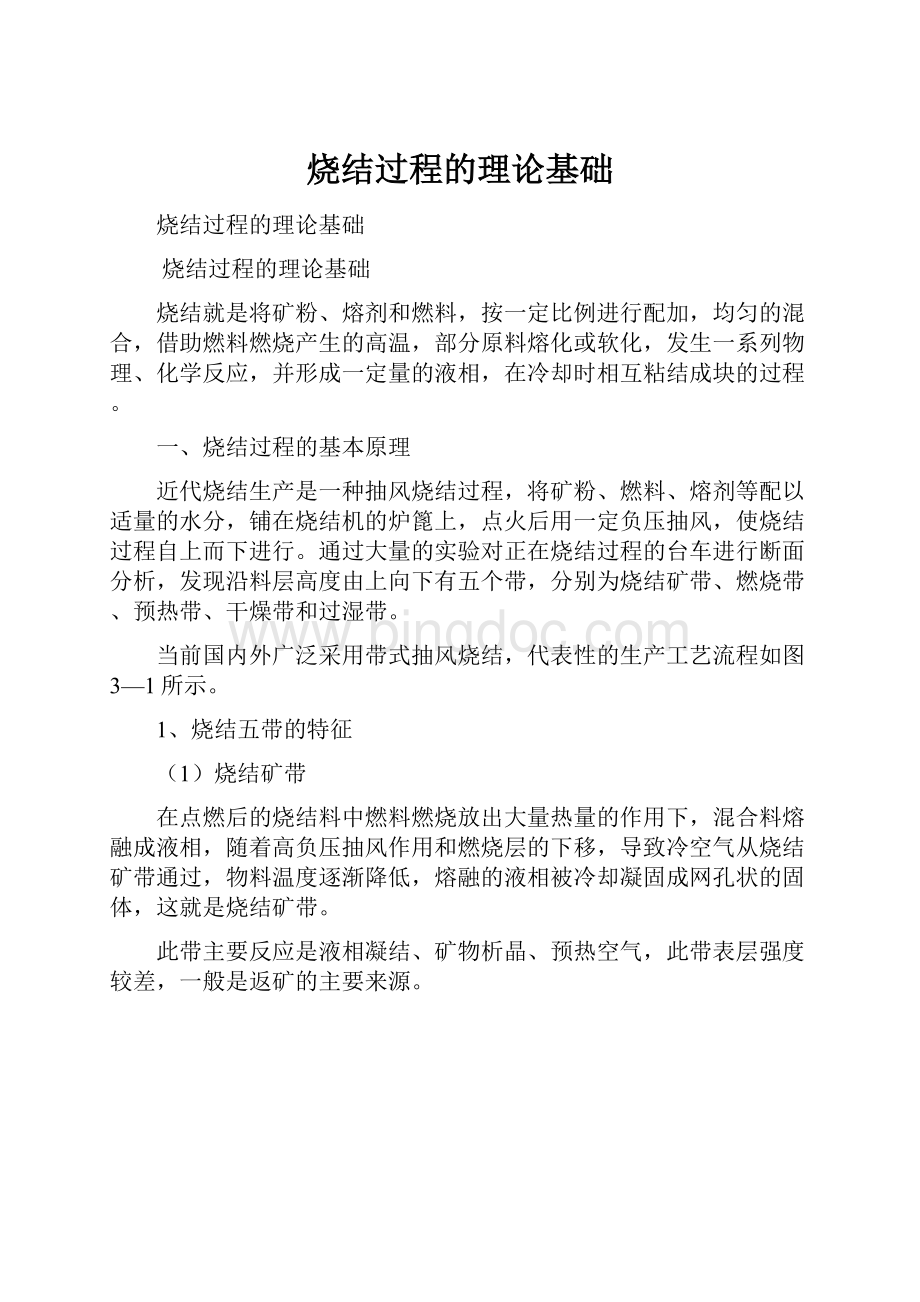
干燥层
湿料层
铺底料
料层高度
温度,℃
水分凝结
去水
冷却,再氧化
冷却,再结晶
固体碳燃烧和液相形式
固相反应,氧化和还原,分解
图3—2烧结过程各层反应示意图
2、烧结过程分层原因
带式烧结机有明显的分层性,如图3—2所示。
抽风烧结过程的这种分层性,是烧结过程自上而下进行的特点所决定的。
烧结料中的燃料点燃之后,随抽入的空气继续燃烧,于是料层的表面形成了燃烧层,当这一层的燃料燃烧完毕后,下部料层中的燃料继续燃烧,于是燃烧层向下移动,而其上部形成了烧结矿层。
燃烧层产生的高温废气进入燃烧层以下的料层之后,很快将热量传递给烧结料,使料温急剧上升。
随着温度的升高,到100℃以上,首先出现混合料中的水分蒸发,达到300~400℃,水分蒸发完毕,继续升高到800℃,混合料中的燃料着火。
这样,燃烧层下部形成了100~400℃之间以水分蒸发为主的干燥层和400~800℃之间的预热层。
实际上,干燥层和预热层之间没有明显的界限,因此,也有统称为干燥—预热层的。
高温废气将热量传递给混合料使之干燥和预热之后,进入干燥层以下的料层,当温度下降到水蒸气的露点(大约60℃)以下时,在干燥层中蒸发进入废气的水分在这里重新凝结,形成了过湿层。
随着烧结过程的进行,燃烧层、预热层和干燥层逐渐下移,烧结矿层逐渐扩大,湿料层逐渐减小,最后全部烧结料变为烧结矿层。
3、烧结料层中发生的物理化学变化及其对烧结生产的影响
烧结矿层在料层的最上部,抽入的空气首先要穿过烧结矿层,而烧结矿层中已无燃料的燃烧,所以被抽入的空气所冷却,发生熔融矿物的结晶和新相的形成过程,并将自身的热量传递给空气,使空气温度升高(称为自动蓄热作用)。
由于气流作用和来不及逸出的气泡及冷却时的体积收缩,熔融物冷却后成为多孔状块矿,使料层透气性增加,负压降低。
在与空气接触的烧结矿表面层,还可能发生低价氧化物的再氧化反应。
燃烧层主要是固体燃料的燃烧,引起料层温度的升高和液相的生成。
燃烧层的温度高达1350~1600℃,超过了烧结料的软化和熔化温度,为产生一定数量的液相使烧结料粘结成块创造了条件。
此外,燃烧层内还发生碳酸盐和硫酸盐的分解,磁铁矿的氧化、赤铁矿的热分解以及在固体燃料颗粒的周围高价氧化物的还原等反应。
由于燃烧层内存在大量液相粘结物,气体通过料层的阻力增加,透气性变坏,不利于提高产量,因此,生产中要求燃烧层的厚度不要太大,一般在15~50mm之间。
干燥层中主要发生水分的蒸发。
由于烧结过程的气流速度很快,烧结料又是细粒散料,所以,烧结料温度能迅速提高,在一个很窄的区域(13~30mm)内完成干燥过程。
在预热层中,水分蒸发完毕,干料温度继续升高,达到着火温度(800℃左右)。
此层内发生部分碳酸盐的分解、硫酸盐的分解和磁铁矿的局部氧化,以及烧结料各成分之间的固相反应。
干燥和预热层中,由于升温速度过快,料球易受破坏,恶化料层透气性。
在过湿层中,由于重新凝结的水分充塞于烧结料颗粒之间,使气流通过的阻力增加,同时,由于水分过多,超过混合料的原始水分,严重时使物料成泥泞状,严重降低料层透气性,大大降低烧结速度。
粒度愈细和吸水性差的物料,这种现象愈明显。
燃烧层对烧结的影响:
燃烧层是烧结生产过程中最重要的部分,这里主要对此层对烧结生产的影响做详细的叙述。
燃烧层是烧结料层中温度最高的区域,因此也称高温区。
高温区温度水平和厚度对烧结过程的影响非常显著。
首先,高温区移动速度,即垂直燃烧速度,是决定烧结矿产量的主要因素。
产量同垂直烧结速度成正比关系,而垂直烧结速度和风速成0.77~1.05次方的关系。
因此,增加风速即可提高垂直烧结速度,提高产量。
但垂直烧结速度也不能过快,过快会引起烧结矿强度下降,成品率低。
混合料的热容量大,导热性好,粒度小,以及吸热反应发展,都能增加混合料从废气中吸热的能力,从而使烧结速度减小,降低烧结矿产量。
而适当增加混合料的水分和溶剂用量时,由于改善了烧结料层的透气性,有利于提高烧结速度。
其次,高温区温度高,生成的液相多,可以提高烧结矿强度,但温度过高会造成过溶现象,降低烧结矿的还原性,同时,液相过多,增加气流阻力,降低烧结速度,影响产量。
最后,高温区厚度过大,也会增加气流阻力,降低烧结速度,但厚度过小,又不能保证各种高温反应所必需的时间,影响烧结矿质量。
因此,必须有一个合适的高温区温度和厚度,才能使烧结生产过程得到改善。
二、烧结生产的意义
1、烧结生产是一种人造富矿的生产过程,由于有了这种造块方法,自然界中大量存在的贫矿便可以通过选矿和烧结后成为能满足高炉冶炼要求的优质人造富矿,从而使自然资源得到充分利用,有力的推动钢铁工业的发展。
2、烧结过程中可以利用富矿粉、高炉炉尘、转炉炉尘、轧钢皮、硫酸渣等其他钢铁及化工工业的若干废料,使这些废料得到有效利用,做到变“废”为宝,变“害”为利。
3、经过烧结生产制成的烧结矿,与天然矿相比,粒度合适,还原性和软化性好,成分稳定,造渣性能良好,保证了高炉生产的顺行。
尤其是烧结料中配入一定数量的熔剂后生产的自熔性或熔剂性烧结矿,可使高炉冶炼少加或不加石灰石,降低炉内消耗,从而改善高炉生产指标。
4、烧结过程可以除去80~90%的S、F、As等有害杂质,大大减轻了高炉冶炼过程中的脱硫任务,提高了生铁质量。
三、烧结生产操作中几种主要的操作方法
1、“稳定水碳”操作
“稳定水碳”操作是稳定烧结与冷却过程的条件。
(1)烧结料含碳量由料层高低与返矿量大小而定,一般控制在3%左右,一定时期因受原料成分等各方面因素的影响,含碳量应根据具体情况随时调整。
(2)随时通过出点火器的台车情况,风箱与总管负压、废气温度、机尾断面情况判断烧结料的含碳量。
a.台车出点火器后3—4米不变色;
风箱与总管负压升高;
机尾断面燃烧带过宽;
机尾断面出现大孔薄壁或石头结构,均说明烧结料含碳量(燃料配比)高。
b.台车出点火器后料面立即变色、有浮灰;
风箱与总管压力降低;
风箱与总管废气温度降低;
机尾断面结构松散;
返矿量增加,均说明烧结料含碳量(燃料配比)低。
(3)接班后,含碳物料配比变化大于0.5时,均要进行烧结料含碳量与燃料配比的计算,并做好记录。
(4)要根据实际生产情况与计算的燃料配比,确定与调整燃料配比。
(5)发现烧结料含碳量发生变化,立即查明原因,及时调整燃料配比,在新料未到烧结机前,应进行相应的烧结机操作调整。
a.燃料配比高或燃料多时,适当提高烧结料水分,降低点火温度,并优先考虑减料层厚度,后降低机速。
b.燃料配比低或燃料量少时,烧结料水分控制在下限,适当提高料层厚度与点火温度,降低机速。
(6)布料前混合料的水分应控制在7.5或更高一些。
(7)水分适宜的烧结料,台车料面平整、点火火焰不外喷、机尾断面整齐;
水分过小时,台车料面不平整、料层厚度自动加厚、严重时点火火焰外喷、料面点火不好、负压升高。
水分过大时,台车料面有拉沟,料层厚度自动减薄,严重时有空台车,料面点火不好,负压升高、机尾断面松散、窝料有花脸;
(8)发现水分异常,立即与球盘联系,并采取以下操作。
a.水分偏大时,适当提高点火温度、降低机速,上述操作无效时,适当降低料层厚度。
b.水分偏小时,适当降低点火温度。
2、“合理用风”操作
合理用风就是使烧结机冷却过程的风量沿台车宽度分布要均匀一致,在整个烧结过程中,烧结机头部应少用风,以免混合料过早的被压实影响透气性,中间处风量要大,可增加垂直烧结速度,机尾风量也应适当减小,防止烧坏台车篦条。
具体注意事项如下:
(1)铺底料厚度沿台车宽度要均匀一致,不许无铺底料操作。
发现亏料,立即与矿槽联系,调整铺底料给料量,无铺底料时,立即停机,向上级汇报。
(2)泥辊闸门开口度要一致,台车料面要平整,台车两侧要铺严,且略高于中部。
不准拉沟、亏料、空台车,发现局部亏料、空台车,立即查明原因,及时处理。
出现空台车要及时关闭风箱闸门。
(3)随时破坏台车料面因收缩产生的裂缝。
3、“低碳厚料”操作
“低碳厚料”操作是提高质量、降低能耗的有效措施。
(1)严格控制球盘操作,保证混合料球的粒度,提高料层透气性,从而提高料层厚度,增加产量。
(2)控制好燃料配比,料层越高,配比越低。
(3)要保证松料器的正常使用,尽可能的发挥其效应。
对松料器的要求:
a.松料器要完整良好。
b.利用停机时间,清理松料器上面的积料。
当烧结料粒度、料温、水分、固定碳等影响透气性的因素波动不大时,应采取固定料层厚度,调整其他的操作方法。
4、“烧透冷好”操作
“烧透冷好”操作是烧结生产的目的,是生产出优质烧结矿的有力保证。
(1)根据生产过程的主要参数(废气温度和负压等),准确判断烧结终点与冷却终点。
(2)220M2烧结机烧结终点应控制在22号风箱,为确保冷却效果和烧结质量,烧结终点不许后移超过22号风箱。
(3)热烟道废气温度应控制在80~150度的范围内,烟道温度适当增高有利于主抽风机的正常使用。
(4)严格控制环冷机机速,保证环冷机料层均匀分布在台车上,不允许出堆和空挡。
(5)保证环冷机风箱畅通,放灰要及时有效。
(6)要保证环冷机上料层具有一定的高度,一般应保持多半台车的料,这样才能压住风,最大限度提高风的利用率。
(7)机速调整应缓慢进行,不可过急。
每次调整幅度一般不超过0.2m/min,两次调整的间隔时间不得小于30min。
(8)正常生产时,使用集中连锁操作,集中连锁发生故障时,使用局部连锁操作。
非连锁操作一般在试车时使用。
四、烧结生产中的技术经济指标
较为常用的烧结生产技术经济指标有:
1、烧结机台时产量:
每台烧结机每小时生产的烧结矿数量叫烧结机台时产量。
烧结机台时产量=
烧结机台时产量还可按下式计算:
q=60KγCBL或q=60KγCBhV
式中q——烧结机台时产量,t/(台·
h)。
K——烧结矿成品率,一般为70~80%。
γ——烧结矿堆密度,一般取1.5—1.9t/m3。
C——垂直燃烧速度,m/min。
B——烧结机宽度,m。
L——烧结机长度,m。
h——烧结料层高度,m。
V——烧结机台车移动速度,m/min。
2、烧结机利用系数:
烧结机每平方米烧结面积上每小时内生产的成品烧结矿量叫做烧结机利用系数。
η=
η——烧结机利用系数,t/(m2·
h);
q——烧结机台时产量,t/(台·
F——烧结机有效烧结面积,m2;
3、烧结矿成品率:
烧结矿经机尾筛分后,筛上为成品烧结矿,筛下为返矿,成品烧结矿与成品烧结矿加返矿的总量之比为成品率。
成品率=
4、烧成率:
烧成量(即成品矿加返矿)与混合料总量之比为烧成率。
烧成率=
5、烧结机日历作业率:
烧结机日历作业率=
6、单位烧结矿电能消耗:
两种表示方法
a.用烧结作业区总电耗与成品烧结矿总量之比表示;
b.用抽风机所耗电能与成品烧结矿总量之比表示:
U=
式中:
U——单位烧结矿电能消耗,kW·
h/t;
W——烧结作业区总电耗或抽风机电耗,kW·
h;
Q——成品烧结矿总量,t。
7、抽风机轴功率:
N=
式中N——抽风机功率,kW;
Q——抽风机抽风量,m3/min;
H——抽风机负压,kg/m2;
η1——抽风机空气效率,%;
η2——抽风机机械效率,%;
五、烧结铺底料的作用
烧结生产中,在铺混合料之前,先在烧结机台车的篦条上铺一层粒度较粗(6~10mm)的物料,这层粗料叫做铺底料(或叫床层)。
一般用烧结返矿作铺底料,铺底料厚度为40mm。
铺底料的作用:
1、避免烧结料直接与篦条接触,起到保护炉篦、延长其使用寿命的作用。
2、可有效的阻挡大量粉末被抽风机抽入烟道,减少废气中的含尘量,从而减少除尘器的负担,延长抽风机转子的使用寿命。
3、防止烧结矿粘结篦条,使有效抽风面积保持不变,气流分布均匀,从而改善烧结过程的真空制度。
六、烧结机台车上的布料
布料是指将铺底料、混合料铺在烧结机台车上的操作。
它是通过设在机头上的布料器来完成的。
布料作业应满足以下要求:
1、使混合料粒度、化学成分和水分等在台车宽度方向上均匀分布,保证烧结料沿台车宽度方向上具有均匀的透气性。
2、使混合料层表面平整,并具有一定的松散性,防止烧结料在布料时产生堆积和受压。
但本身松散度大、堆密度小的褐铁矿和锰矿石却需要往料面上施加一定的压力,适当压紧是有利的。
3、混合料沿高度方向上的分布应该是:
由上而下粒度逐渐变粗,含碳量逐渐减少。
这样有利于增加料层透气性和上下部烧结质量均匀。
当然,通过布料这一点是难以实现的。
七、烧结矿的粉化及控制
1、烧结矿粉化的原因
在生产溶剂性烧结矿时,加入的灰石,与矿石中的SiO2发生作用,形成SiO2—CaO体系的化合物,其中正硅酸钙2CaO·
SiO2(C2S)在烧结矿冷却时发生相变,晶格重新排列,自α—γ时体积膨胀12%,自β—γ时体积膨胀10%,从而使烧结矿发生破碎粉化。
2、抑制烧结矿粉化的措施
抑制烧结矿粉化的关键在于防止或减少C2S的破坏作用。
抑制C2S生成的措施有:
(1)在配料中加入一部分MgO,抑制C2S生成。
(2)配少量硼、磷、铬等元素以取代或填隙方式形成固溶体,增加C2S的稳定性。
(3)采用低碳大风量操作,烧结料层氧化性气氛强,生成Fe2O3+CaOCaO·
Fe2O3,减少C2S量。
(4)减少白灰、燃料粒度,并加强混合过程,从而避免CaO和燃料在局部地区过分集中,还原气氛强,大量生成C2S。
(5)生产高碱度烧结矿
当烧结矿碱度提高时,剩余的CaO有助于生成3CaO·
SiO2及铁酸钙,在铁酸钙中的3CaO·
SiO2不超过20%时,铁酸钙可以稳定β—C2S。
(6)加入少量Al2O3和Mn2O3,对β—C2S起稳定作用。
八、对烧结料进行预热的目的和方法
对烧结料进行预热的目的是使烧结料温度提高到烧结条件下的露点温度以上,防止气流中的水气凝结,减轻或消除过湿层的不利影响。
烧结过程中,上层烧结料中的水分蒸发进入气流中,到下部由于温度降低重新凝结成水,充塞于烧结料颗粒之间,影响料层透气性。
如果把原始烧结料的温度提高到该条件下的露点温度以上,则可以防止水气凝结,改善料层透气性,强化烧结过程。
对于粒度细,比表面积大的烧结料,预热的效果更为明显,因为细粒物料之间的通道空隙小,容易被冷凝水堵塞,所以细粒物料对过湿层的反应特别敏感。
另外,湿容量小和成球性差的物料比湿容量大和成球性好的物料预热效果更加显著。
预热温度要超过烧结条件下的露点温度。
烧结条件下的露点温度一般在60℃左右,因此通过预热把原始烧结料的温度提高到65—70℃,就可以防止过湿现象,达到强化烧结的目的。
预热方法:
(1)用蒸汽预热:
在二次混合机通入高压蒸汽提高料温。
此法的优点是不仅提高了料温,而且又能进行混合料的润湿与水分调整,保持混合料水分稳定。
另外,由于预热是在二次混合机内进行,预热后随即进行烧结,因此数量损失少。
缺点是热量利用率低(一般只有30—40%),单独用不经济,与其他方法配合使用比较合适。
实践证明,使用230℃过热蒸汽,压力为(3—5)×
105Pa时,可将料温由5—6℃提高到50—60℃。
(3)用生石灰预热:
利用生石灰消化放热提高料温。
此法的优点是热量利用率高,操作条件稳定,缺点是大量使用生石灰给生产和操作带来种种困难。
生石灰用量为6.5%时,可提高料温到50—60℃,基本能满足要求。
九、液相在烧结过程中的作用
烧结过程中产生一定数量的液相,是烧结料固结成块的基础。
在燃料燃烧产生的高温作用下,固相反应中产生的低溶点化合物首先开始熔化,产生一定数量的液相,将其他未熔化的部分粘结起来,冷却后成为多孔质的块矿。
因此,烧结过程中产生的液相数量是决定烧结矿的强度和成品率的主要因素。
同时,因为烧结矿的矿物相是液相在冷却过程中结晶的产物,所以,液相的化学成分直接影响烧结矿的矿物组成。
液相数量除了受烧结料的物理化学性质(矿石种类、脉石成分、碱度、粒度等)的影响外,主要取决于燃料用量。
产生适量的液相,恰好能把全部烧结料粘结起来,使烧结矿具有足够的强度;
又不致因液相数量过多而使烧结矿成为薄壁大孔结构,是烧结过程中控制燃料用量和液相数量的主要依据。
如果燃料用量过多,会产生过溶现象,烧结矿氧化度会降低,微气孔减少,结构致密而发脆,大大降低烧结矿的还原性。
如果燃料用量减少,则因烧结温度不够高,热量不足,产生液相数量少,烧结矿成品率会大大下降。
因此,生产中正确掌握和准确控制液相的矿物组成和数量,是保证烧结矿质量和提高成品率的关键。
 升级会员
升级会员 