数控铣床编程实例讲解.docx
《数控铣床编程实例讲解.docx》由会员分享,可在线阅读,更多相关《数控铣床编程实例讲解.docx(11页珍藏版)》请在冰点文库上搜索。
数控铣床编程实例讲解
一、槽形零件的铣削
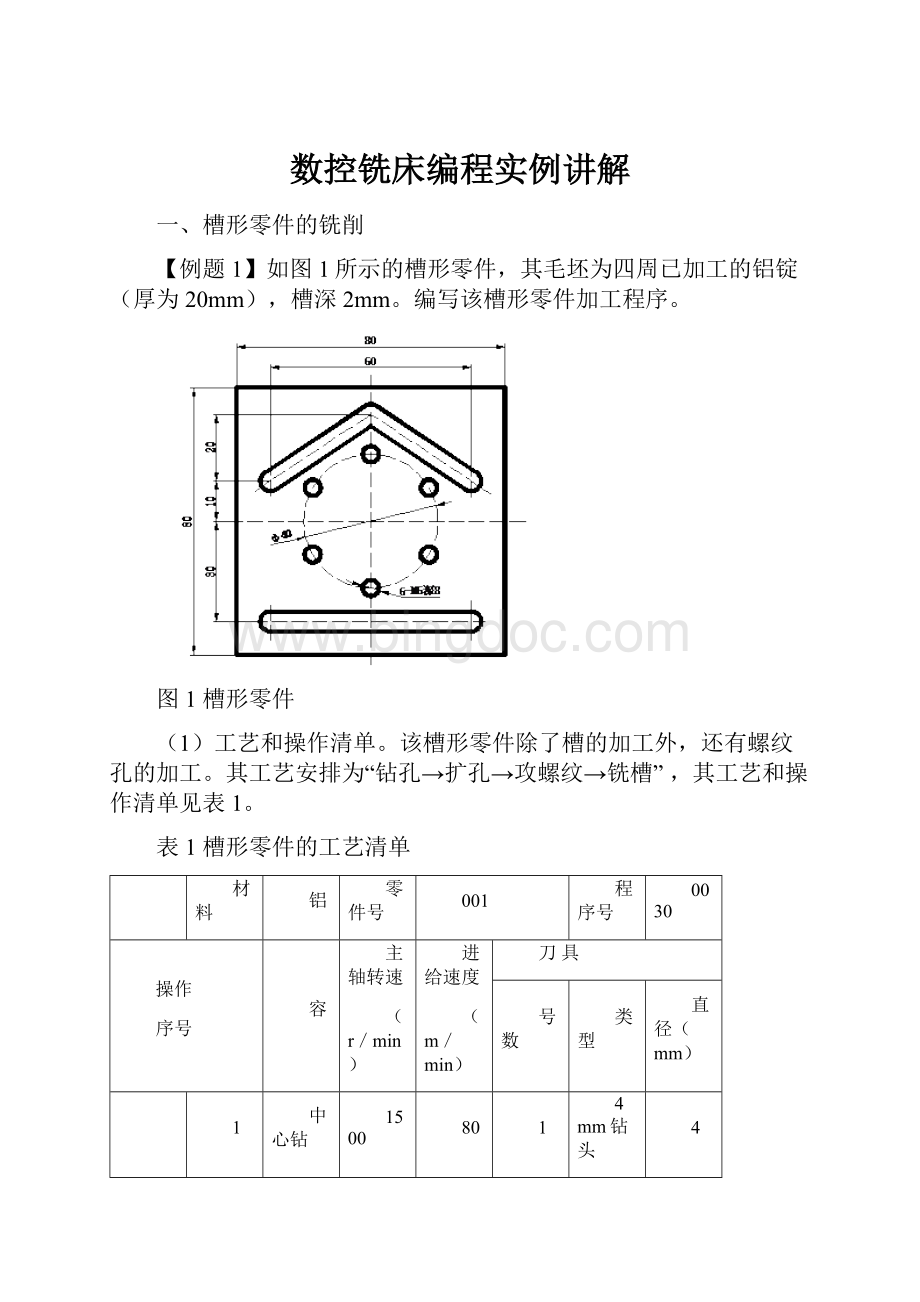
【例题1】如图1所示的槽形零件,其毛坯为四周已加工的铝锭(厚为20mm),槽深2mm。
编写该槽形零件加工程序。
图1槽形零件
(1)工艺和操作清单。
该槽形零件除了槽的加工外,还有螺纹孔的加工。
其工艺安排为“钻孔→扩孔→攻螺纹→铣槽”,其工艺和操作清单见表1。
表1槽形零件的工艺清单
材料
铝
零件号
001
程序号
0030
操作
序号
容
主轴转速
(r/min)
进给速度
(m/min)
刀具
号数
类型
直径(mm)
1
中心钻
1500
80
1
4mm钻头
4
2
扩钻
2000
100
2
5mm钻头
5
3
攻螺纹
200
200
3
M6攻螺纹
6
4
铣斜槽
2300
100、180
4
6mm铣刀
6
(2)程序清单及说明。
该工件在数控铣钻床ZJK7532A-2上进行加工,程序见表2。
表2槽形零件的加工程序
程序
说明
N10G21
设定单位为mm
N20G40G49G80H00
取消刀补和循环加工
N30G28X0Y0Z50
回参考点
N40M00
开始φ5mm钻孔
N50M03S1500
N60G90G43H0lG00X0Y20.0Z10.0
快速进到R点,建立长度补偿
N70G8lG99X0Y20.0Z-7.0R2.0F80
G81循环钻孔,孔深7mm,返回R点
N80G99X17.32Y10.0
N90G99Y-10.0
N100G99X0Y-20.0
N110G99X-17.32Y-10.0
N120G98Y10.0
N130G80M05
取消循环钻孔指令、主轴停
N140G28X0Y0Z50
回参考点
N150G49M00
开始扩孔
N160M03S2000
N170G90G43H02G00X0Y20.0Z10.0
N180G83G99X0Y20.0Z-12.0R2.0Q7.0F100
G83循环扩孔
N190G99X17.32Y10.0
N200G99Y-10.0
N210G99X0Y-20.0
N220G99X-17.32Y-10.0
N230G98Y10.0
N240G80M05
取消循环扩孔指令、主轴停
N250G28X0Y0Z50
N260G49M00
开始攻螺纹
N270M03S200
N280G90G43H03G00X0Y20.0Z10.0
N290G84G99X0Y20.0Z-8.0R5.0F200
G84循环攻螺纹
N300G99X17.32Y10.0
N310G99X0Y-20.0
N320G99X-17.32Y-10.0
N330G98Y10.0
N340G80M05
取消螺纹循环指令、主轴停
N350G28X0Y0Z50
N360G49M00
铣槽程序
N370M03S2300
N380G90G43G00X-30.0Y10.0Z10.0H04
N390Z2.0
N400G01Z0F180
N410X0Y40.0Z-2.0
N420X30.0Y10.0Z0
N430G00Z2.0
N440X-30.0Y-30.0
N450G01Z-2.0F100
N460X30.0
N470G00Z10.0M05
N480G28X0Y0Z50
N490M30
二、平面凸轮的数控铣削工艺分析及程序编制
【例题2】平面凸轮零件图如图2所示,工件的上、下底面及孔、端面已加工。
完成凸轮轮廓的程序编制。
图2凸轮零件图
解:
(1)工艺分析。
从图2的要求可以看出,凸轮曲线分别由几段圆弧组成,孔为设计基准,其余表面包括4-φ13H7孔均已加工。
故取孔和一个端面为主要定位面,在联接孔φ13的一个孔增加削边销,在端面上用螺母垫圈压紧。
因为孔是设计和定位的基准,所以对刀点选在孔中心线与端面的交点上,这样很容易确定刀具中心与零件的相对位置。
(2)加工调整。
零件加工坐标系X、Y位于工作台中间,在G53坐标系中取X=-400,Y=-100。
Z坐标可以按刀具长度和夹具、零件高度决定,如选用φ20的立铣刀,零件上端面为Z向坐标零点,该点在G53坐标系中的位置为Z=-80处,将上述三个数值设置到G54加工坐标系中。
凸轮轮廓加工工序卡见表3。
表3铣凸轮轮廓加工工序卡
材料
45#
零件号
812
程序号
8121
操作
序号
容
主轴转速
(r/min)
进给速度
(m/min)
刀具
号数
类型
直径(mm)
1
铣凸轮轮廓
2000
80、200
1
20mm立铣刀
20
(3)数学处理。
该凸轮加工的轮廓均为圆弧组成,因而只要计算出基点坐标,才可编制程序。
在加工坐标系中,各点的计算坐标如下:
BC弧的中心O1点:
X=-(175+63.8)sin8°59'=-37.28
Y=-(175+63.8)cos8°59'=-235.86
EF弧的中心O2点:
X2+Y2=692
(X-64)2+Y2=212
解之得X=65.75,Y=20.93
HI弧的中心O4点:
X=-(175+61)cos24°15'=-215.18
Y=(175+61)sin24°15'=96.93
DE弧的中心O5点:
X2+Y2=63.72
(X-65.75)2+(Y-20.93)2=21.302
解之得X=63.70,Y=-0.27
B点:
X=-63.8sin8°59'=-9.96
Y=-63.8cos8°59'=-63.02
C点:
X2+Y2=642
(X+37.28)2+(Y+235.86)2=1752
解之得X=-5.57,Y=-63.76
D点:
(X-63.70)2+(Y+0.27)2=0.32
X2+Y2=642
解之得X=63.99,Y=-0.28
E点:
(X-63.7)2+(Y+0.27)2=0.32
(X-65.75)2+(Y-20.93)2=212
解之得X=63.72,Y=-0.03
F点:
(X+1.07)2+(Y-16)2=462
(X-65.75)2+(Y-20.93)2=212
解之得X=44.79,Y=19.6
G点:
(X+1.07)2+(Y-16)2=462
X2+Y2=612
解之得X=14.79,Y=59.18
H点:
X=-61cos24°15'=-55.62
Y=61sin24°15'=25.05
I点:
X2+Y2=63.802
(X+215.18)2+(Y-96.93)2=1752
解之得X=-63.02,Y=9.97
根据上面的数值计算,可画出凸轮加工走刀路线图,如图3示。
图3凸轮加工走刀路线图
(4)编写加工程序。
凸轮加工的程序及说明见表4。
表4凸轮加工的程序
程序
说明
N10G54X0Y0Z40
进入加工坐标系
N20G90G00G17X-73.8Y20
由起刀点到加工开始点
N30M03S1000
启动主轴,主轴正转(顺铣)
N40G00Z0
下刀至零件上表面
N50G01Z-16F200
下刀切入工件,深度为工件厚度+1mm
N60G42G01X-63.8Y10F80H01
刀具半径右补偿
N70G01X-63.8Y0
切入零件至A点
N80G03X-9.96Y-63.02R63.8
切削AB
N90G02X-5.57Y-63.76R175
切削BC
N100G03X63.99Y-0.28R64
切削CD
N110G03X63.72Y0.03R0.3
切削DE
N120G02X44.79Y19.6R21
切削EF
N130G03X14.79Y59.18R46
切削FG
N140G03X-55.26Y25.05R61
切削GH
N150G02X-63.02Y9.97R175
切削HI
N160G03X-63.80Y0R63.8
切削IA
N170G01X-63.80Y-10
切削零件
N180G01G40X-73.8Y-20
取消刀具补偿
N190G00Z40
Z向抬刀
N200G00X0Y0M05
返回加工坐标系原点,并停住轴
N210M30
程序结束
附:
参数设置:
H01=10;G54:
X=-400,Y=-100,Z=-80。
三、利用宏编制固定循环程序
数控系统的固定循环功能可以大大简化程序,方便用户使用。
但由于数控公司提供的固定循环功能有限,且各数控公司定义的固定循环含义也不尽一致,所以如果用户可以按自己的要求来编制固定循环功能,将十分方便。
利用宏就可以编制固定循环程序。
图4固定循环宏程序
如华中数控系统的高速钻孔循环功能指令G73即是采用宏程序的方法来实现的。
以下就以其为例说明利用宏编制固定循环程序的方法,读者可以举一反三,用于实际的循环加工。
G73高速钻孔循环功能共有六个固定、连续的基本动作。
其程序见表5。
表5G73高速钻孔循环的宏程序
程序
说明
%0073
G73宏程序实现源代码调用本程序之前必须转动主轴M03或M04
IF[AR[#25]EQ0]OR[AR[#16]EQ0]OR[AR[#10]EQ0]
M99
如果没有定义孔底Z值每次进给深度Q值或退刀量K则返回
ENDIF
N10G91
用增量方式编写宏程序
IFAR[#23]EQ90
如果X值是绝对方式G90
#23=#23-#30
将X转换为增量,#30为调用本程序时X的绝对坐标
ENDIF
IFAR[#24]EQ90
如果Y值是绝对方式G90
#24=#24-#31
将Y转换为增量,#31为调用本程序时Y的绝对坐标
ENDIF
IFAR[#17]EQ90
如果参考点平面R值是绝对方式G90
#17=#17-#32
将R转换为增量,#32为调用本程序时Z的绝对坐标
ELSE
IFAR[#26]NE0
初始Z平面模态值存在
#17=#17+#26-#32
则将R值转换为增量方式
ENDIF
ENDIF
IFAR[#25]EQ90
如果孔底Z值是绝对方式G90
#25=#25-#32-#17
将Z值转换为增量
ENDIF
IF[#25GE0]OR[#16GE0]OR[#10LE0]OR[#10GE[-#16]]
如果增量方式的Z、Q>=0或退刀量K<=0或K>Q的绝对值
M99
则返回
ENDIF
N20X[#23]Y[#24]
移到XY孔加工位
N30Z[#17]
移到参考点R
#40=-#25
循环变量#40,其初始值为参考点到孔底的位移量
#41=0
循环变量#41,为退刀量
WHILE#40GT[-#16]
如果还可以进刀一次
N50G01Z[#16-#41]
进刀
N55G04P0.1
暂停
N60G00Z[#10]
退刀
N65G04P0.1
暂停
#41=#10
退刀量
#40=#40+#16
进刀量为负数,#40将减少
ENDW
N70G01Z[-#40-#41]
最后一刀到孔底
N80G04P[#15]
在孔底暂停
IF#1165EQ99
如果第15组G代码模态值为G99
N90G00Z[-#25]
即返回参考点R平面
ELSE
否则
IFAR[#26]EQ0
N90G00Z[-#25-#17]
返回初始平面,注#25及#17均为负数
ELSE
N90G90G00Z[#26]
否则返回初始平面
ENDIF
ENDIF
M99
 升级会员
升级会员 