注塑模具设计实例.docx
《注塑模具设计实例.docx》由会员分享,可在线阅读,更多相关《注塑模具设计实例.docx(29页珍藏版)》请在冰点文库上搜索。
注塑模具设计实例
二、注塑模具设计实例
实例1——电流线圈架的模具设计及制造
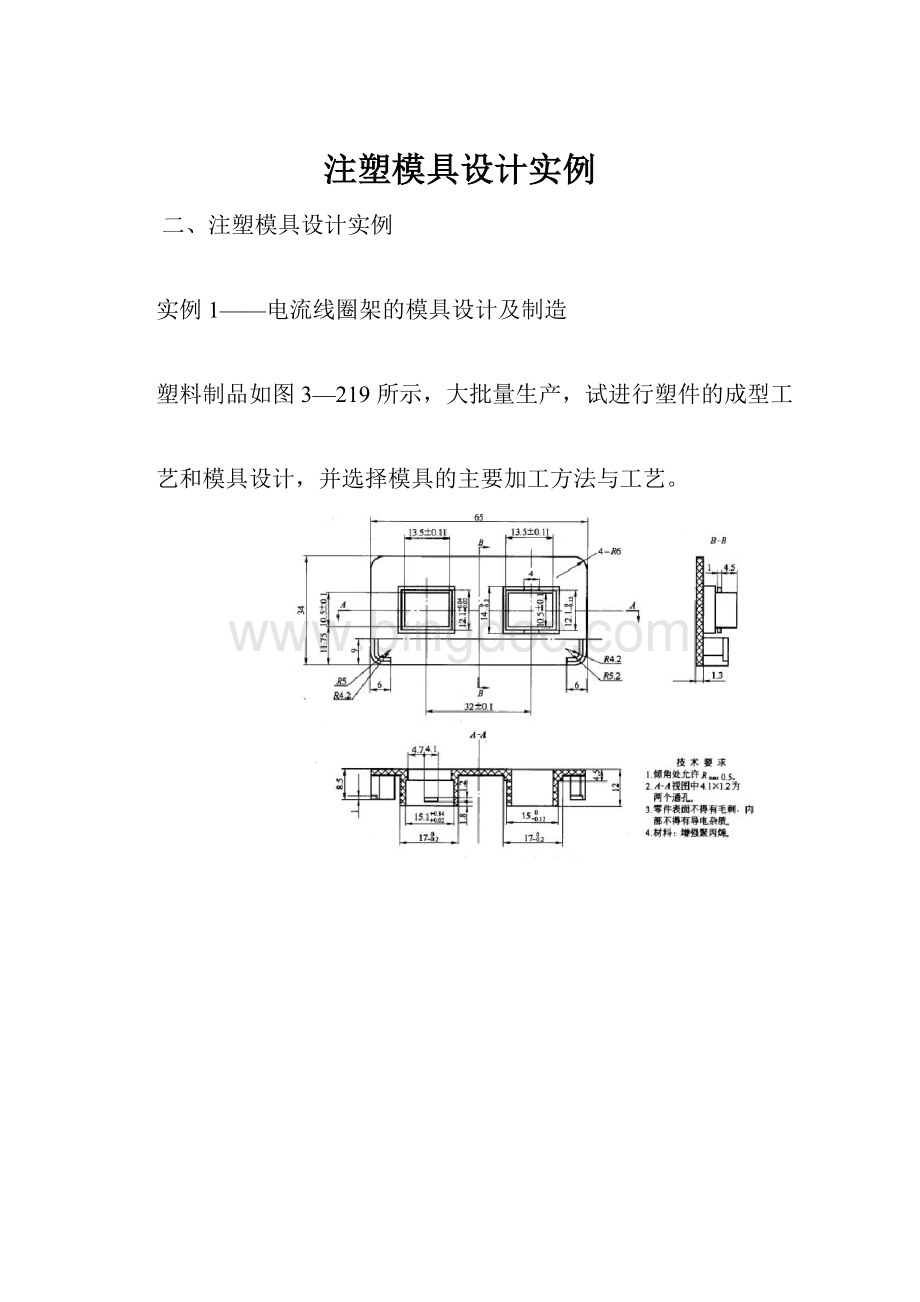
塑料制品如图3—219所示,大批量生产,试进行塑件的成型工
艺和模具设计,并选择模具的主要加工方法与工艺。
图3—219电流线圈架零件图
(一)成型工艺规程的编制
1.塑件的工艺性分析
(1)塑件的原材料分析
(2)塑件的结构和尺寸精度表面质量分析
1)结构分析。
从零件图上分析,该零件总体形状为长方形,在宽
度方向的一侧有两个高度为8.5mm,R5mm的两个凸耳,在两个高度
为12mm、长、宽分别为17mm和13.5mm的凸台上,一个带有的凹
槽(对称分布),另一个带有4.lmmXl.2mm的凸台对称分布。
因此,
模具设计时必须设置侧向分型抽芯机构,该零件属于中等复杂程度。
0、尺寸精度分析。
该零件重要尺寸如:
mm、mm2)0.040212.112.1?
?
0.12?
,次重要尺寸如:
78)3级(Sj1372—等精度为mmmm、0.1415.115.10.12?
?
?
0、111mm、等的尺寸精度为mm13.5±0.10mm、.5±0.0017140.20.2?
?
4~5级(Sj1372—78)。
由以上分析可见,该零件的尺寸精度中等偏上,对应的模具相关
零件的尺寸加工可以保证。
从塑件的壁厚上来看,壁厚最大处为1.3mm,最小处为
0.95mm,壁厚差为0.35mm,较均匀,有利于零件的成型。
3)表面质量分析。
该零件的表面除要求没有缺陷、毛刺,内部不
得有导电杂质外,没有特别的表面质量要求,故比较容易实现。
综上分析可以看出,注射时在工艺参数控制得较好的情况下,零
件的成型要求可以得到保证。
(3)计算塑件的体积和质量
计算塑件的质量是为了选用注射机及确定型腔数。
经计算塑件的
3;=4087mm体积为V
计算塑件的质量:
根据设计手册可查得增强聚丙烯的密度为
3。
cm/1.04gρ=
故塑件的质量为W=Vρ=4.25g
采用一模两件的模具结构,考虑其外形尺寸、注射时所需压力和
工厂现有设备等情况,初步选用注射机为XS—Z—60型。
2.塑件注射工艺参数的确定
查找附录1和参考工厂实际应用的情况,增强聚丙烯的成型工艺
参数可作如下选择:
成型温度为230~290℃;注射压力为
70~140MPa。
必须说明的是,上述工艺参数在试模时可作适当调整。
(二)注射模的结构设计
注射模结构设计主要包括:
分型面选择、模具型腔数目的确定及
型腔的排列方式和冷却水道布局以及浇口位置、模具工作零件的结
构设计、侧向分型与抽芯机构的设计、推出机构的设计等内容。
1.分型面选择
模具设计中,分型面的选择很关键,它决定了模具的结构。
应根
据分型面选择原则和塑件的成型要求来选择分型面。
该塑件为机内
骨架,表面质量无特殊要求,但在绕线的过程中上端面与工人的手
指接触较多,因此上端面最好自然形成圆角。
此外,该零件高度为
12mm,且垂直于轴线的截面形状比较简单和规范,若选择如图3—
220所示水平分型方式既可降低模具的复杂程度,减少模具加工难
度又便于成型后的脱模。
.
图3—220分型面选择
2.确定型腔的数目及排列方式
考虑到是大批量生产,且制品的结构中等复杂、尺寸精度中等要
求,因此采用一模两腔;型腔的排列有以下两种方案:
方案一:
如图3—221所示的型腔排列方式。
该方案的优点是:
便于设置侧向分型抽芯机构,缺点:
流程较长;
图3—221方案一
方案二:
如图3—222所示,该排列方式料流长度较短,但侧向
分型抽芯机构设置相当困难,势必成倍增大模具结构的复杂程度。
图3—222方案二
由于该产品尺寸相对较小,且pp的流动性较好,考虑到模具结
构的复杂性,及各方面因素,所以优先考虑方案一。
3.浇注系统设计
(1)主流道设计及主流道衬套结构选择。
根据设计手册查得XS—
Z—60型注射机喷嘴的有关尺寸为喷嘴前端孔径d=Φ4mm;喷嘴前0
端球面半径:
R=12mm。
0
根据模具主流道与喷嘴及R=R+(1~2)mm及d=d+(0.5~1)00
mm,取主流道球面半径R=13mm,小端直径d=4.5mm。
主流道衬套的结构如图3—223所示:
图3—223主流道衬套
(2)分流道设计。
分流道的形状及尺寸,应根据塑件的体积、壁
厚、形状的复杂程度、注射速率、分流道长度因素来确定。
本塑件
的形状不算太复杂,熔料填充型腔比较容易。
根据型腔的排列方式
可知分流道的长度较短,为了便于加工起见,分流道开在动模板上,
截面形状为半圆形,取R=4mm。
(3)浇口设计。
根据塑件的形状及型腔的排列方式,选用采用截
面为矩形的侧浇口较为理想。
选择从壁厚为1.3mm处进料,料由厚
处往薄处流,而且模具成型零件结构采用取镶拼式,有利于填充、
blh)××,试模时修正。
排气。
初选尺寸为1mm×0.08mm×0.6mm(
4.抽芯机构设计
本例的塑件侧壁有一对小凹槽和小凸台,它们均垂直于脱模方向,
阻碍成型后塑件从模具脱出。
因此成型小凹槽台的零件必须做成活
动的型芯,即须设置抽芯机构。
本模具采用斜导柱抽芯机构。
(1)确定抽芯距
抽芯距一般应大于成型孔(或凸台)的深度,本例中塑件孔壁H、1
凸台高度H相等,均为:
2
H=H=(14—12.1)/2=0.95(mm)2l
另加3~5mm的抽芯安全系数,可取抽芯距S=4.9mm。
抽
(2)确定斜导柱倾角
斜导柱的倾角是斜抽芯机构的主要技术数据之一,它与抽拔力以
及抽芯距有直接关系,—般取α=15°~20°,本例中选取α=20°。
(3)确定斜导柱的尺寸
斜导柱的直径取决于抽拨力及其倾斜角度,可按设计资料的有关
公式进行计算,也可根据经验来确定,取斜导柱的直径d=14mm。
斜导柱的长度根据抽芯距、固定端模板的厚度、斜销直径及斜角大.
小确定。
llll+++根据公式:
L=5241
h=25mm。
如果由于定模座板和上凸模固定板尺寸尚不确定,即a
h有变化,则再修正L的长度,取D=20mm,取L=55mm。
以后a
(4)滑块与导槽设计
1)滑块与侧型芯(孔)的连接方式设计。
本例中侧向抽芯机构主要
是用于成型零件的侧向孔和侧向凸台,由于侧向孔和侧向凸台的尺
寸较小,考虑到型芯强度和装配问题,采用组合式结构。
型芯与滑
块的连接采用镶嵌方式,其结构如图3—224所示。
2)滑块的导滑方式。
本例中为使模具结构紧凑,降低模具装配
复杂程度,拟采用整体式滑块和整体导向槽的形式,其结构如图
3—224所示。
为提高滑块的导向精度,装配时可对导向槽或滑块采
用配磨、配研的装配方法。
3)滑块的导滑长度和定位装置设计。
本例中由于侧芯距较短,故
导滑长度只要符合滑块在开模时的定位要求即可。
滑块的定位装置
所示。
224—3采用弹簧与台阶的组合形式,如图
图3—224电流线圈骨架注射模
1—浇口套;2—定模凹模镶块;3—定模座板;4—导柱;5—定
模固定板;6—导套;7—动模固定板;8—推杆;9—支承板;10—
复位杆;11—推杆固定板;12—推板;13—动模座板;14、16、25
—螺钉;15—销钉;17—型芯;18—动模凹模镶块;19—型芯;20
—弹24—限位挡块;23—侧型芯滑块;22—斜导柱;21—楔紧块;
簧;26—模脚;27、28—侧型芯
5.成型零件结构设计
(1)凹模的结构设计。
本例中模具采用一模二件的结构形式,考
虑加工的难易程度和材料的价值利用等因素,凹模拟采用镶嵌式结
构,其结构形式如图3—224所示,图中件18上的二对凹槽用于安
放侧型芯。
根据本例分流道与浇口的设计要求,分流道和浇口均设
在凹模镶块上。
(2)凸模结构设计。
凸模主要是与凹模结合构成模具的型座腔,
其凸模和侧型芯的结构形式如图3—224所示。
(三)模具设计的有关计算
本例中成型零件工作尺寸计算时均采用平均法计算。
查表得增强
聚丙烯的收缩率为S=0.4%~0.8%,故平均收缩为q
S=(0.4+0.8)%/2=0.6%,考虑到工厂模具制造的现有条件,cp
模具制造公差取δz=Δ/3。
1.型腔和型芯工作尺寸计算。
见表3—11所示。
型腔、型芯工作尺寸计算11—3表.
2.型腔侧壁厚度和底板厚度计算
(1)下凹模镶块型腔侧壁厚度及底板厚度计算
1)下凹模镶块型腔侧壁厚度计算。
下凹模镶块型腔为组合式矩形型腔,根据组合式矩形侧壁厚度
计算公式
45pbL1h?
332EBe件p=40MPa(取选定值);
5b.1×10MPa==12mm;L16.85mm;E=2l
=0.035mm。
代人公式计算得
45pbL=2.05mm1h?
332EBe件考虑到下模镶块还需安放侧型芯机构,故取下凹模镶块的外形尺
寸为80mm×50mm。
2)下凹模镶块底板厚度计算。
根据组合式型腔底板厚度计算公式
H?
pb=13.83mm;L=90mm(取:
=40MPa;
具初选外形尺寸确定);[σ]=160MPa(
得:
pbL3H?
?
4B[考虑模具的整体结构协调,取H=
(2)上凹模型腔侧壁厚的确定
上凹模镶块型腔为矩形整体式型腔,根据矩形整体式型腔侧壁厚度计算公式进行计算,由于型腔高度
h值也较小,故在此不作计算,而是根据下凹模镶块的外型尺寸来
确定。
上凹模镶块的结构及尺寸如图
23pbL?
[]4B底板材料选定为2=10.5mm]25mma=3—
40mm初选初选B=190mm根据426m很小,因而所需22所示
图3—225定模凹模镶块地结构及尺寸
(四)模具加热和冷却系统的计算
本塑件在注射成型时模温要求不高,因而在模具上可不设加热系
统。
是否需要冷却系统可作如下设计计算。
设定模具平均工作温度为40℃,用常温20℃的水作为模具冷却
介质,其出口温度为30℃,产量为(初算0.5套/min)
0.26kg/h。
塑件在冷却时每小时释放的热量Q,查表得聚丙烯的单位热流量
4J/59×10kg,即为
44kg)/15=0=WQQ.26×59×10=.34×10(J23冷却水的体积流
W15.316/mi10.614.181(320由上述计算可知,因为模具每分钟所需的冷却水体积流量较小
故可不设冷却系统,依靠空冷的方式冷却模具即可
模具闭合高度的确
根据支承与固定零件的设计中提供的经验数据,确定:
定模座板
25m;上固定板=25m;下固定板=40m;支承板
=25m;动模座板=25m,根据推出行程和推出机构的结构尺
确定垫块50m。
因而模具的闭合高
25+25+40+25+50+2190(mm
注射机有关参数的校
本模具的外形尺寸280mm×l90mm×l90mmX6型注
机模板最大安装尺寸350mm×280mm,故能满足模具的安装要求
由上述的计算模具的闭合高H=190mX6型注射机
允许模具的最小厚70m,最大厚=200m,即模具满mami
≤H≤的安装条件mami
经查资X6型注射机的最大开模行18m,满
(25的出件要求
S≥(1010+12+132(mm
此外,由于侧分抽芯距较短,不会过大增加开模距离,注射机
开模行程足够
经验证X6型注射机能够满足使用要求,故可采用
(七)绘制模具总装图和非标零件工作图
本模具的总装图如图3—224所示,非标零件工作图(略)。
本模具的工作原理:
模具安装在注射机上,定模部分固定在注射
机的定模板上,动模固定在注射机的动模板上。
合模后,注射机通
过喷嘴将熔料经流通注入型腔,经保压,冷却后塑件成型。
开模时
动模部分随动板一起运动渐渐将分型面打开,与此时同时在斜导柱
21的作用下侧抽芯滑块从型腔中退出,完成侧抽芯动作。
当分型面
打开到32mm时,动模运动停止,在注射机顶出装置作用下,推动推
杆运动将塑件顶出。
合模时,随着分型面的闭合侧型芯滑块复位至
型腔,同时复位杆也对推杆8进行复位。
(八)注射模主要零件加工工艺规程的编制
在此仅对凹模镶块,下固定板的加工工艺进行分析。
1.上凹模镶块。
上凹模镶块加工工艺过程见表3—29。
2.下固定板。
固定板如图3—226所示,其加工工艺过程见表
。
30—3.
图3—226下固定板
放电间隙:
单边0.1mm
图3—246电极二零件图
 升级会员
升级会员 